Лазерная резка листового металла: Учебное пособие и основы
Представьте себе, как вы без труда разрезаете толстые металлические листы с точностью скальпеля. Эта статья в блоге раскрывает основы лазерной резки листового металла - революционного метода, сочетающего высокую точность, скорость и гибкость. Узнайте о внутреннем устройстве лазерных резаков, их ключевых компонентах и различных методах резки. К концу курса вы поймете, как эта технология позволяет оптимизировать производственные процессы и добиться превосходного качества металлоконструкций. Погрузитесь в курс дела и узнайте, как лазерная резка может изменить ваш подход к изготовлению металлических изделий.
(1) Станок лазерной резки листового металла - это прецизионное производственное оборудование, предназначенное главным образом для преобразования плоских металлических листов в детали сложной формы с высокой точностью и эффективностью.
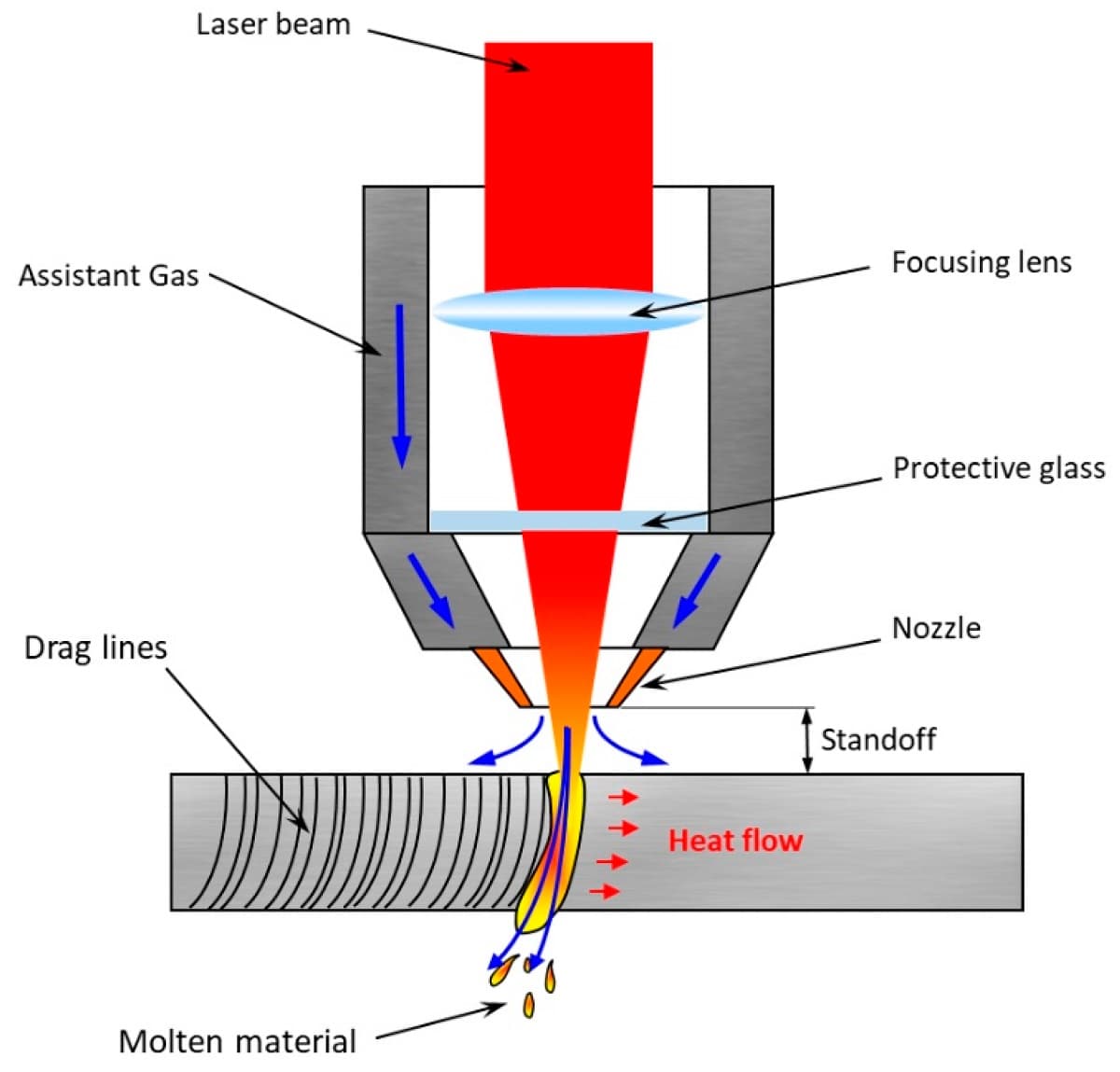
(2) Эта передовая система использует концентрированную тепловую энергию лазерного луча для выполнения операций резки. Процесс включает в себя фокусировку мощного лазера на металлической поверхности, вызывая быстрый локализованный нагрев. Интенсивное тепло расплавляет, испаряет или сублимирует материал, создавая чистый, узкий пропил, через который расплавленный металл выводится под давлением вспомогательного газа, в результате чего получается точный разрез.
Технология лазерной резки обладает многочисленными преимуществами по сравнению с традиционными методами резки:
Исключительная точность: Возможность достижения допусков до ±0,1 мм на тонких листах.
Высокоскоростная обработка: Скорость резки может достигать 20-30 м/мин для тонкой низкоуглеродистой стали.
Универсальные возможности работы с шаблонами: Возможность вырезать сложные геометрические фигуры и замысловатые узоры без смены оснастки.
Автоматизированное раскроение и программирование: Оптимизирует использование материала, сокращая количество отходов до 30%.
Превосходное качество кромки: Получаются гладкие, без заусенцев кромки, которые часто не требуют дополнительной обработки.
Минимальная зона термического влияния (HAZ): Уменьшает деформацию материала и сохраняет механические свойства.
Экономически эффективны как для создания прототипов, так и для крупносерийного производства.
Совместимость с несколькими материалами: Может обрабатывать различные металлы, включая сталь, алюминий и титан.
Благодаря этим неоспоримым преимуществам лазерная резка стала преобразующей технологией в производстве листового металла, все чаще вытесняя или дополняя традиционные методы резки, такие как штамповка, плазменная резка и гидроабразивная резка в современных производственных условиях.
2. Основные компоненты станка лазерной резки листового металла
Волоконный лазер позволяет получить лазер, который не только легко контролировать, но и обладает хорошей направленностью, монохроматичностью и когерентностью. В результате он широко используется в механическом производстве и листовой металл обработка.
(2) Главная машина
Существует два типа относительного движения между режущей головкой и верстаком:
(1) В процессе резки перемещается только режущая головка, а верстак остается неподвижным.
(2) В процессе резки перемещается только верстак, а режущая головка остается неподвижной.
Другие компоненты системы резки включают в себя:
(3) Система охлаждения, в которой для охлаждения используется вода.
(4) Система подачи воздуха, в которой может использоваться баллонный газ (кислород, аммиак) или сжатый воздух (воздушный компрессор, фильтр, осушитель).
(5) Электропитание, требующее стабильности трехфазного напряжения ±5% и дисбаланса мощности не более 2,5% (рассчитывается как наибольшее напряжение в трех фазах минус наименьшее напряжение в трех фазах, деленное на среднее напряжение трех фаз).
Уровень фильтрации делится на четыре уровня: Уровень QPSC.
Самонастраивающаяся точность фильтра:
0,3 мкм x 1 шт.
0,01 мкм x 1 шт.
0,001 мкм x 2 шт.
(6) Система управления:
Световод Система фокусировки:
В соответствии с требованиями к характеристикам обрабатываемой детали луч усиливается, формируется и фокусируется для воздействия на обрабатываемую деталь. Устройство от выходного окна лазера до обрабатываемой детали называется фокусирующей системой световода.
Система лазерной обработки в основном включает в себя станину станка, рабочий стол, который может перемещаться в трехмерном диапазоне координат, и электромеханическую систему управления. С развитием электронных технологий многие системы лазерной обработки используют компьютеры для управления движением рабочего стола и достижения непрерывной лазерной обработки.
Точность станка (в соответствии с VDL/DGQ3441): ±0,1 мм/м
Повторяемость: ±0,05 мм
Максимальное осевое ускорение: 2 000 мм/с²
Максимальная скорость резки: 20 м/мин
Вес машины: Приблизительно 3,5T
Стандарт цвета: NCS S 0585-Y80R; NCS S 7020-R60
Максимальная грузоподъемность верстака: 250 кг (3,000 x 1,500 x 6 мм)
Точность станка VDL/DGQ3441 длина измерения 1 метр.
Примечание: Точность резки зависит от толщины листа, натяжения листа и силы растяжения.
2. Метод лазерной резки
Лазерная резка - прецизионный термический процесс - может быть классифицирована на три основных типа: резка плавлением (также известная как плавление и выдувание), лазерная кислородная резка (часто называемая лазерной пламенной резкой) и лазерная резка испарением. Каждый метод обладает определенными преимуществами для конкретных материалов и применений:
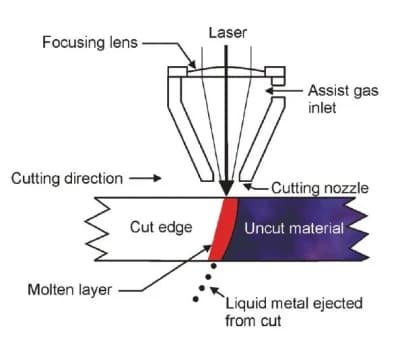
Резка плавлением (лазерная резка металла): В этом методе используется мощный лазерный луч для расплавления материала, а коаксиальная струя газа (обычно азота или сжатого воздуха) выдувает расплавленный металл из пропила. Этот метод идеально подходит для резки нержавеющей стали, алюминия и других цветных металлов, позволяя получать высококачественные кромки с минимальными зонами термического воздействия.
Кислородная резка с лазерной поддержкой: В этом процессе лазерный луч нагревает материал до температуры воспламенения, а струя кислорода инициирует экзотермическую реакцию, эффективно "прожигая" металл. Этот метод особенно эффективен для резки низкоуглеродистой и низколегированной стали, обеспечивая более высокую скорость резки, но с несколько более широким пропилом и более выраженной зоной термического влияния по сравнению с резкой плавлением.
Резка с применением лазерного испарения: Интенсивность лазера настолько высока, что он непосредственно испаряет материал, создавая узкий и точный разрез. Эта техника используется в основном для неметаллов, таких как пластмассы, дерево и некоторые виды керамики, а также для очень тонких металлических пленок, где требуется минимальное количество тепла.
Выбор метода резки зависит от таких факторов, как тип материала, толщина, желаемое качество кромки, требования к скорости производства и необходимость последующей обработки. Современные системы лазерной резки часто включают в себя адаптивные алгоритмы управления для оптимизации параметров в режиме реального времени, обеспечивая стабильное качество резки при различных свойствах и толщине материала.
2.1 Лазерная резка плавлением
Лазерная резка плавлением - это передовой термический процесс, при котором сфокусированный мощный лазерный луч локально расплавляет материал заготовки, который затем выводится высокоскоростным газовым потоком. Этот метод отличается тем, что удаление материала происходит исключительно в жидком состоянии. Взаимодействие лазерного луча и высокочистого инертного газа способствует выбросу расплавленного материала из пропила, в то время как газ остается химически инертным и служит только в качестве механической помощи.
Эффективность процесса, определяемая максимальной скоростью резки, находится в прямой зависимости от мощности лазера и в обратной зависимости от толщины листа и температуры плавления материала. При заданной мощности лазера ограничивающими факторами являются давление газа в зоне резки и теплопроводность материала заготовки. Оптимизация этих параметров имеет решающее значение для получения высококачественных резов и максимизации производительности.
Ключевым преимуществом лазерной резки плавлением является ее способность производить срезы без окисления в черных сплавах и металлах на основе титана. Это особенно ценно в отраслях, требующих высокой чистоты реза, таких как аэрокосмическая промышленность и производство медицинского оборудования. Отсутствие окисления объясняется защитой инертным газом, обычно аргоном или азотом, который не позволяет атмосферному кислороду вступать в реакцию с поверхностью горячего металла.
Параметры процесса, включая плотность мощности лазера, скорость резки, положение фокуса и давление вспомогательного газа, должны точно контролироваться для достижения оптимального качества резки. Передовые системы ЧПУ и технологии мониторинга в реальном времени часто используются для поддержания стабильной производительности резки при различной толщине и составе материала.
2.2 Лазерная резка пламенем
Разница между лазерным газовая резка и лазерной резки плавлением заключается в том, что в качестве режущего газа в лазерной резке пламенем используется кислород. Между кислородом и нагретым металлом происходит химическая реакция, в результате которой материал еще больше нагревается. Это приводит к более высокой скорости резки конструкционной стали той же толщины по сравнению с лазерной резкой плавлением.
Однако лазерная газовая резка может иметь худшее качество надрезов, чем лазерная резка плавлением. Она может давать более широкие пропилы, шероховатости, увеличенную зону термического воздействия и плохое качество кромок. Лазерно-пламенная резка не подходит для обработки точных моделей и острых углов, так как существует риск обжечься.
Для снижения теплового эффекта можно использовать лазер с импульсным режимом. Скорость резки определяется мощностью лазера.
При постоянной мощности лазера ограничивающим фактором в лазерной газовой резке является подача кислорода и теплопроводность материала.
2.3 Лазерная газификационная резка
В процессе лазерной газификационной резки используется мощный лазер, который заставляет материал газифицироваться в месте резки. Этот метод резки подходит только для тех случаев, когда необходимо избежать присутствия расплавленного материала, поэтому он ограничен небольшим диапазоном сплавов на основе железа.
Максимальная скорость резки определяется температурой газификации материала и обратно пропорциональна толщине пластины. Чтобы пары материала не конденсировались на стенках щели, толщина материала не должна превышать диаметр лазерного луча.
Плотность мощности лазера, необходимая для этого процесса, значительна и превышает 108 Вт/см2и зависит от разрезаемого материала, глубины резания и положения фокусировка лазерного луча.
При постоянной толщине пластины и достаточной мощности лазера максимальная скорость резки ограничивается скоростью газовой струи.
Технология лазерной резки
Несколько ключевых технологий лазерной резки - это сочетание света, машин и электричества.
Параметры лазерного луча, производительность и точность станка, а также система числового программного управления напрямую влияют на эффективность и качество резки.
Технология управления положением фокуса: Одним из преимуществ лазерной резки является высокая плотность энергии луча. В настоящее время фокусное расстояние в диапазоне от 120 до 200 мм широко используется в промышленных волоконных применение лазерной резки.
Лазерная перфорация Технология: При любой технологии термической резки, за исключением редких случаев, когда она может начинаться с края листа, на листе обычно требуется небольшое отверстие. Существует два основных метода для станков лазерной резки: дробеструйная обработка и прогрессивная бурение.
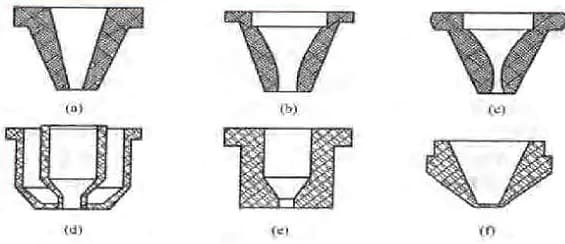
Конструкция сопла и технология управления воздушным потоком: В настоящее время сопло, используемое для лазерной резки, имеет простую конструкцию, состоящую из конического отверстия с небольшим круглым отверстием на конце. Конструкция обычно определяется методом проб и ошибок.
Различные распространенные концентрические насадки
Анализ процесса лазерной резки
Лазерная резка - это процесс, который включает в себя как плавление, так и испарение.
На качество резки может повлиять множество факторов.
Помимо аппаратных факторов, таких как станок и обрабатываемые материалы, значительную роль в влиянии на качество процесса лазерной резки играют и программные факторы.
Компьютерное проектирование процессов - это фундаментальный подход к изучению влияния этих программных факторов на качество процесса резания. К ним относятся:
① Выбор точки пробивки: Положение точки пробивки определяется в зависимости от конкретной ситуации.
② Настройка вспомогательной траектории резания:
③ Компенсация радиуса лазерного луча и обработка пустого штриха:
④ Оптимизация расположения пластин: Коэффициент использования пластин повышается за счет экономии материалов.
⑤ Выбор пути набора деталей:
⑥ Учет влияния факторов обработки: Траектория выбирается с учетом влияния таких факторов, как тепловая деформация.
3. Процесс лазерной резки
Процесс лазерной резки "относится к взаимодействию между лазерным лучом, режущим газом и заготовкой.
3.1 Процесс лазерной резки
Процесс лазерной резки происходит до собственно резки. Лазер нагревает заготовку до температуры, необходимой для расплавления и испарения материала. Плоскость резки представляет собой почти вертикальную плоскость, которая нагревается и плавится под воздействием поглощенного лазерного излучения.
При лазерной газовой резке зона плавления дополнительно нагревается потоком кислорода, поступающего в щель, и достигает температуры, близкой к точке кипения. В результате газификации материал удаляется, а сжиженный материал выводится из нижней части заготовки с помощью технологического газа. При лазерной плавильной резке сжиженный материал выводится вместе с газом, который также защищает щель от окисления.
Зона непрерывного плавления движется вдоль направления резки, образуя непрерывную щель. В этой зоне происходят многие критические аспекты процесса лазерной резки, и анализ этой деятельности может дать ценную информацию о лазерной резке. Эта информация может быть использована для расчета скорости резки и объяснения формирования характеристик линии тяги.
3.2 Характеристики материала
В результате операций резания на заготовке может получиться как чистый срез, так и, напротив, шероховатая или обожженная кромка.
Основные факторы, влияющие на качество резки, включают в себя:
Состав сплава
Состав сплава может влиять на прочность материала, удельный вес, свариваемость, устойчивость к окислению и кислотности в определенной степени. К важнейшим элементам ферросплавов относятся углерод, хром, никель, магний и цинк. Чем выше содержание углеродатем сложнее резать материал (критическим значением считается 0,8%). Некоторые виды углеродистой стали, которые хорошо подходят для лазерной резки, включают Q235 и SW22 (сталь с низким содержанием кремния и углерода, убитая алюминием).
Микроструктура материалов
В целом, чем мельче размер частиц составляющего материала, тем выше качество режущей кромки.
Качество и шероховатость поверхности
Если на поверхности имеются ржавые участки или слои окислов, профиль реза будет неровным и с большим количеством поврежденных участков. Для резки гофрированного листа выберите максимальную толщину параметр резания.
Обычная обработка поверхности включает цинкование, фокусирующее цинкование, покраску, анодирование или покрытие слоем полимерной пленки. Листовой металл, обработанный цинком, склонен к образованию шлака на кромке. Для окрашенных листов качество резки зависит от состава покрытия.
Как обрабатывать лакокрасочные материалы:
На первом этапе выбирается набор маломощных параметров (для гравировки) для предварительного прожига и маркировки обрабатываемой поверхности. На втором этапе выбирается набор параметров для резки материала.
Пластины со слоистыми покрытиями очень хорошо подходят для лазерной резки. Чтобы обеспечить правильную работу емкостного датчика и наилучшую адгезию слоистого покрытия (во избежание образования пузырьков), край слоя всегда должен располагаться в верхней части разрезаемой заготовки.
Отражение луча
То, как луч света отражается от поверхности заготовки, зависит от исходного материала, шероховатости поверхности и обработки.
Некоторые алюминиевые сплавы, медь и латунь обладают высокой отражательной способностью и не подходят для резки с использованием волоконно-лазерная резка машина.
Материалы с низкой теплопроводностью требуют меньшей мощности для сварки, чем материалы с высокой теплопроводностью. Например, никель с хромом легированная сталь требует меньше энергии, чем конструкционная сталь, и выделяет меньше тепла, которое поглощается в процессе обработки. С другой стороны, такие материалы, как медь, алюминий и латунь, поглощают большую часть тепла, выделяемого лазерным излучением. Поскольку тепло отводится в сторону от целевой точки луча, расплавить материал в зоне термического воздействия становится сложнее.
Зона термического воздействия
Лазерная резка пламенем и лазерная резка плавлением могут привести к изменению материала вблизи края разрезаемого материала. Закалка в зоне термического влияния снижается при обработке низкоуглеродистой или бескислородной стали. Однако для высокоуглеродистая сталь (60#), краевая область становится более жесткой.
Температура плавления
Горячий расплав
Температура газификации
3.3 Обрабатываемость различных материалов
Sконструкционная сталь
При кислородной резке материала лучшие результаты будут получены при использовании лазера непрерывного режима. Система управления с малой кривизной регулирует мощность лазера в зависимости от скорости подачи вала. При использовании кислорода в качестве обрабатывающего газа режущая кромка будет слегка окислена.
Для пластин толщиной менее 3 мм можно использовать аммиачный газ для резки под высоким давлением, в результате чего режущая кромка не окисляется.
Сложные контуры и небольшие отверстия диаметром меньше толщины материала следует резать в импульсном режиме, чтобы избежать срезания острых углов. Чем выше содержание углерода, тем легче закалить режущую кромку и тем больше вероятность пережога угла. Пластины с высоким содержанием сплавов резать сложнее, чем пластины с низким содержанием сплавов.
Окисленная или пескоструйная поверхность приведет к ухудшению качества резки, а остаточное тепло на поверхности листа может негативно сказаться на результатах резки. Чтобы устранить напряжение, следует резать только стальные листы, прошедшие вторичную обработку. Примеси в расплавленной стали в условиях кипения существенно влияют на результаты резки.
Для получения чистых поверхностных резов в конструкционной стали необходимо следовать следующим советам:
S ≤ 0,04%: предпочтительно, лазерная обработка дает хорошие результаты.
Si < 0,25%: в некоторых случаях можно получить немного более низкие разрезы.
Si > 0,25%: не подходит для лазерной резки и может привести к худшим или несовместимым результатам.
Кислород можно использовать, когда окисление краев не имеет значения.
Азот можно использовать для получения кромок без окисления и заусенцев, и дальнейшая обработка не требуется. При высокой мощности лазера и высоком давлении азота скорость резки может быть эквивалентна или выше, чем при использовании кислорода.
Для резки нержавеющей стали с азотом без заусенцев необходимо отрегулировать положение фокуса. Сбросив положение фокуса и уменьшив скорость, можно добиться чистого реза, хотя небольших заусенцев избежать не удастся.
Для нержавеющей стали необходимо учитывать следующее:
Кислородная резка: для листов толщиной более 3 мм уменьшите скорость подачи и перейдите на прогрессивный режим перфорации.
Метод лазерной резки:
Непрерывная резка (также известная как CW - метод резки непрерывной волной): Этот метод резки осуществляется путем непрерывного генерирования колебаний. Это метод с самой высокой скоростью резки при резке низкоуглеродистой стали.
Импульсный метод резки: Этот метод резки осуществляется путем периодического генерирования колебаний. Благодаря снижению теплового воздействия на материал импульсная резка позволяет добиться хорошего качества резки и точности размеров. При выполнении импульсной резки необходимо установить частоту импульсов. Частота импульсов означает включение и выключение лазерного луча несколько раз в секунду и выражается в Гц.
Преимуществом непрерывной резки является скорость, но качество резки не такое высокое. Чрезмерное выделение тепла при непрерывной подаче тепла на материал влияет на качество резки и точность размеров. С другой стороны, импульсная резка имеет хорошее качество резки, но работает медленнее, чем непрерывная. Например, при мощности лазерного генератора 500 Вт скорость непрерывной резки 6-миллиметровой низкоуглеродистой стали составляет 800 мм/мин, а скорость импульсной резки - всего 600 мм/мин. Разница в скорости увеличивается с уменьшением толщины листа. Как правило, если стальная пластина Толщина превышает 3 мм, резка CW не применяется.
Выбор режима резания обычно осуществляется при создании программы или изменении параметров станка на станке.
3.4 Параметры газа
Параметры газа включают:
Тип газа;
Давление;
Диаметр и геометрия сопла.
Давление воздуха и геометрия сопла играют роль в определении шероховатости кромок и образования заусенцев. Расход технологического газа зависит от диаметра сопла и давления воздуха. Воздух для резки давление ниже 1,0 мп считается низким, а 1,5 мп - высоким.
Наиболее часто используемые режущая насадка имеет конусообразное круглое отверстие. Важно, чтобы расстояние между соплом и поверхностью заготовки было как можно меньше, чтобы максимально повысить качество газа, воздействующего на стенки щели. Часто используется расстояние между 0,5 и 1,5.
4. Лазерная обработка
4.1 Лазерная перфорация
Значение параметра перфорации отличается от значения параметра резки.
Перфорация в непрерывном режиме
Преимущества: быстрая перфорация.
Недостаток: образуется перфорационная яма.
Перфорация в импульсном режиме
Преимущества: небольшие сквозные отверстия.
Недостатки: требует много времени
Примечание: толщина пластины (мм) примерно соответствует времени перфорации (с).
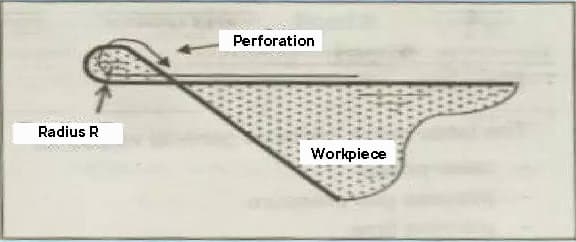
4.2 Опережение и обрезание
Режим CW обычно используется для перфорации, что быстрее, но позволяет получить большее отверстие, чем при перфорации с помощью импульса. По этой причине местоположение вырезаемого отверстия обычно располагается за пределами контура. Расстояние между перфорацией и фактическим контуром называется ведущей частью.
Неравномерность края надреза на заготовке может указывать на изменение фокуса луча слабого света от конца начальной режущей части к контуру. Пользователь должен по возможности устанавливать ведущую деталь на идеальной линии расширения с одной стороны геометрического блока.
При вырезании небольших внутренних контуров на поверхности важно дать рассеяться теплу, образующемуся в процессе прокалывания, прежде чем приступать к резке. Избегайте установки перфораций в узкой области и располагайте их под большим углом по отношению к контуру, что способствует отводу тепла.
Длина провода зависит от толщины пластины и диаметра отверстия.
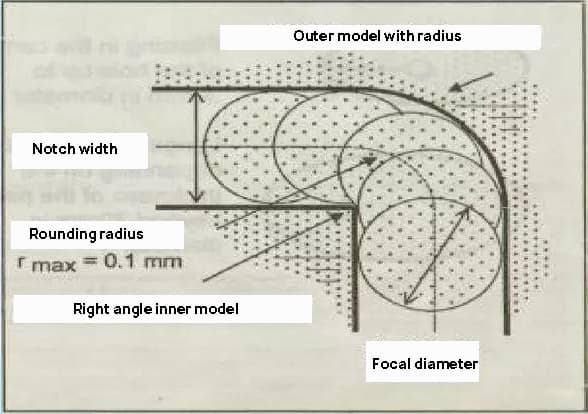
4.3 Обработка углов
Обработка тупого угла с радиусом
По возможности избегайте бросков под углом без радиуса.
Угол с радиусом имеет следующие преимущества по сравнению с углом без радиуса:
Металлические заусенцы на нижней поверхности трудно удалить
Слишком высокая скорость подачиДавление воздуха слишком низкоеНечистый газСосредоточение слишком высокое.
Уменьшить скорость подачиУвеличить давление воздухаИспользовать более чистый газУменьшить фокус
Заусенцы есть только на одной стороне
Неправильное выравнивание устья. Дефект устья мундштука
Центрирующая насадкаСменная насадка
Конструкционная сталь: разрезать с помощью O2
Дефект
Возможные причины:
Исключить
Материал, сбрасываемый сверху
Слишком низкая мощность, слишком высокая скорость подачи
В этом случае немедленно нажмите кнопку паузы, чтобы предотвратить попадание шлака на фокусирующую линзу. Затем увеличьте мощность; уменьшите скорость подачи.
Резка наклонной поверхности, хорошая с обеих сторон, плохая с обеих сторон.
Неправильное, неправильное или неисправное поляризационное зеркало; поляризационное зеркало установлено в положении отклоняющего зеркала
Погрешность технологического газа (N2);Слишком высокая скорость подачи; Слишком низкая мощность
В этом случае немедленно нажмите кнопку паузы, чтобы предотвратить попадание шлака на фокусировочную линзу;Использование кислорода в качестве технологического газа;Снижение скорости подачи;Увеличение мощности
Неточная режущая поверхность
Слишком высокое давление воздуха; Повреждено сопло; Слишком большой диаметр сопла; Некачественный материал.
Уменьшите давление воздуха;Замените насадку;Установите подходящие насадки;Используйте материал с гладкой и однородной поверхностью.
Нет заусенцев, линия тракции наклонена; разрез становится более узким в нижней части.
Слишком высокая скорость подачи
Уменьшите скорость подачи.
Образование кратера
Слишком высокое давление воздуха; Слишком низкая скорость подачи; Слишком высокий фокус; Ржавчина на поверхности пластины; Перегрев обрабатываемой заготовки; Нечистый материал.
Уменьшите давление воздуха;Увеличьте скорость подачи;Уменьшите фокус;Используйте материалы лучшего качества.
Очень грубая поверхность среза
Слишком высокая концентрация; Слишком высокое давление воздуха; Слишком низкая скорость подачи; Слишком горячий материал.
Уменьшение фокуса; Уменьшение давления воздуха; Увеличение скорости подачи; Охлаждение материала.
Нержавеющая сталь: резка с помощью N2 высокое давление
Дефект
Возможные причины:
Условия урегулирования
Производство тонких регулярных заусенцев в виде капель;
Слишком низкая фокусировка; Слишком высокая скорость подачи.
Повысьте фокус; уменьшите скорость подачи.
Неравномерные нитевидные заусенцы растут с обеих сторон, а поверхность крупных пластин меняет цвет.
Слишком низкая скорость подачи; Слишком высокая концентрация; Слишком низкое давление воздуха; Слишком горячий материал.
Увеличение скорости подачи; Уменьшение фокуса; Увеличение давления воздуха; Охлаждение материала.
Неравномерный заусенец, растущий только с одной стороны режущей кромки
Сопло не отцентрировано; фокус слишком высок; давление воздуха слишком низкое, а скорость слишком мала.
Центрирующее сопло; Уменьшение фокуса; Увеличение давления воздуха; Увеличение скорости.
Пожелтение режущей кромки
Атмосфера содержит примеси кислорода.
Используйте азот хорошего качества.
Плазма генерируется на прямом участке.
Слишком высокая скорость подачи.
Если это произойдет, нажмите временно.
Генерация плазмы на прямолинейной поверхности
Слишком высокая скорость подачи; Слишком низкая мощность; Слишком низкий фокус.
В этом случае немедленно нажмите кнопку паузы, чтобы предотвратить попадание шлака на фокусировочную линзу;Уменьшите скорость захвата;Увеличьте мощность;Поднимите фокус.
Дисперсия луча
Слишком высокая скорость подачи; Слишком низкая мощность; Слишком низкий фокус.
Уменьшите скорость подачи; увеличьте мощность; поднимите фокус.
Генерируйте плазму на углу
Слишком большой допуск на угол; Слишком высокая модуляция; Слишком высокое ускорение.
Уменьшите допустимый угол; уменьшите модуляцию или ускорение.
Луч расходится в начале
Слишком высокое ускорение; Слишком низкий фокус; Не удалось выпустить расплавленный материал
Уменьшите ускорение; поднимите фокус и пробейте круглое отверстие.
Грубый разрез
Насадка повреждена; линза загрязнена.
Замените насадку; при необходимости очистите линзу.
Материал, сбрасываемый сверху
Слишком низкая мощностьЧрезмерная скорость подачиСлишком высокое давление воздуха
В этом случае немедленно нажмите кнопку паузы, чтобы предотвратить попадание расплавленных слез на фокусирующую линзуУвеличьте мощность и уменьшите скорость подачиУменьшите давление воздуха
5. Листовой металл лазерной резки меры предосторожности
Чтобы добиться наилучшего качества обработки, следуйте следующим инструкциям:
Станок для точной настройки;
Поддерживайте в рабочем состоянии в соответствии с планом технического обслуживания;
Обработка в соответствии с вышеуказанными требованиями;
Поверхность заготовки должна быть очищена от ржавчины или окалины (травленая или гладкая)
Параметры соответствуют спецификации материала и пластины;
Предварительная установка взаимосвязанных параметров.
Если отмечается снижение качества обработки, проверьте следующие факторы:
Параметры;
Обрабатывающая головка;
Траектория луча;
Лазер;
Не изменяйте стандартные параметры, установленные при покупке станка лазерной резки;
Чтобы оптимизировать параметры, создайте для них новый каталог. Если качество обработки ухудшилось, сравните стандартные параметры станка с оптимизированными, чтобы определить, были ли внесены существенные изменения.
Качество поверхности материалов сильно влияет на качество лазерной резки. Сырьевые материалы должны быть защищены от ржавчины и грязи. Если поверхность ржавая, грязная или неровная, материал следует обработать перед резкой на станке лазерной резки.
Для достижения наилучшего качества резки оператор должен следовать следующим принципам:
Используйте стандартные параметры резки в зависимости от толщины и типа материала.
Если качество резки снижается, настройте стандартные параметры резки.
Основными параметрами для настройки являются мощность лазера, давление газа, положение фокуса и скорость резки.
Вместо того чтобы переписывать стандартные файлы параметров, оператор должен создавать собственные файлы параметров и каталог файлов параметров, чтобы постоянно развивать свой опыт.
Режим работы при низком уровне освещенности включает в себя непрерывный и импульсный режимы. Непрерывный режим используется для обычной резки, а импульсный - для обработки небольших отверстий и перфораций, толщина которых меньше толщины материала.
Для резки заготовок, которые будут использоваться повторно, можно выполнить импульсную перфорацию по графическому контуру. Перфорация в непрерывном режиме обычно используется для более быстрой резки, но при этом получается большее отверстие по сравнению с импульсной перфорацией.
Отвод тепла до и после прокалывания имеет решающее значение при резке небольших материалов. Избегайте соединения линии реза с узкими частями заготовки и следите за тем, чтобы угол наклона фигуры был достаточным для отвода тепла.
Максимальный размер резки машины лазерной резки составляет 3000 х 1500 мм. Максимальная мощность резки 500 Вт станок для лазерной резки волокна составляет 6 мм для углеродистой стали и 4 мм для нержавеющей стали.
Не обрабатывайте материал, если не уверены, что он может быть облучен или нагрет лазером, чтобы избежать потенциальной опасности дыма и пара.
Оператор не должен оставлять машину без присмотра во время ее работы. Если необходимо уйти, машину следует выключить или выключить выключатель питания.
Держите огнетушитель в пределах досягаемости. Выключайте лазер или затвор, если он не используется. Не кладите бумагу, ткань или другие легковоспламеняющиеся материалы рядом с незащищенным лазерным лучом.
Если во время обработки возникли какие-либо проблемы, машину следует немедленно остановить для решения проблемы или сообщить об этом соответствующему персоналу.
Содержите лазер, станину и окружающее пространство в чистоте, порядке и не допускайте загрязнения маслом. Храните заготовки, пластины и отходы по мере необходимости.
При использовании газовых баллонов избегайте сдавливания сварочных проводов во избежание утечек. Соблюдайте правила использования и транспортировки газовых баллонов. Не подвергайте газовый баллон воздействию солнца или источников тепла. При открытии вентиля стойте сбоку от горловины баллона.
При техническом обслуживании соблюдайте правила техники безопасности при работе с высоким напряжением. Проводите техническое обслуживание через каждые 40 часов работы или еженедельно, а также через каждые 1000 часов работы или раз в полгода, соблюдая правила и процедуры.
После включения станка вручную запустите оси X и Y на низкой скорости, чтобы проверить, нет ли каких-либо отклонений.
Прежде чем использовать новую программу обработки заготовок, выполните тестовую операцию и проверьте ее работу.
Во время работы следите за движением машины, чтобы предотвратить несчастные случаи, связанные с выходом режущей машины за пределы рабочего диапазона или столкновением.
Благодаря приведенным выше материалам обучения, я думаю, вы лучше понимаете, что такое лист лазерная резка металла, которые, несомненно, будут вам полезны.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель компании MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Вы когда-нибудь задумывались, почему листовой металл, вырезанный лазером, иногда не достигает совершенства? В этой статье рассматриваются распространенные проблемы лазерной резки, такие как заусенцы на заготовках и неполные срезы, и предлагаются практические решения. По...
Вы когда-нибудь замечали досадную рябь на листовом металле, вырезанном лазером? Эти дефекты могут нарушить точность и увеличить затраты. В этой статье рассматриваются критические факторы, которые приводят к появлению ряби при резке...
Как изменилась отрасль производства листового металла благодаря технологии лазерной резки? Этот революционный процесс вытесняет традиционные методы, предлагая беспрецедентную точность, эффективность и универсальность. В этой статье мы рассмотрим, как...
Представьте себе машину, которая может разрезать металл с точностью скальпеля хирурга. Станки для лазерной резки металла предлагают такую возможность, меняя способы работы с металлами. Эта статья...
Представьте себе будущее, в котором технология лазерной резки совершает революцию в обрабатывающей промышленности, повышая эффективность и точность, как никогда ранее. В этой статье рассматривается, как достижения в области лазерной резки меняют...
Представьте себе, как вы с легкостью и точностью вытравливаете сложные рисунки на металлических поверхностях. Это магия лазерных граверов по металлу - технологии, преображающей металлообработку. В этой статье вы узнаете о принципах работы,...
Будущее металлорежущих станков - это революция, которую произведут мощные лазерные резаки? Поскольку промышленности требуется более быстрая, точная и толстая обработка материалов, мощные станки для лазерной резки становятся...
Вы когда-нибудь задумывались, как настраивается станок лазерной резки для оптимальной работы? В этой статье мы рассмотрим основные шаги по распаковке, проверке и установке вашего нового...
Металл - это материал, обладающий блеском и пластичностью. Поэтому из большинства металлов можно сделать красивые и изысканные поделки или украшения, такие как золотые кольца, серебряные ожерелья, железные...