Как точные Z- и N-изгибы превращают плоский листовой металл в сложные формы? В этой статье мы рассмотрим основные методы и меры предосторожности для Z- и N-образных изгибов при изготовлении листового металла. Вы узнаете о важнейших процедурах, принципах позиционирования и специальных методах обработки, которые обеспечат точные и эффективные результаты в ваших проектах по металлообработке. Узнайте, как эти методы гибки могут улучшить ваши производственные процессы, повысить качество продукции и избежать распространенных ошибок.
Определение: Процесс гибки, при котором материал изгибается по зигзагообразной схеме, называется Z-гибкой.
Стандартный диапазон процессов гибки:
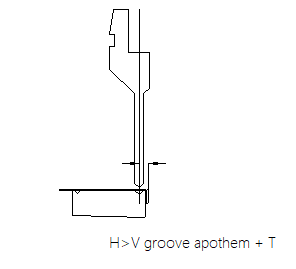
Высота Z-образного изгиба должна быть больше, чем сумма апофемы V-образного паза и толщины сгибаемого материала.
H>T+V/2
Минимальный размер обработки определяется моделью используемого станка, а максимальный размер обработки ограничен формой стола станка.
Процедуры гибки по методу Z
1) Обработайте L-образный изгиб, используя метод обработки для L-образных изгибов. 2) Расположите край L-изгиба и обработайте его в Z-изгиб (или обработайте его в Z-изгиб, расположив другую сторону L-изгиба).
Принципы размещения заготовок при Z-гибке
Предпосылки позиционирования: удобное и стабильное позиционирование.
В целом, расположение такое же, как и у L-образного изгиба.
Вторичное позиционирование требует, чтобы заготовка и нижний штамп во время сгибания должны быть расположены ровно.
Вопросы, требующие внимания при Z-изгибе
1) The угол изгиба L-образный изгиб должен быть точным, как правило, он должен составлять от 89,5 до 90 градусов.
2) Для предотвращения деформации заготовки во время обработки задний калибр должен быть оттянут.
Общие методы обработки Z-образной гибки
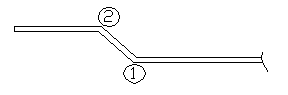
Последовательность обработки должна быть такой, как показано на следующем рисунке: сначала сгиб 1, затем сгиб 2.
Сначала согните, чтобы сформировать L-образный изгиб и далее обрабатывается для формирования Z-образного изгиба (если мешает рабочий стол станка, сначала согните 1 для формирования большого угла, затем согните 2 и затем нажмите 1)
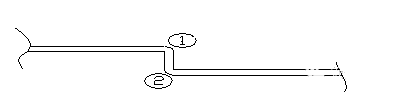
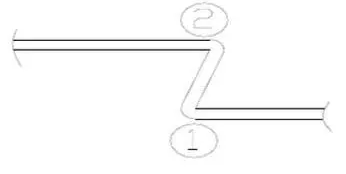
Использование двух острых углов для формирования Z-образного изгиба: сначала согните в прямой угол, затем вставьте 2 и затем вставьте 1
1) Если произошло столкновение, сначала согните 1, чтобы образовался большой угол, затем согните 2 и нажмите 1.
2) если столкновения нет, согласно общему методу обработки Z-гибки, сначала согните 1, а затем согните 2.
Для этого типа обработки, учитывая расположение и помехи, изгиб 2 сначала сгибается на 90 градусов, затем вставляется на глубину 1, а затем добавляется глубина 2.
Специальный метод обработки Z-образной гибки
Определение: Z-образные изгибы, которые не могут быть выполнены в общих условиях обработки Z-образных изгибов и требуют специальных методов обработки.
Специальные методы обработки
1) Метод разделения по центру (нижний штамп эксцентриситет) - для обработки образцов;
2) Формовка с помощью небольшого V-образного штампа - для массового производства (предпосылка - добавление коэффициента);
3) Обработка шлифованным нижним штампом - применяется во всех случаях.
Другие методы обработки
1) Обработка с помощью офсетного штампа - применяется для массового производства в пределах диапазона обработки штампа с разницей шагов.
2) Формовка с помощью мягкого штампа - применяется для массового производства.
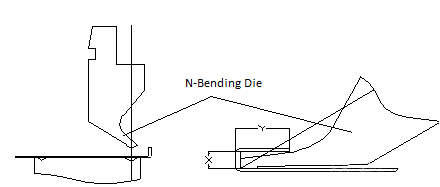
N Изгиб
Определение: непрерывно обрабатывать одну и ту же поверхность дважды для формирования N изгибов
Меры предосторожности при обработке N-образной гибки
Угол первого изгиба должен быть не более 90°.
Обратный калибр для второго изгиба должен быть установлен на основе обработанной поверхности.
Специальный метод обработки N-образной гибки
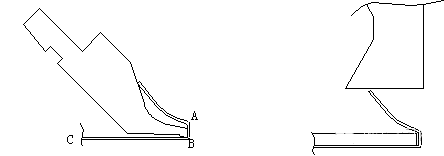
Если после N-образной гибки по Y-образному размеру возникают небольшие помехи для верхнего пуансона, после N-образной гибки материал следует расплющить с помощью подшивочного штампа.
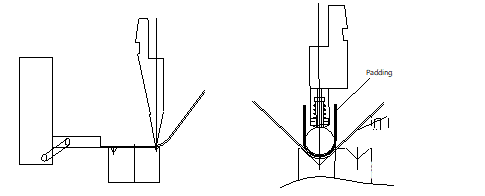
Если после гибки Y размером N возникает значительная помеха для верхнего пуансона, материал следует сначала согнуть до положения столкновения после гибки A линия печатизатем устанавливается в точке C и сгибается в точке B. Наконец, a подшивочный штамп Для придания материалу нужной формы следует использовать подкладку.
Обработка с помощью формовочного пуансона и штампа.
Обработка дуги
Дуговую обработку можно разделить на две категории: круговая резка с помощью гибочной модели и круговая резка с помощью дугового ножа.
Дуговые ножи бывают двух видов: фиксированные и регулируемые.
Меры предосторожности
О: При обработке с помощью низкого штампа 90° может быть недостаточно обработки, в этом случае необходимо вручную надавить на пресс-форму или, если возможно, использовать низкий штамп 88°.
B: Используйте измерительный прибор для проверки точности размеров заготовки.
C: При обработке дуги 90° нижняя плашка должна иметь радиус 2 (R + T).
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Вы когда-нибудь задумывались, как проектируются и изготавливаются с высокой точностью детали из листового металла? В этой статье мы погрузимся в увлекательный мир припусков на изгиб - важнейшей...
Вы когда-нибудь задумывались, как различные материалы влияют на гибку листового металла? В этой интересной статье опытный инженер-механик делится своими знаниями о влиянии типов материалов, толщины и...
Внимание всем изготовителям и дизайнерам листового металла! Вы пытаетесь определить оптимальный радиус изгиба для своих проектов? Не останавливайтесь на достигнутом! В этой статье блога мы рассмотрим...
Вы когда-нибудь задумывались об искусстве и науке, стоящих за приданием металлическим листам сложных форм? В этой увлекательной статье блога мы погрузимся в увлекательный мир листового...
Вы когда-нибудь задумывались, почему ваши проекты из листового металла иногда неловко гнутся или трескаются? В этой статье рассказывается о важнейшей роли отверстий в листовом металле при гибке. Вы узнаете, как эти отверстия...
Представьте себе, что вы сгибаете листовой металл, не оставляя ни единого следа или царапины. В этой статье мы рассмотрим инновационные методы гибки листового металла без следов, которые позволяют решить такие проблемы, как трение, твердость материала и...
Вы когда-нибудь думали, что гибка листового металла может быть такой сложной? Закрытая гибка - важнейшая технология обработки листового металла - использует специализированные методы для достижения точных и прочных изгибов, не требуя профессионального...
Представьте себе, что вам удается добиться идеального сгибания листового металла без каких-либо следов или дефектов. В этой статье рассматриваются передовые методы, обеспечивающие безупречное качество поверхности при гибке металла. Вы узнаете об инновационных...
Вы когда-нибудь задумывались, как массивные стальные конструкции на локомотивах достигают точных изгибов? В этой статье мы раскроем секреты создания больших радиусов изгиба в деталях из листового металла....