Вы когда-нибудь задумывались, почему лазерная сварка иногда не получается, несмотря на передовую технологию? В этой статье мы рассмотрим такие распространенные дефекты лазерной сварки, как трещины, пористость, брызги, подрезы и провалы. Понимая причины и способы решения этих проблем, производители могут повысить качество и эффективность продукции. Читайте далее, чтобы узнать практические советы и рекомендации по улучшению процессов лазерной сварки и достижению безупречных результатов каждый раз.
Лазерная сварка стала краеугольной технологией в современном производстве, предлагая беспрецедентные преимущества в эффективности, точности и совместимости с автоматикой. Она широко применяется в различных отраслях, включая оборонную промышленность, медицинское оборудование, аэрокосмическую отрасль, производство автомобильных компонентов, бытовую электронику, изготовление листового металла, системы возобновляемых источников энергии и производство точного оборудования.
Способность этой технологии создавать высокопрочные соединения с минимальными зонами термического влияния произвела революцию в производственных процессах в этих отраслях. Однако, как и все передовые методы производства, лазерная сварка Для достижения оптимальных результатов требуется глубокое понимание принципов и параметров процесса.
Владение технологией лазерной сварки имеет решающее значение для производства компонентов, отвечающих строгим стандартам качества, как с точки зрения структурной целостности, так и эстетической привлекательности. Это требует всестороннего понимания потенциальных дефектов, их основных причин и стратегий предотвращения. К числу распространенных проблем относятся пористость, неполное проплавление, подрезы и термическое искажение, для устранения каждого из которых требуются особые методы.
Благодаря обширным исследованиям и практическому применению специалисты отрасли создали прочную базу знаний о лучших практиках и методах устранения неполадок при лазерной сварке. Эта коллективная мудрость, отточенная годами практического опыта, служит бесценным ресурсом для профессионалов-производственников, стремящихся оптимизировать свои процессы лазерной сварки.
1. Трещина
Трещины, возникающие при использовании лазера непрерывная сварка В основном это термические трещины, такие как кристаллизационные трещины и трещины разжижения.
Основной причиной появления этих трещин является большое усадочное усилие, возникающее в сварном шве до его полного застывания.
Использование проволочной набивки, предварительного нагрева или других методов может уменьшить или устранить эти трещины.
Заварка трещин
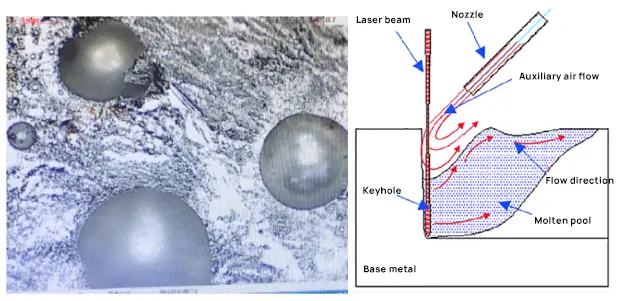
2. Воздушное отверстие
Пористость - распространенный дефект при лазерной сварке.
Глубокий и узкий расплавленный бассейн при лазерной сварке быстро охлаждается, что затрудняет выход газов, образующихся в расплавленном бассейне, и приводит к образованию пор.
Однако, несмотря на быстрое охлаждение, пористость при лазерной сварке обычно меньше, чем при традиционной сварке плавлением.
Очистка поверхности заготовки перед сваркой может уменьшить появление пор, а направление обдува также может повлиять на образование пор.
Брызги, образующиеся при лазерной сварке, могут существенно повлиять на качество поверхности сварного шва и привести к загрязнению и повреждению линзы.
Разбрызгивание напрямую связано с плотностью мощности, поэтому снижение энергии сварки может помочь уменьшить разбрызгивание.
Если проникновение недостаточное, уменьшите скорость сварки также может помочь.
Если скорость сварки слишком высока, жидкий металл в задней части небольшого отверстия, направленного к центру шва, не успеет перераспределиться, что приведет к застыванию и подрезу с обеих сторон шва.
Большой зазор в узле соединения также может уменьшить количество конопаченного расплавленного металла, что повышает вероятность возникновения подрезов.
Если энергия снижается слишком быстро в конце лазерной сварки, маленькое отверстие может разрушиться, что приведет к локальному подрезу.
Правильное согласование мощности и скорости позволяет эффективно предотвратить образование подрезов.
5. Свернуть
Если скорость сварки низкая, расплавленная ванна будет становиться все шире и шире, увеличивая количество расплавленного металла. Это может затруднить поддержание поверхностного натяжения.
Когда расплавленный металл становится слишком тяжелым, центр сварного шва может опуститься и образовать провалы и ямы.
В этом случае необходимо соответствующим образом снизить плотность энергии, чтобы предотвратить разрушение расплавленного бассейна.
Правильное понимание дефектов, которые могут возникнуть при лазерной сварке, и причин их возникновения позволяет более целенаправленно подходить к устранению любых аномальных дефектов проблемы сварки.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Вы когда-нибудь задумывались об искусстве сварки и различных положениях, которые при этом используются? В этой увлекательной статье блога мы рассмотрим все тонкости сварочных позиций, от плоских до...
Робот для лазерной сварки - передовая технология, сочетающая в себе робототехнику и лазерные технологии, - используется в таких областях, как обработка поверхности изделий, сверление, сварка и ремонт пресс-форм. В отличие от современных...
Как соединить алюминий и сталь, два металла с совершенно разными свойствами, не нарушив их структурной целостности? В этой статье рассматриваются передовые методы лазерной сварки для решения этой проблемы,...
Вы когда-нибудь задумывались, что делает сварочную проволоку из алюминиевого сплава столь необходимой для прочных, легких и устойчивых к коррозии сварных швов? В этой статье мы рассмотрим свойства трех популярных сварочных проволок из алюминиевых сплавов...
По сравнению с другими технологиями сварки, лазерная сварка имеет более широкий спектр применения и используется во многих отраслях промышленности. Она также имеет преимущества в сварке, которых нет у других технологий,...
Сварка стали Q345, низколегированного высокопрочного материала, представляет собой уникальную задачу, обусловленную ее химическим составом и механическими свойствами. В этой статье рассматриваются основные характеристики стали Q345, общие проблемы сварки...
Вы когда-нибудь задумывались, что помогает сохранить идеальные сварные швы в целости и сохранности? В этом блоге вы найдете ответы на 15 лучших вопросов о сварочном оборудовании: от понимания источников питания для сварки до решения распространенных проблем со сваркой. Независимо от того,...
1. Не выбрано оптимальное напряжение для сварки конструкции Явление: во время сварки выбирается одинаковое напряжение дуги независимо от размера канавки, заполнения и укупорки.....
Сварочные деформации нержавеющей стали могут привести к значительным проблемам при изготовлении металлоконструкций. В статье рассматриваются различные методы контроля и исправления этих деформаций, такие как использование медных пластин, воды...