Гибка листа нержавеющей стали: Стратегии борьбы со спрингбэком
Сталкивались ли вы когда-нибудь с проблемами при гибке листов из нержавеющей стали? В этой статье раскрываются все тонкости гибки нержавеющей стали, начиная с требуемого усилия и заканчивая влиянием пружины. Узнайте основные приемы и советы, чтобы освоить этот важнейший процесс металлообработки!
I. Ключевые моменты гибки листов из нержавеющей стали
Благодаря высокому пределу текучести, твердости и ярко выраженному эффекту холодной обработки, листовой прокат из нержавеющей стали обладает следующими характеристиками:
Благодаря более низкой теплопроводности по сравнению с обычной низкоуглеродистой сталью, она имеет меньшую скорость удлинения и требует большего усилия при деформации.
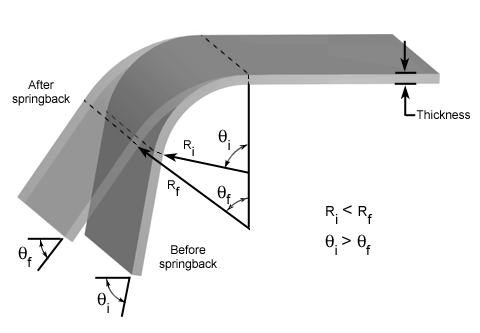
Листы из нержавеющей стали имеют большую склонность к рикошету при изгибе по сравнению с углеродистой сталью.
Процент удлинения нержавеющей стальная пластина ниже, чем у углеродистой стали, что приводит к увеличению угла изгиба заготовки (R) или возможности образования трещин.
Учитывая высокую твердость нержавеющей стали пластины, которая подвергается значительной закалке при холодной обработке, следует выбирать штамп из инструментальной стали с твердостью более 60 HRC после термообработки. Сайт шероховатость поверхности гибочного инструмента будет выше, чем у гибочного инструмента из углеродистой стали.
В соответствии с приведенными выше характеристиками, как правило:
При одинаковом размере блока, чем толще пластина, тем больше изгибающее усилие требуется. Изгибающее усилие увеличивается с увеличением толщины пластины.
При одинаковом размере изделия, чем выше прочность на разрыв, тем ниже скорость удлинения, тем больше требуется усилие на изгиб и тем больше должен быть угол изгиба.
При расчете толщины пластины по отношению к радиус изгибаСогласно опыту, развернутый размер заготовки с одним изгибом следует рассчитывать путем сложения двух прямых углов, а затем вычитания двух толщин. Это позволит полностью удовлетворить требования к точности конструкции. Использование эмпирической формулы для расчета количества может упростить процесс расчета и значительно повысить эффективность производства.
Чем выше предел текучести материала, тем больше возврат пружины. Поэтому угол штамповки для детали с изгибом 90 градусов должен быть меньше.
По сравнению с углеродистой сталью, при той же толщине нержавеющей стали угол изгиба больше. Важно уделить этому моменту особое внимание, так как могут появиться трещины при изгибе, что негативно скажется на прочности заготовки.
II. Пружина из нержавеющей стали
Явление возврата пружины в нержавеющей стали создает значительные трудности в процессах обработки металлов давлением, что обусловлено несколькими ключевыми факторами:
Твердость материала: Существует прямая зависимость между твердостью материала и величиной обратного хода пружины. Например, при работе с нержавеющей сталью 301-EH (Extra Hard) наблюдался возврат пружины примерно на 14 градусов. Такая высокая степень возврата обусловлена повышенным пределом текучести и закалкой материала.
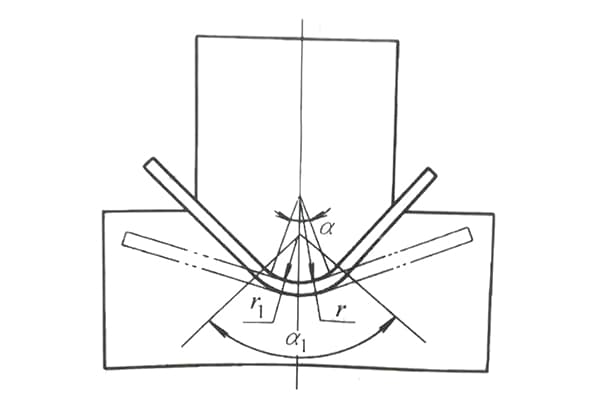
Отношение радиуса изгиба к толщине материала: С увеличением этого соотношения увеличивается и эффект возвратной пружины. Это соотношение зависит от изгибающего момента и распределения напряжений по толщине материала при формовке.
Состав сплава: Различные марки нержавеющей стали демонстрируют различное поведение пружины. Например, SUS301 обычно демонстрирует большую упругость по сравнению с SUS304. При одинаковых условиях формовки SUS304 может демонстрировать примерно на 2 градуса меньшую упругость, чем SUS301. Эта разница объясняется различиями в их химическом составе и микроструктуре, в частности, более высоким содержанием углерода и азота в 301-й стали, что увеличивает скорость ее упрочнения.
Географический источник: Интересно, что нержавеющая сталь 301 японского производства, как правило, демонстрирует большую пружинистость по сравнению с тайваньским аналогом. Вероятно, эта разница обусловлена тонкими различиями в легирующих элементах, технологиях обработки или стандартах контроля качества разных производителей.
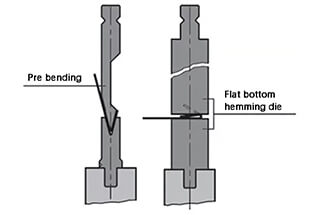
Методология формования: Одноэтапные процессы формования обычно приводят к большему упругому восстановлению по сравнению с многоэтапными методами формования. Это связано с тем, что многоступенчатые процессы позволяют перераспределять напряжение и осуществлять постепенную пластическую деформацию, уменьшая общее упругое восстановление.
Для решения этих проблем очень важен итерационный подход к проектированию и настройке пресс-формы. После каждого испытания на формовку пресс-форма должна быть пересмотрена с учетом как углового, так и радиального поджатия. Этот процесс требует тесного сотрудничества между квалифицированными техническими специалистами и инженерами-конструкторами для эффективного внесения необходимых изменений.
На практике обработка партий примерно по 5 изделий за раз позволяет быстро вносить изменения и корректировки. Эффективность этого процесса в значительной степени зависит от квалификации и опыта специалиста в работе с формовкой нержавеющей стали.
Для дальнейшей оптимизации процесса формования и уменьшения возврата пружины:
Рассмотрите возможность использования компьютерного инженерного моделирования (CAE) для прогнозирования поведения пружины до создания физического прототипа.
Изучите передовые технологии формования, такие как теплое формование или высокоскоростное формование, которые могут уменьшить возврат пружины в некоторых случаях.
Применяйте точные меры контроля процесса, включая постоянство свойств материала, равномерное распределение температуры и точное приложение усилия при формовке.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Вы когда-нибудь задумывались об искусстве и науке, стоящих за приданием металлическим листам сложных форм? В этой увлекательной статье блога мы погрузимся в увлекательный мир листового...
Представьте себе, что вы сгибаете листовой металл, не оставляя ни единого следа или царапины. В этой статье мы рассмотрим инновационные методы гибки листового металла без следов, которые позволяют решить такие проблемы, как трение, твердость материала и...
Вы когда-нибудь задумывались о том, как металлические детали сгибаются в различные формы? В этой увлекательной статье мы погрузимся в искусство и науку гибки при штамповке металла. Наш эксперт...
Вы когда-нибудь думали, что гибка листового металла может быть такой сложной? Закрытая гибка - важнейшая технология обработки листового металла - использует специализированные методы для достижения точных и прочных изгибов, не требуя профессионального...
Представьте себе, что вам удается добиться идеального сгибания листового металла без каких-либо следов или дефектов. В этой статье рассматриваются передовые методы, обеспечивающие безупречное качество поверхности при гибке металла. Вы узнаете об инновационных...
Вы когда-нибудь задумывались, почему ваши проекты из листового металла не всегда идеально подходят друг к другу? Ключ к разгадке кроется в понимании припусков на изгиб. Эта концепция обеспечивает точную гибку и сокращает отходы материала. В этом...
Как превратить тонкие листы металла в прочные детали с гладкими краями? Ответ кроется в увлекательном процессе гибки. В этой статье рассматриваются четыре эффективные техники, от плоских...
Вы когда-нибудь задумывались, почему некоторые металлические детали пружинят после сгибания? В этой статье мы исследуем увлекательный мир гибочных штампов и узнаем, как точно предсказать возврат пружины. Вы...
Вы когда-нибудь задумывались, как различные материалы влияют на гибку листового металла? В этой интересной статье опытный инженер-механик делится своими знаниями о влиянии типов материалов, толщины и...