
Калькулятор и формула силы удара (онлайн и бесплатно)
Вы когда-нибудь задумывались о том, как обеспечить успех проекта штамповки металла? В этой статье мы рассмотрим критические факторы, которые могут сделать или сломать ваш процесс штамповки.....
Вы когда-нибудь задумывались, что делает конструкцию пуансона критической для штампов? В этой статье мы рассмотрим основные принципы, лежащие в основе конструкции пуансонов, начиная с круглых и некруглых форм и заканчивая методами крепления пуансонов. Изучив эти концепции, вы поймете, как оптимизировать качество и производительность пресс-форм, обеспечивая бесперебойную работу процессов штамповки. Окунитесь в эту тему, чтобы узнать практические выводы и точные рекомендации, которые поднимут ваши инженерные проекты на новый уровень.

Качество пресс-формы напрямую зависит от качества пуансона. Так насколько важен пуансон? Об этом мы расскажем ниже.
Теория структуры пуансона
Существуют различные формы пуансонов в пресс-форме. Структура пуансонов некруглого сечения должна определяться в соответствии с технологическим процессом изготовления полосы и состоянием изделий пресс-формы.
Для перфораторов круглого сечения существуют соответствующие национальные стандарты.
Наиболее распространенные конструкции круглых пуансонов следующие:

Мы можем понимать круговые удары как A-удары и T-удары. Удары делятся на удары первого порядка, второго порядка и третьего порядка. В этом их различие.
А-удары используются в меньших позициях для ударов, а Т-удары - в больших позициях для ударов.
В другой ситуации, когда толщина материал для штамповки и отверстие аналогичны структуре маленького перфоратора, для улучшения сопротивления продольному изгибу используется защитная конструкция, как показано на рисунке.
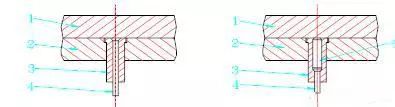
На рисунке ниже показан конструктивный стиль, используемый для обеспечения удобства установки и самопрочности при наличии свободного пространства в вырубке или при больших размерах деталей пресс-формы.

Для придания пуансонам некруглой формы необходимо использовать технологию, но мы можем понимать их как две категории: круглые и квадратные. Если заготовка круглая, мы можем сделать неподвижную часть пуансона цилиндрической. Аналогично можно сделать неподвижную часть пуансона квадратной.
Обычно использование седельных гвоздей для борьбы с вращением выпуклой машины позволяет снизить сложность изготовления пуансона, как показано на рисунке ниже.
Однако при использовании цилиндрических неподвижных нецилиндрических пуансонов следует обратить внимание на смещение пуансона.

Как правило, мы используем зажим пластину для фиксации пуансона и используйте зазорную посадку для устранения зазора между пуансоном и зажимной пластиной.
Зазор можно регулировать в зависимости от толщины материала и точности пресс-формы, обычно он составляет 0,01 мм с одной стороны.
В случае большего диаметра пуансон может быть выполнен в виде монтажной ступеньки. Многоголовочные вырубные формы и другие малые и средние выпуклые формы обычно крепятся в виде заклепок, особенно когда расстояние между ними относительно невелико.
Если многоголовочная вырубная пресс-форма имеет ступенчатую структуру, они будут мешать друг другу, и конструкция заклепок в этом случае будет более компактной.

Для фиксации больших штампованных заготовок целесообразно закрепить верхнее основание штампа и пуансон, а пуансон сделать съемным. Для некоторых пуансонов, которые легко изнашиваются, и некоторых маленьких пуансонов решением является использование сменной формы для крепления пуансона.
Преимуществами такой конструкции являются сокращение времени ремонта пресс-формы, более быстрая замена и отсутствие необходимости разбирать верхнюю матрицу в целом. Существует также способ крепления с помощью клея, который сейчас не часто используется и который не будет описан подробно. Подробнее см. рисунок ниже:

Длина пуансона обычно определяется конструкцией пресс-формы и теоретически определяется толщиной верхней плиты пресс-формы.

Как правило, чем короче время, необходимое для удовлетворения требований к конструкции и использованию, тем лучше. Длину перфорации можно рассчитать по следующей формуле:
L = h1 + h2 + h3 + (10-20) (мм)
Где h1 - толщина направляющей линейки (мм), h2 - толщина разгрузочной плиты (мм), h3 - толщина выпуклой плиты крепления пресс-формы (мм).
Длина пуансона в основном определяется конструкцией вырубной пресс-формы.
По сути, она определяется толщиной верхней плиты пресс-формы. Как правило, чем короче, тем лучше, если требования к конструкции и использованию разумны. Приведенная выше формула может быть использована для рассчитать длину выпуклой формы.
Формула 10-20 миллиметров включает в себя глубину входа пуансона, величину ремонта пуансона и расстояние между разгрузочной пластиной пуансона и зажимной пластиной пуансона в закрытом состоянии.
Длину пуансона следует изменять в зависимости от структуры и требований вырубной пресс-формы. Проверка необходима только в том случае, если сечение пуансона очень мало, а толщина и твердость пробиваемого материала велики.
В противном случае, в общих ситуациях, нет необходимости рассчитывать твердость пуансона.
Исходя из приведенного выше анализа, становится ясно, что пуансоны имеют большое значение. Поэтому дизайнеры должны уделять им больше внимания в своих проектах.

Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.











