Роботизированные руки для штамповки: полное руководство
Как предприятиям справиться с непрекращающимися требованиями современного производства? Штамповочные роботизированные руки предлагают убедительное решение, преобразуя производство с непревзойденной эффективностью и точностью. В этой статье мы рассмотрим их роль в автоматизации задач, повышении производительности и сокращении количества ошибок. Читатели узнают о ключевых преимуществах интеграции этих роботизированных манипуляторов в производство, от экономической эффективности до повышения безопасности. Погрузитесь в статью, чтобы понять, как эти технологические чудеса формируют будущее промышленной автоматизации.
Штамповочная роботизированная рука - важнейший компонент интеллектуального производства.
Автоматические штампы играют важную роль в процессе штамповки. Без соответствующих штампов сложно осуществлять массовое штамповочное производство, а без современных штампов невозможно внедрить передовые технологии штамповки.
Три элемента, составляющие процесс штамповки, - это процесс штамповки и штамп, штамповочное оборудование и штамповочные материалы. Только при их сочетании можно производить штампованные детали. Стоимость штамповочного робота относительно невелика, и он может окупиться в течение полугода.
Цена роботизированной руки составляет от 60 000 до 100 000 юаней в зависимости от количества осей и бренда. Хотя первоначальные затраты могут быть высокими, они эквивалентны зарплате нескольких сотрудников, если пересчитать по времени и месяцам.
Кроме того, эффективность работы роботизированной руки для штамповки значительно выше, а процент ошибок гораздо ниже по сравнению с ручным управлением.
Рост робототехники открывает новые возможности для китайского сектора интеллектуального производства высокого класса.
Благодаря высокой эффективности производства, низкой стоимости обработки и стабильному качеству, штамповочное производство имеет решающее значение для автомобильной, бытовой техники, электроники и других отраслей промышленности.
Штамповочная роботизированная рука - это часто встречающийся объект управления в области промышленной автоматизации.
В современных штамповочных цехах часто используются роботы-штамповщики для повышения эффективности производства и выполнения сложных или опасных задач, которые в противном случае выполняли бы рабочие.
Штамповочная роботизированная рука может выполнять различные задачи, такие как перемещение объектов, сборка, резка, напыление и многое другое.
Что такое тиснение роботизированная рука?
Штамповочная роботизированная рука - это тип вспомогательного оборудования для точного производства, которое заменяет ручные операции интеллектуальными устройствами.
Он оснащен человеко-машинным интерфейсом и Управление ПЛК Система позволяет легко настроить скорость подачи и расстояние между шагами. Он также позволяет пользователю установить целевую производительность тиснения и отображает текущее количество тиснения.
Штамповочный роботизированный манипулятор также оснащен функцией оповещения о нештатных ситуациях, что упрощает обслуживание. Он объединяет в себе роботизированную руку, механизм подачи, механизм приема и стеллаж для штабелирования.
Благодаря полностью автоматическому подающему устройству и вспомогательному механизму подачи, роботизированная рука-штамповщик может выполнять полностью автоматическую штамповку, приемку и подачу, эффективно заменяя ручные операции.
В нем также может использоваться двойная сервоподача для повышения точности, эффективности и простоты регулировки скорости подачи и расстояния между шагами.
Штамповочная роботизированная рука широко используется для различных крупных листовой металл штамповка деталей, растяжка деталей, одностанционные операции и автоматические производственные линии.
Характеристики штамповки роботизированная рука
Вся роботизированная рука пресса была спроектирована и изготовлена в соответствии со стандартами CE, что обеспечивает высокую эффективность передачи. Главный привод приводится в действие импортным серводвигателем, который управляется микрокомпьютером и работает через человеко-машинный интерфейс.
Режим подачи роботизированной руки для тиснения позволяет использовать пневматический или роликовый питатель NC для рулонного материала и двойной стеллаж для листового материала. Можно легко выбрать количество столов для перфорации, оборотных столов и другого оборудования, требующего непрерывной работы.
Для работы с различными заготовками роботизированный манипулятор для штамповки оснащен различными вариантами захвата, включая вакуумные присоски, электромагнитные железные присоски и пневматические фиксаторы, которые выбираются в зависимости от характеристик деталей (например, материала и конструктивных особенностей).
Роботизированная рука для штамповки имеет функциональную модульную конструкцию, в которой специализированные функциональные модули создаются на основе уникальных требований к процессу штамповки в различных отраслях промышленности. В результате получается стабильная и легко комбинируемая система.
Используя сочетание немецких технологий и местного опыта, роботизированная рука для штамповки разрабатывается с учетом конкретных потребностей клиентов, что позволяет создать оптимальную систему штамповки.
Ключевые компоненты роботизированной руки для штамповки, включая управляющий компьютер, изготовлены известными европейскими брендами и имеют репутацию стабильного и надежного качества, что позволяет сократить расходы на обслуживание.
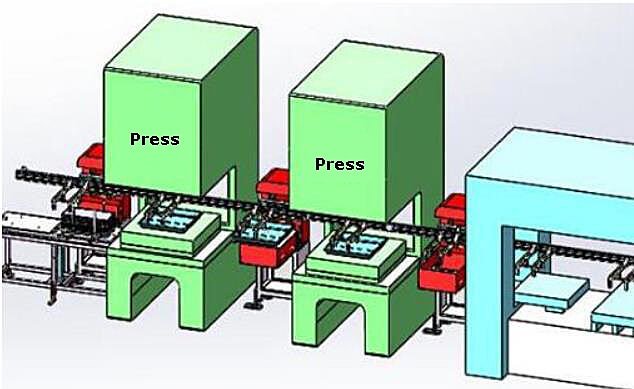
Роботизированный манипулятор пресса, штамповочное оборудование и штамп объединены в профессиональную автоматическую систему штамповки, позволяющую полностью автоматизировать производственный процесс.
Роботизированная рука для штамповки сокращает затраты на рабочую силу и материалы, а также экономит площадь.
Роботизированный манипулятор пресса оснащен компьютерной системой управления, которая позволяет задавать параметры, скорость подачи, настройки шага, выход целевого тиснения и отображает текущее количество тиснения. Она также включает функцию подсказки о неисправностях и упрощает техническое обслуживание.
Виды пуансонов роботизированная рука
Использование роботизированной руки для замены инструмента является наиболее популярным благодаря гибкости при замене инструмента и возможности сократить время замены инструмента.
При автоматической смене инструмента станок с ЧПУ В качестве инструментов используются различные формы и типы роботизированных рук.
Существует шесть распространенных типы пуансоновроботизированная рука:
Время смены инструмента увеличивается, поскольку зажимной захват отвечает за загрузку и выгрузку инструмента, независимо от того, находится ли он в инструментальном магазине или на шпинделе.
2. Однорычажные качели с двойным когтем роботизированная рука
На руке этого типа роботизированной руки есть два зажимных когтя, каждый из которых выполняет определенную роль.
Одна из клешней отвечает только за снятие использованного инструмента со шпинделя и возвращение его в магазин инструментов, а другая - за извлечение нового инструмента из магазина и установку его на шпиндель.
В результате время смены инструмента сокращается по сравнению с упомянутым ранее роботизированным манипулятором с одним когтем.
Этот тип роботизированной руки оснащен зажимными клешнями на обоих концах руки.
Эти два захвата способны одновременно удерживать инструмент как в инструментальном магазине, так и на шпинделе.
Благодаря повороту на 180 градусов, NC перфораторы одновременно возвращаются в магазин инструментов и устанавливаются на шпиндель, что сокращает время смены инструмента по сравнению с вышеупомянутыми однорукими роботизированными манипуляторами. Это наиболее распространенная форма.
4. Двойной роботизированная рука
Это Револьверная головка с ЧПУ Перфорированный роботизированный манипулятор эквивалентен двум одноплечим роботизированным манипуляторам, которые работают вместе для автоматической смены инструмента. Первая роботизированная рука снимает "старый нож" со шпинделя и возвращает его в магазин инструментов. Второй манипулятор извлекает из магазина "новый инструмент" и устанавливает его в шпиндель станка.
5. Два рычага этой кардочесальной машины могут двигаться вперед-назад и скрещиваться под определенным углом.
Одна рука извлекает "старый нож" из шпинделя и возвращает его в магазин инструментов, а другая рука извлекает "новый нож" из магазина инструментов и устанавливает его на шпиндель. Вся роботизированная рука может двигаться по прямой линии вдоль направляющей или вращаться вокруг вращающегося вала, чтобы облегчить перемещение инструментов между магазином инструментов и шпинделем.
6. Двуплечий зажим торцевой поверхности роботизированная рука
Этот тип роботизированной руки отличается от предыдущих своим механизмом зажима инструмента. Если в предыдущих моделях роботизированных манипуляторов инструмент зажимался по внешней окружности рукоятки, то в данном типе манипуляторов зажимаются две торцевые поверхности рукоятки.
Три ключевых компонента роботизированного манипулятора
Основные базовые компоненты роботизированной руки для перфоратора - это основные узлы, из которых состоит система передачиСистема управления, система контроля и система человеко-компьютерного взаимодействия роботизированной руки. Эти компоненты играют важнейшую роль в работе перфораторов и отличаются универсальностью и модульной конструкцией.
Компоненты состоят в основном из трех частей: высокоточного редуктора, высокопроизводительного серводвигателя AC/DC и драйвера, а также высокопроизводительного контроллера робота.
1. Редуктор
Редукторы являются ключевыми компонентами перфорированных роботизированных рук. В настоящее время используются в основном два типа: редуктор с гармонической передачей и редуктор RV. Эти редукторы устанавливаются как на основание, так и на шарниры манипулятора.
Метод гармонического привода был изобретен американским изобретателем К. Уолтом Мюссером в середине 1950-х годов. Гармонический зубчатый редуктор состоит из трех основных частей: генератора волн, гибкой шестерни и жесткой шестерни. Генератор волн управляет упругой деформацией гибкой шестерни, которая, в свою очередь, входит в зацепление с жесткой шестерней для передачи движения и мощности. Соотношение скоростей одноступенчатой передачи может достигать от 70 до 1000. Деформация гибкой шестерни позволяет осуществлять обратное зацепление без люфта.
По сравнению с другими редукторами, редуктор Harmonic Gear Reducer легче и компактнее: при одинаковом выходном моменте его объем и вес уменьшаются на 2/3 и 1/2, соответственно. Гибкая шестерня должна быть изготовлена из материала с высокими усталостная прочность и должна подвергаться сложной обработке и термообработке, так как испытывает большие переменные нагрузки. Характеристики гибкой передачи имеют решающее значение для высококачественного гармонического зубчатого редуктора.
2. Серводвигатель и драйвер
Что касается серводвигателей и приводов, то среди европейских брендов выделяются Lenz, Lust и Bosch Rexroth. Эти европейские двигатели и приводы могут похвастаться впечатляющей перегрузочной способностью, динамическим откликом, высокой степенью открытости драйверов и шинного интерфейса, однако они имеют высокую цену.
Японские бренды, такие как Yaskawa, Panasonic и Mitsubishi, предлагают относительно низкие цены, но их динамический отклик и возможности открытости недостаточны, и большинство из них имеют только аналоговые режимы количественного и импульсного управления.
3. Контроллер
Что касается контроллеров для перфораторных роботов, то современные платформы многоосевых контроллеров в основном делятся на две категории: платы управления движением со встроенными процессорами (такими как DSP и PowerPC) в качестве ядра и системы ПЛК с промышленными компьютерами и системами реального времени в качестве ядра.
Представителями этих категорий являются карта PMAC от DeltaTau и система TwinCAT от Beckhoff, соответственно.
Основные рабочие формы пуансона роботизированной руки
Штамповочная форма деталей состоит из верхнего и нижнего механизмов подачи материала и пуансона. Верхний и нижний механизмы пуансона разработаны таким образом, чтобы соответствовать требованиям автоматической работы и условиям производства в соответствии с потребностями производственного процесса.
Роботизированный манипулятор пуансона играет важнейшую роль в производственной линии штамповки. Он управляет координацией движения между роботизированной рукой и поворотным столом подачи, обеспечивая эффективную загрузку и выгрузку материалов. Роботизированный манипулятор отличается стабильностью обслуживания, малым временем отклика, высокой надежностью и экономичностью управления.
В процессе штамповки роботизированный манипулятор пуансона автоматически выполняет ряд заданных действий по заранее выбранной программе, обеспечивая автоматическую фиксацию и транспортировку объектов. Расстояние материала, подаваемого автоматическим подающим роботом для каждой штамповки, называется "шагом подачи", который может быть определен в зависимости от формы и размера штампуемой детали и потребностей процесса штамповки.
Цикл синхронизирован с пуансоном, что обеспечивает непрерывное производство. Общая конструкция проста и компактна, имеет стабильную передачу, надежную работу, безопасное использование и удобное управление. Кроме того, рычаг легко обрабатывать, разбирать, регулировать, обслуживать, а также он экономичен в производстве.
Он имеет большой потенциал применения в промышленности холодной экструзии, особенно в процессе штамповки подшипников.
Приводные формы пуансона роботизированной руки
1. С гидравлическим приводом
Роботизированная рука Punch Robotics с гидравлическим приводом обычно состоит из гидравлических компонентов, таких как различные масляные цилиндры, масляные моторы, сервоклапан, масляный насос и масляный бак. Система управляется приводом ведущей роботизированной руки.
Он обладает значительной грузоподъемностью, способной поднимать до сотни килограммов.
Роботизированная рука с гидравлическим приводом известна своей компактной конструкцией, стабильностью в работе, ударопрочностью, виброустойчивостью и хорошими взрывозащищенными характеристиками. Однако для обеспечения его надлежащего функционирования гидравлические компоненты должны быть изготовлены с высокой точностью и обладать высокой герметичностью, чтобы предотвратить утечку масла и загрязнение окружающей среды.
2. Пневматический привод
Система привода роботизированной руки обычно состоит из цилиндров, воздушных клапанов, воздушных резервуаров и воздушных компрессоров.
Эта система характеризуется удобным источником воздуха, быстрым действием, простой конструкцией, низкой стоимостью и простотой обслуживания.
Однако контролировать скорость может быть непросто, а давление воздуха не должно быть слишком высоким, что приведет к ограничению возможностей рывка.
3. С электрическим приводом
Электрический привод манипулятора Punch Robotics - наиболее распространенный способ питания манипулятора.
Он известен своим удобным источником питания, быстрым временем отклика, мощной движущей силой (вес удерживаемого сустава достигает 400 кг), простотой обнаружения и обработки сигнала, а также возможностью использования ряда гибких методов управления.
В качестве приводного двигателя обычно используется шаговый двигатель, а серводвигатели постоянного тока (AC) являются основным режимом работы.
Чтобы справиться с высокой скоростью двигателя, необходимо использовать редукционный механизм, такой как гармонический привод, циклоидный привод RV, зубчатый привод, винтовой привод или многошатунный механизм.
Тем не менее, растет тенденция к использованию высокомоментных низкоскоростных двигателей для прямого привода (ПП) без использования понижающего механизма, что упрощает систему и повышает точность управления.
4. С механическим приводом
Механический привод манипулятора Punch Robotics используется только в тех случаях, когда требуется фиксированное действие.
Как правило, для достижения заданного действия используется кулачковый механизм.
Этот метод привода известен своей надежностью, высокой скоростью работы и низкой стоимостью. Однако его регулировка может быть затруднена.
Как справиться с отказом пуансона роботизированной руки?
Хотя манипулятор Punch Robotics - это высокотехнологичный продукт, с ним все равно могут возникнуть проблемы. В случае возникновения проблемы вы можете предпринять несколько шагов для ее устранения.
Как правило, с манипуляторами Punch Robotics проблем не возникает. Однако если вы столкнулись с проблемой, не паникуйте. Сначала попробуйте решить проблему, используя методы, рекомендованные производителем.
Если вам не удастся решить проблему самостоятельно, вы можете обратиться за помощью непосредственно к производителю. На все манипуляторы Punch Robotics предоставляется годовая гарантия и постоянная послепродажная поддержка.
В случае возникновения проблем лучше всего обратиться за их решением непосредственно к производителю.
1. Проверьте, нет ли источников помех вблизи элементов управления роботизированной руки для штамповки
Если аналоговый сигнал штампующего роботизированного манипулятора нестабилен, то после устранения проблемы с источником сигнала следует рассмотреть возможность возмущения сигнала. Для решения проблемы необходимо определить тип и интенсивность источника помех. Это можно сделать с помощью установки изолятора, использования клеевых проводов с двойным экраном или добавления точки заземления оборудования.
2. Проверьте все источники питания, воздуха и гидравлики штамповочной роботизированной руки
Роботизированный манипулятор для штамповки может испытывать проблемы, связанные с источниками питания, воздуха и гидравлики. Чтобы устранить эти неполадки, необходимо проверить следующее:
Источник питания: Убедитесь, что напряжение в главной цепи и цепи управления в норме и что нет обрыва фазы.
Источник воздуха: В соответствии с требованиями к источнику воздуха убедитесь, что давление в системе нормальное, качество сжатого воздуха соответствует стандартам, а в трубопроводе нет утечек или засоров.
Гидравлическая система: Убедитесь, что давление и температура в системе находятся в пределах нормы, в трубопроводе нет утечек или засоров, а система не загрязнена примесями.
3. Проверьте компоненты управления роботизированной руки для штамповки
При возникновении проблем с роботизированной рукой для штамповки важно проверить двигатель и клапан на наличие неисправностей, которые могут быть причиной проблемы. Как правило, эти проблемы относительно просто выявить и устранить.
Далее необходимо проверить компоненты управления, поскольку эти дефекты обнаружить сложнее. Необходимо провести тщательные измерения и испытания в соответствии со схемой, чтобы определить, являются ли условия работы компонентов нормальными.
Если некоторые компоненты контроллера не могут быть измерены или оценены, например преобразователь частотыИх можно проверить, заменив компоненты или заменив их на новые.
4. Проверьте, не смещена ли ориентация датчика или проверенного компонента роботизированной руки для штамповки
Небрежность персонала по защите оборудования может привести к неправильной ориентации некоторых датчиков, например, к их смещению, неисправности датчиков или нарушению чувствительности. Чтобы предотвратить это, важно регулярно проверять ориентацию и чувствительность датчиков на роботизированном манипуляторе для тиснения и при необходимости вносить коррективы. Если обнаружится, что датчик сломан, его следует немедленно заменить.
Кроме того, из-за постоянного использования автоматизированного оборудования большинство датчиков и блоков обнаружения со временем могут ослабнуть. Поэтому при ежедневном техническом обслуживании необходимо проверять правильность ориентации датчиков на роботизированной руке для штамповки и их надежную фиксацию.
Обслуживание роботизированной руки для штамповки
Необходимо проводить регулярные проверки и техническое обслуживание каждого комплекта роботизированных манипуляторов перфоратора, и за это должен отвечать специально назначенный человек.
Перед началом работы каждый день убедитесь, что роботизированная рука перфоратора включена. Эксплуатация станка возможна только после проверки его нормального рабочего состояния.
Установите порядок регулярной очистки роботизированного манипулятора, уделяя особое внимание очистке фильтрующей пластины, чтобы предотвратить скопление масла и пыли. Если это возможно, рассмотрите возможность изготовления защитного кожуха для роботизированного пуансона.
Если станок требует замены или отладки штампа, после выполнения этих работ отрегулируйте высоту и безопасное расстояние роботизированной руки пуансона в соответствующее положение.
Не складывайте предметы рядом с роботизированным манипулятором перфоратора, чтобы не повредить его.
Профессиональные осмотры и техническое обслуживание роботизированной руки для штамповки следует проводить не реже одного раза в год, если это возможно. Если в роботизированном манипуляторе возникли какие-либо неисправности, не пытайтесь производить ремонт без соответствующего разрешения и обратитесь за помощью к профессиональному специалисту.
Обзор роботизированной руки Press
Первый режим имитационного экзамена (режим 1 и непрерывный режим) подчеркивает важность безопасности во время путешествий.
Что касается количества ведомых перфораторов, то здесь возможны два варианта: одиночная мультистанция и мультисоединение.
Примечание: Термин "здесь" относится как к одной единице, так и к множеству единиц. Однако производственная линия, состоящая из множества отдельных устройств, не входит в объем данного описания.
Можно получить следующие четыре квадранта:
Одиночная установка
Многочисленные установки
Одиночный непрерывный
Многочисленные непрерывные
Уровень сложности постепенно повышается, начиная с самого простого и заканчивая самым сложным.
1. Одиночная установка
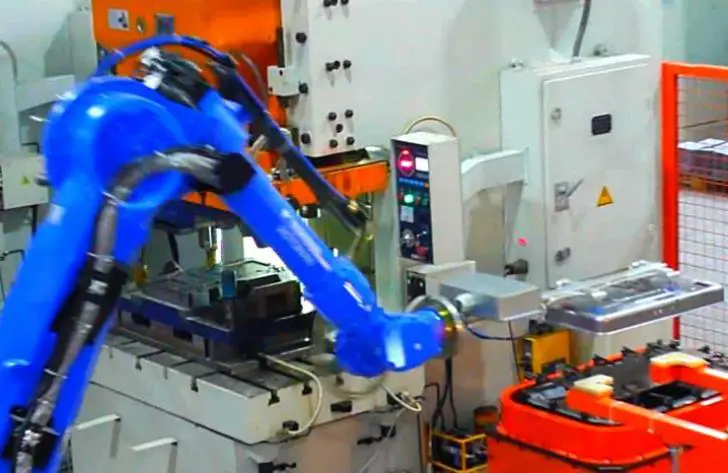
1) Многие люди должны немедленно подумать о шестисуставном роботе
Четыре основных семейства роботов в отрасли - KUKA, YASKAWA, ABB и FANUC - известны своей надежностью.
Стоит отметить, что, хотя роботы с шестью шарнирами хорошо зарекомендовали себя в области сварки, они больше всего подходят для штамповки.
Например, YASKAWA предлагает роботы для штамповки как общего, так и специализированного назначения. Очень важно выбрать специализированный тип для выполнения задач штамповки.
Однако такие специализированные роботы стоят гораздо дороже из-за различных конфигураций редукторов и двигателей.
Поле для нанесения: Самое универсальное поле с гибкими возможностями оформления.
Эффективность: В среднем эти роботы могут выполнять 6-8 циклов в минуту.
Некоторые высокопроизводительные модели могут совершать даже 10 циклов в минуту.
Цена: Несмотря на высокую эффективность, эти роботы стоят очень дорого.
2) Простой роботизированная рука
В последнее время этот тип роботов стал очень популярным, сотни производителей находятся в Гуандуне, Китай.
Он имеет простую конструкцию и низкую стоимость, им могут управлять два человека.
Однако следует отметить, что этот тип робота не доступен в Европе, Америке, Японии и Южной Корее, что подчеркивает достижение Китая в обеспечении наиболее экономичной и рентабельной замены шестишарнирных роботов в области штамповки.
Этот тип роботов напоминает мне о событиях, связанных с гравитационными волнами.
Если говорить по существу, то этот робот подходит только для ситуаций, когда ваш продукт единичный и производится большими партиями.
Нет необходимости часто менять пресс-форму или отлаживать роботизированную руку.
Если нет, то не стоит выбирать этого робота только из-за его низкой стоимости.
Область применения: Известный своей гибкой конструкцией, он заменяет все классические роботизированные манипуляторы и занимает доминирующее положение на рынке.
Эффективность: Трудно определить.
Цена: Сколько угодно (некоторые обозначили публичную цену в 30 000).
3) В форме роботизированная рука (классическое наследование)
Теперь, когда мы обсудили "новую звезду", давайте перейдем к обсуждению зрелого дизайна.
Как правило, этот тип оборудования используется для выполнения задач между несколькими процессами одной машины.
Важно отметить, что механический захват располагается в пространстве между станциями штампа, когда пресс прижат. Поэтому при проектировании необходимо предусмотреть достаточное пространство.
Применение: Используется для обработки пресс-форм.
Эффективность: 8-10 циклов в минуту.
Цена: Экономично.
2. Многократная установка
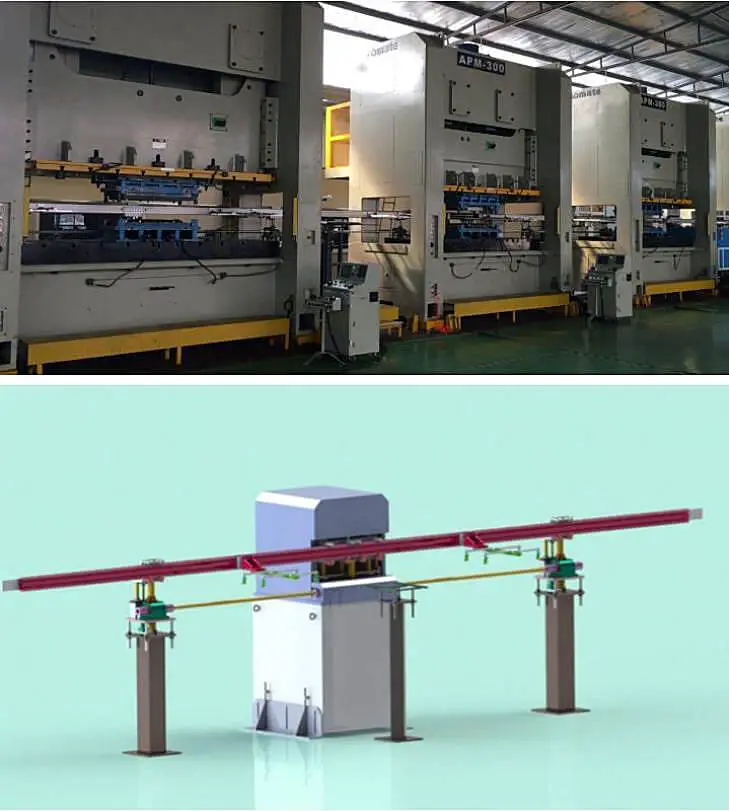
1) Ссылка роботизированная рука
Этот тип оборудования оснащен соединительным стержнем, проходящим через ряд пуансонов, что делает его идеальным для соединения нескольких комплектов пуансонов небольшого тоннажа.
В центре пресса расположена промежуточная станция, которая может помочь в процессе оборота.
Применение: Используется для обработки пресс-форм.
Эффективность: 8-10 циклов в минуту.
Цена: Экономично.
2) Независимый роботизированная рука
Этот тип оборудования подходит для обработки небольших листов металла с расстоянием между пуансонами не более 1500.
Области применения: Обработка небольших листовых материалов и соединение нескольких прессов.
Эффективность: 8-12 циклов в минуту.
Цена: Экономично.
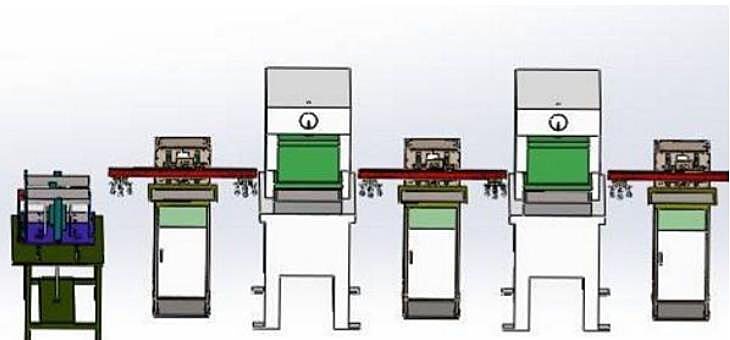
3. Одиночный непрерывный
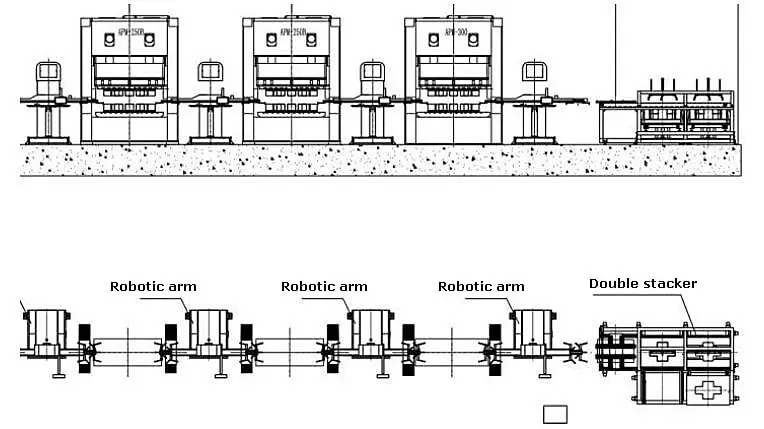
1) Двусторонняя планка NC 3D роботизированная рука
Примерно 70% штампованных деталей в развитых странах обрабатывается этим методом, который прост и эффективен.
В настоящее время лишь несколько отечественных производителей роботизированных манипуляторов преуспели в этой области, особенно в секторе высокотехнологичных роботизированных манипуляторов для штамповки.
Важно продумать дизайн кривой помех для оборудования еще в самом начале процесса планирования.
Применение: Данный тип оборудования имеет широкий спектр применения, включая пуансоны большого тоннажа и многостанционную штамповку.
Эффективность: Эффективность сильно зависит от хода и обычно составляет от 15 до 40 циклов в минуту.
Цена: Это самый экономичный вариант.
2) NC 2D два штриха роботизированная рука
У этого типа оборудования на один подъемный вал меньше, чем у трехмерной роботизированной руки.
В процессе проектирования пресс-формы важно поддерживать одинаковую горизонтальную высоту обрабатываемых деталей после распалубки.
Применение: Подходит для мелких деталей, таких как корпуса аккумуляторов и двигателей.
Эффективность: Эффективность сильно зависит от процесса и может достигать 150 циклов в минуту для корпусов аккумуляторов 18650. Для штампованных деталей нормальным считается выполнение 20-40 циклов в минуту.
Цена: Экономично.
4. Многочисленные непрерывные
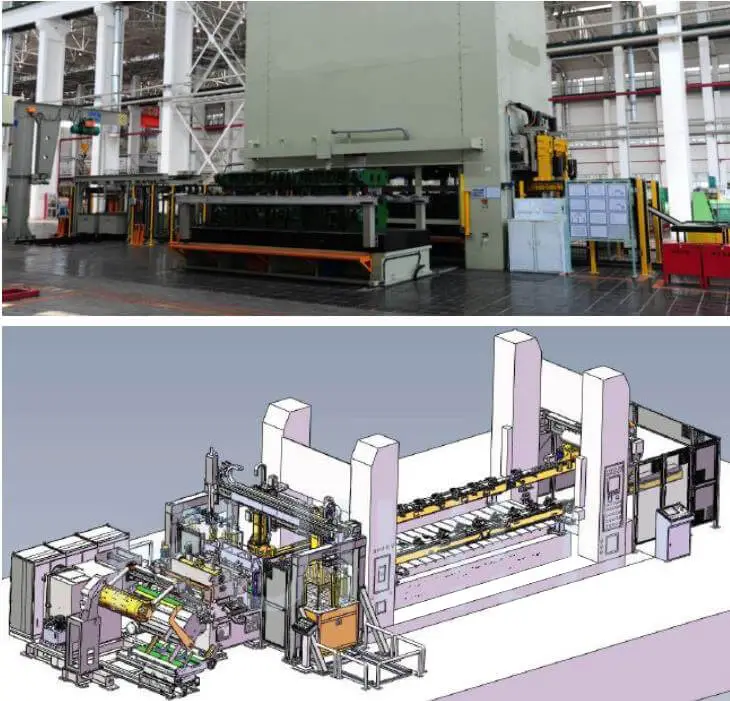
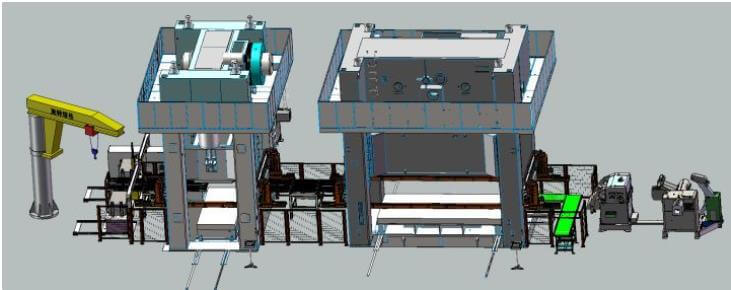
1) OEM подгонянная производственная линия
Сотни миллиардов производственных линий с трепетом смотрят вверх, и все вокруг кажется бледным.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Вы когда-нибудь задумывались, как изготавливаются металлические детали в вашем автомобиле или бытовой технике? Ключевую роль в этом играет штамповка металла - процесс формования металлических листов с помощью штампов. Этот метод обеспечивает высокую...
Вы когда-нибудь задумывались, как автомобили производятся так быстро и безопасно? В этой статье раскрывается магия автоматизированных линий штамповочного производства, где роботы заменяют ручной труд, повышая эффективность...
Вы когда-нибудь задумывались об увлекательном мире штамповки металла? В этой статье мы отправимся в увлекательное путешествие, чтобы изучить тонкости этого важнейшего производственного процесса.....
Представьте, как повысит эффективность вашего завода идеально спроектированный штамповочный цех. В этой статье мы рассмотрим основные моменты планирования такого цеха для производства автомобильных деталей, начиная с выбора оборудования и заканчивая планировкой...
Задумывались ли вы когда-нибудь о том, что технология сервопрессов может изменить ситуацию в производстве? В этой статье мы расскажем о том, как эти передовые машины совершают революцию в промышленности, предлагая беспрецедентную точность, эффективность,...
Вы когда-нибудь задумывались, какие производители доминируют в отрасли револьверных прессов? В этой статье представлены пять ведущих мировых производителей револьверных дыропробивных прессов, подробно описаны их история, инновации и выдающиеся...