Проектирование крупномасштабного штамповочного цеха для изготовления деталей покрытия автомобилей: Экспертный анализ
Представьте, что эффективность вашего завода повысится благодаря идеально спроектированному штамповочному цеху. В этой статье мы рассмотрим основные моменты планирования такого цеха для производства автомобильных деталей, начиная с выбора оборудования и заканчивая оптимизацией планировки. Прочитав статью, вы узнаете, как увеличить производственные мощности, обеспечить качество и оптимизировать работу. Окунитесь в эту тему, чтобы превратить свой штамповочный цех в мощный центр точности и производительности.
Необходимые условия для планирования линии штамповки
Условия штамповочного производства на заводе сталкиваются с рядом серьезных проблем, связанных с ростом выпуска новых моделей и повышением стандартов качества в штамповочной промышленности. Эти проблемы требуют срочного решения.
(1) Перегрузка крупных штампованных деталей
Ожидается, что в ближайшие несколько лет производство крупных штампованных деталей будет интенсифицироваться и может достичь или даже превысить 150% производственной мощности, согласно производственной программе. Проблема не может быть решена, так как в близлежащих районах нет мощностей для массового производства крупных штампованных деталей. Для решения этой проблемы необходимо добавить линии по производству крупногабаритных штампованных деталей.
(2) Возможность обеспечения качества
В связи с повышением требований к качеству на рынке коммерческих автомобилей средней и большой грузоподъемности заводу необходимо улучшить качество штамповки, чтобы соответствовать стандартам качества, повысить эффективность и снизить затраты. Улучшение возможностей обеспечения качества - это комплексный проект по совершенствованию, который охватывает весь процесс штамповки, от подготовки сырья до производства штамповки, складирования и логистики. Завод должен изменить и улучшить условия производства и уровень управления.
(3) Недостаточный тоннаж пресса
Появление дорогих моделей коммерческих автомобилей увеличило не только загрузку завода крупногабаритными деталями (на 20 потоков), но и спрос на тоннаж пресса. В настоящее время номинальная грузоподъемность самого большого пресса составляет 1600 т, однако реальный спрос на крупногабаритные детали превышает 2200 т. На основе всестороннего анализа был сделан вывод о необходимости установки пресса большей грузоподъемности, с максимальной номинальной грузоподъемностью 2400 т, в соответствии с планом развития компании и отраслевыми правилами.
(4) Низкая эффективность производства и высокая трудоемкость
Линии штамповочного производства на заводе являются ручными и имеют низкую производительность: SPH составляет менее 240 раз. Рабочие также сталкиваются с высокой трудоемкостью, обрабатывая за одну смену более 10 тонн продукции при максимальном показателе 15 тонн.
Для решения этих проблем и повышения безопасности, охраны окружающей среды, управления запасами и технологий необходимо предпринять следующие действия:
(1) Очистка, преобразование и интеграция существующих условий для удовлетворения потребностей поэтапного строительства проекта "Штамповочный центр".
(2) Модернизация одной размоточной линии 630 т.
(3) Добавьте одну новую автоматизированную производственную линию штамповки 2400 т.
(4) Завершение строительства вспомогательных объектов, включая трансформацию пресс-форм, линию отбраковки, подъемное оборудование, логистическое оборудование и станционные приборы.
Производственный процесс и оборудование
Производственный процесс штамповочного цеха включает в себя, прежде всего, создание штамповочных заготовок и деталей, а также вспомогательные работы, такие как испытание и ремонт пресс-форм, ремонт штамповочных деталей и транспортировка отходов.
(1) Производство заготовок
Заготовка - это процесс превращения рулонов в заготовки, необходимые для производства штампованных деталей. Производственный процесс включает в себя:
Подача катушек
Разматывая
Режущая головка
Очистка
Выравнивание
Кормление
Зачистка или стрижка
Штабелирование
Чтобы удовлетворить потребности в заготовках, цех должен иметь полностью автоматическую линию для размотки заготовок или полностью автоматическую линию для резки. Первая может выполнять как заготовку, так и резку, а вторая подходит только для резки.
На рисунке 1 показан пример разматывающейся бланшировочной линии.
Рисунок 1 Разматывание бланкировочной линии
Учитывая относительно высокую стоимость линии размотки заготовок, важно учитывать экономическую эффективность ее конфигурации. Как правило, одна линия размотки заготовок может соответствовать производительности трех полностью автоматических линий механической штамповки, поэтому выбор оборудования должен основываться на требованиях цеха к продукции и объемам производства.
(2) Штамповочное производство
Процесс штамповки крупногабаритных деталей покрытия включает глубокую вытяжку, обрезку, отбортовка, формовка, штамповка и профилирование. Процесс регулируется и комбинируется в зависимости от формы и структуры штампуемых деталей.
Например, типичный процесс производства дверной коробки выглядит следующим образом:
Устройство для разгрузки и подачи
Формирование чертежей
Обрезка и перфорация
Косая обрезка клиньев и перфорация
Формирование отбортовки
Offline
Для верхней крышки процесс выглядит следующим образом:
Устройство для разгрузки и подачи
Формирование чертежей
Обрезка и перфорация
Отбортовка и формовка косых клиньев
Формование и штамповка
Offline
Расположение прессовых соединений для штамповочного производства требует определения количества прессов в зависимости от процесса формовки штампуемой детали и формы штампа. Существует три, четыре, пять и шесть порядков, при этом чаще всего используется четыре порядка. Однако важно учитывать сложность конструкции пресс-формы и увеличение затрат, которые могут возникнуть в результате использования сложного штампа.
Параметры прессового оборудования, такие как номинальное давление, размер стола и высота закрытия, должны определяться в зависимости от процесса производства продукции. Выбор количества линий прессования зависит от вида продукции, объема выпуска и производительности линии прессования.
Формула такова:
количество прессовых линий = ∑ (количество комплектов пресс-форм × производственная программа) ÷ производительность прессовой линии (ASPM) ÷ годовая база времени работы оборудования.
Количество комплектов пресс-форм и производственные нормативы устанавливаются на этапе планирования.
Производительность прессовой линии зависит от рабочей скорости пресса и способа транспортировки штампованных деталей. Рабочая скорость пресса является неотъемлемой характеристикой оборудования, и существует две формы транспортировки штампованных деталей: ручная загрузка и выгрузка и полностью автоматическая загрузка и выгрузка (которую можно дополнительно разделить на робот и манипулятор). Скорость транспортировки манипулятора самая высокая, за ним следует робот, а ручная транспортировка самая медленная. Инвестиционные затраты следуют той же тенденции.
Годовая база времени оборудования может быть получена из "Норм проектирования годовой базы времени машиностроительного завода" или других соответствующих документов и правил в соответствии с системой предприятия.
На рисунке 2 показан полностью автоматическая штамповка производственная линия с прессами 1 x 2400 т и 3 x 1000 т.
Рисунок 2 1×2400т+3×1000т автоматическая линия по производству штамповки
(3) Вспомогательная зона
Ремонт штампов
В штамповочном цехе обычно располагается простая установка для ежедневного ремонта штампов.
Если производственная линия имеет высокую интенсивность загрузки, может потребоваться установка пробного пресса на участке ремонта пресс-форм. Технические характеристики пробного пресса должны соответствовать характеристикам самого крупного оборудования на производственной линии.
Транспортировка отходов
При производстве штампов образуются отходы штамповки, поэтому целесообразно организовать конвейерную линию для сбора и утилизации отходов в зависимости от линии прессования.
Ремонт штампованных деталей
Для загрузки и выгрузки штампованных деталей в режиме реального времени необходимо создать зону обрезки, чтобы удаление заусенцев и устранить дефекты поверхности штампованных деталей.
Планировка и логистика мастерской
Планировка цеха разработана с учетом производственного процесса изготовления штампованных деталей.
Штамповочный цех обычно состоит из участков для хранения рулонов, размотки и производства заготовок, укладки заготовок, укладки пресс-форм, обслуживания пресс-форм, производства штамповок, временного хранения штампованных деталей, обслуживания штампованных деталей и т. д.
Кроме того, в мастерской есть помещение для хранения отходов, склад для вилочных погрузчиков, офис и жилая зона.
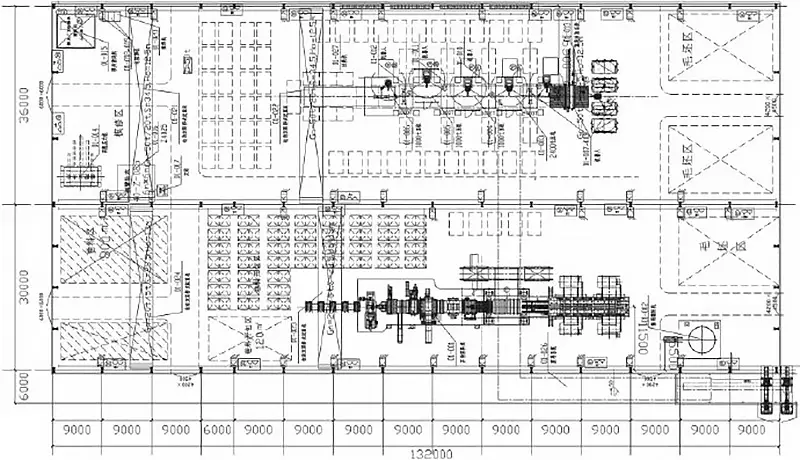
На рисунке 3 показана схема прессового цеха.
Рисунок 3 Схема расположения прессового цеха
Логистический поток в штамповочном цехе четко определен и включает в себя в основном следующие маршруты:
(1) Логистический маршрут производства штамповок показан на рисунке 4.
Рисунок 4 Логистический маршрут штамповочного производства
(2) Формы, логистический маршрут для форм показан на рисунке 5.
Требования к гражданскому строительству и общественной поддержке
После определения производственной программы, технологии и оборудования штамповочного цеха необходимо определить необходимые требования к гражданскому строительству для выполнения производственных нужд.
Строительные работы
(1) Размер мастерской
Промежуток между мастерскими
Размер мастерской в основном определяется тип штампа меняются на прессе. На прессе существует три основные формы верхнего штампа: передний верхний штамп, боковой верхний штамп, левый и правый верхний штамп. Передний верхний штамп имеет наименьшую площадь, и для него достаточно цеха с пролетом 15 метров. Боковой верхний штамп имеет немного большую площадь и требует цеха с пролетом 24 метра. Левая и правая верхние пресс-формы имеют наибольшую площадь и в основном используются в полностью автоматических производственных линиях для повышения эффективности, что требует пролета цеха 30 или 36 метров. Склад штампованных деталей требует пролета не менее 24 метров для удобства транспортировки вилочным погрузчиком.
Длина мастерской
Длина производственной зоны автоматической штамповки обычно составляет около 60 метров, исходя из расположения пресса в пролете. Длина участка укладки штампов должна быть определена в зависимости от количества штампов. Если имеется только одна линия штамповки, длина цеха обычно составляет около 120 метров. Если штампов много, цех может потребовать соответствующего расширения. Соответствующий участок размотки заготовок также требует длины 120 метров.
Расстояние между колоннами
Чтобы разместить большие прессы для транспортировки и минимизировать затраты на перевозку пресс-форм и обслуживание оборудования, расстояние между колоннами в штамповочном цехе составляет от 9 до 12 метров.
Высота мастерской
Высота прессового цеха определяется высотой пресса. Для крупных охватывающих деталей максимальный пресс обычно составляет 2400 тонн, а его высота над землей - 11-11,5 метров. Высота верхней части рельса крана в цехе с учетом безопасных расстояний составляет 13-14 метров, а ферма крыши штамповочного цеха устанавливается на высоте нижней хорды около 17 метров в зависимости от выбранной высоты крана. Выбор пресса и крана оказывает значительное влияние на высоту цеха. Высота пролета размотки заготовок определяется прессом на линии размотки заготовок, а высота верха рельса составляет 12 метров. Высота склада штампованных деталей зависит от высоты и количества слоев штабеля штампованных деталей, и только для транспортировки вилочным погрузчиком она обычно составляет 7 метров.
(2) Архитектурные формы
Здание прессового цеха обычно бывает трех видов: бетонное, стальное или сталежелезобетонное, в зависимости от конкретных требований проекта.
В прошлом основным материалом для строительства штамповочных цехов был бетон. Однако сейчас, благодаря экономичности стальных конструкций, простоте и эффективности процесса производства и монтажа, а также более короткому сроку строительства, стальные конструкции стали предпочтительным материалом для большинства штамповочных мастерских.
Пол в мастерской должен быть чистым и прочным. Подходящими вариантами являются полы из эпоксидной смолы и высокопрочные износостойкие полы, а для более сложных условий рекомендуется использовать стальной песчаный пол.
(3) Требования к нагрузке
Нажмите кнопку "Загрузить":
Нагрузка на пресс зависит от веса самого пресса, веса тележки для смены штампов и веса штампа. При расчете нагрузки пресса важно учитывать динамическую нагрузку, поскольку механические прессы создают значительную ударную нагрузку во время работы.
Нагрузка на кран:
В штамповочном цехе обычно используются краны грузоподъемностью 32 т и 50 т. Дедвейт, давление в колесах, колесная база и другие параметры должны определяться исходя из технических характеристик крана.
Нагрузка на пол:
Большая часть площади штамповочного цеха, за исключением зоны прессовой линии, используется для укладки пресс-форм. Как правило, количество слоев укладки составляет два, в результате чего нагрузка на пол составляет около 100 кПа. Площадь для укладки рулонов или листов должна определяться в зависимости от метода укладки. Если для штабелирования используется специализированный стеллаж, превышающий второй этаж, нагрузку на пол следует считать равной 150 кПа.
Нагрузка на трубопровод:
В прессовом цехе по колоннам проходят трубы водо-, электро-, газо-, воздухо- и пожаротушения, и их нагрузку необходимо учитывать при расчете. Кроме того, рядом с линией прессования обычно требуется площадка для электрошкафа, где размещаются пресс и силовой распределительный шкаф устройства автоматизации, и нагрузку на колонну также необходимо учитывать.
(4) Фонд прессы
Основание автоматизированный пресс Линия в прессовом цехе является важнейшим аспектом гражданского строительства и имеет три типа: независимый фундамент, сквозной фундамент и подвальный фундамент.
Независимый фундамент означает, что каждый пресс на прессовой линии имеет свой отдельный фундамент, не связанный друг с другом. Этот метод является наименее затратным, но требует индивидуальной разгрузки и транспортировки каждого прессового оборудования в пределах цеха, что существенно влияет на производство и логистику при массовом производстве. Поэтому данная форма не получила широкого распространения.
Сквозной фундамент предполагает устройство фундамента для каждого пресса и установку в нем линии транспортировки отходов для сбора отходов штамповки и транспортировки их в помещение для отходов. Такая форма отделяет логистику отходов от логистики производства, что делает обслуживание прессов удобнее, и в настоящее время используется более широко.
Подвальный фундамент предполагает строительство подвала в зоне действия пресса или размещение линии пресса на втором этаже. В этом случае образуется большое пространство для фундамента пресса, в котором также могут быть размещены объекты электроснабжения, распределения электроэнергии и некоторые зоны обслуживания, что позволяет эффективно увеличить полезную площадь цеха. Однако эта форма используется нечасто из-за ее высокой стоимости.
Фундамент проходного пресса зависит от типа оборудования, причем данные о продукции у разных поставщиков различаются. Как правило, котлован для 4 станций пресса имеет ширину 9,5 м, глубину 7 м и длину около 35 м. Необходимо также создать приямок для магистрали транспортировки отходов, соединенный с приямком пресса и расположенный вертикально. Его глубина такая же или меньше, чем у прессовой ямы, а ширина составляет около 4 м.
Pвспомогательные объекты коммунальной энергетики
Средства поддержки населения в мастерской прессы, как правило, являются базовыми.
Вода, электричество и газ необходимы для работы оборудования, а решение о включении таких устройств, как кондиционер, отопление и осушение, зависит от конкретных требований проекта.
(1) Электричество:
Электричество является основным источником энергии, используемым на штамповочных заводах, в первую очередь на автоматической линии штамповки и линии размотки заготовок. Поэтому цеховые трансформаторы располагаются как можно ближе к оборудованию.
(2) Сжатый воздух:
Основными областями применения сжатого воздуха в штамповочном цехе являются штамповочное оборудование, ремонт пресс-форм и ремонт штампованных деталей. Сжатый воздух должен соответствовать следующим стандартам качества: давление источника воздуха - 6 бар, содержание масла - 25 мг/м3, диаметр частиц - 40 мкм, содержание частиц - 10 мг/м3.
(3) Циркулирующая охлаждающая вода:
Циркулирующая охлаждающая вода используется в основном для прессового оборудования. Температура воды на входе должна составлять 32°C, а на выходе - 37°C. Мягкая или чистая вода необходима для предотвращения повреждения оборудования накипью.
(4) Другие соображения:
Противопожарная защита:
Цех штамповки относится к производству категории E и не имеет особых требований к противопожарной защите и дымоудалению.
Защита окружающей среды:
Основное воздействие прессового цеха на окружающую среду - это шум, возникающий при работе пресса, а также вибрация и шум от конвейерных линий по переработке отходов. Для уменьшения этого воздействия двери и стены прессового цеха должны быть выполнены из звукоизоляционных материалов, а окна - из вакуумного стекла с двойным остеклением. Кроме того, под прессом должны быть установлены виброизоляционные прокладки, чтобы уменьшить воздействие шума и вибрации на окружающую среду. Кроме того, при планировании необходимо учесть, чтобы штамповочный цех находился как можно ближе к жилым домам, школам, больницам и другим гражданским объектам.
Планирование персонала мастерской
По сравнению с ручными линиями, количество рабочих в смену на автоматических линиях значительно меньше. Такой сдвиг в штатном расписании требует перехода от рабочих ручной штамповки с высокими требованиями к физическому труду к высококвалифицированным операторам автоматики. Как видно из таблицы 1, интенсивность физического труда рабочих снижается.
Режим производства
Тип работы
Структура персонала автоматической линии
структура ручного линейного персонала
Примечание
Монитор
1
1
одна линия
одна смена
Действующий монитор
1
Stamper
18
Недостаточно оплачиваемый персонал
1
Управление сайтом
1
Оператор штамповки
1
Подготовка к автоматизации
1
Качество проектирования
1
Машинист крана
2
1
Проверьте
2
1
Упаковка
3
3
Ремонт
3
1
Вручить
3
3
Складское хозяйство
2
3
Всего
22
31
По сравнению с ручной линией, основным фактором, обусловившим значительную разницу в численности персонала, является ориентация на стабильность производства и качества. Производственная мощность автоматизированной линии более чем в три раза превышает производительность ручной линии.
В результате для обеспечения стабильного производства требуется большее число специалистов по обслуживанию оборудования и штампов. Кроме того, требуется значительное увеличение числа онлайн-инспекторов для раннего выявления проблем с качеством и поддержания его стабильности. Важно отметить, что новые сотрудники должны пройти обучение, чтобы приобрести необходимые навыки и качества.
Заключение
Штамповочный цех имеет большую рабочую нагрузку и предъявляет высокие требования к гражданскому строительству и инфраструктуре. В этой статье представлен всеобъемлющий обзор различных аспектов, связанных с проектированием штамповочного цеха с точки зрения инженерного проектирования. Цель статьи - служить справочным руководством для технологов, ответственных за проектирование цехов такого типа.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Вы когда-нибудь задумывались, как создаются машины, которые формируют наш мир? Этот блог отправит вас в путешествие по ведущим производителям машин для штамповки. Вы узнаете о...
Вы когда-нибудь задумывались, как автомобили производятся так быстро и безопасно? В этой статье раскрывается магия автоматизированных линий штамповочного производства, где роботы заменяют ручной труд, повышая эффективность...
Вы когда-нибудь задумывались об увлекательном мире штамповки металла? В этой статье мы отправимся в увлекательное путешествие, чтобы изучить тонкости этого важнейшего производственного процесса.....
Вы когда-нибудь задумывались о том, как повседневные предметы получают точную форму? Эта статья исследует увлекательный мир технологии совместной штамповки конструкций. Вы узнаете о процессе, начиная с получения технических чертежей и заканчивая...
Какая компания возглавляет список производителей машин для обработки железа? В этой статье рассматриваются ведущие бренды отрасли, подробно описывается их история, инновации и ассортимент продукции. Прочитав статью, вы получите представление...
Вы когда-нибудь задумывались, как пуансон-пресс превращает металлические листы в точные формы? В этой статье вы узнаете о внутреннем устройстве вырубных прессов, от их механизма вращательно-линейного движения...
Вы когда-нибудь задумывались о том, как массивные металлические детали формируются с высокой точностью? Откройте для себя мир четырехколонного гидравлического пресса. Эта мощная машина использует гидравлическое давление для формовки таких материалов, как металл...
Вы когда-нибудь задумывались о том, как повседневные предметы, такие как кастрюли, чашки и даже детали автомобилей, получают столь точную форму? В этой статье мы рассмотрим увлекательные различия между механическими и гидравлическими прессами. Вы...
Вы когда-нибудь задумывались о невероятной силе гидравлических прессов? Эти чудеса инженерной мысли способны прикладывать огромную силу, преобразуя материалы таким образом, что это кажется почти волшебством. В этом блоге...