Трещины при изгибе стали: Факторы и меры по улучшению
Вы когда-нибудь задумывались, почему сталь иногда трескается при гибке? В этой статье мы исследуем увлекательный мир технологии гибки стали, раскрывая причины таких распространенных дефектов, как угловые и центральные трещины. Узнайте, как правильная техника и качество материала могут сыграть решающую роль в предотвращении этих проблем. Приготовьтесь узнать практические сведения, которые помогут вам лучше понять и применить технологию обработки стали!
Технология гибки - это вид технологии обработки стали, которая широко используется в различных областях, таких как автомобилестроение, машиностроение, мосты, корабли и строительство.
Под давлением верхнего или нижнего штампа на гибочном станке металлический лист подвергается сначала упругой, а затем пластической деформации.
На начальном этапе пластической гибки, когда верхний или нижний штамп сгибает лист металла, лист металла постепенно плотно прилегает к внутренней поверхности V-образного паза верхнего или нижнего штампа, а радиус кривизны также постепенно уменьшается.
Когда давление продолжается до конца хода, верхний и нижний штампы полностью соприкасаются. листовой металл, образуя V-образный изгиб, который обычно обрабатывается на гибочных станках и прокатном оборудовании.
Растрескивание при изгибе является одним из основных дефектов при обработке стали. В зависимости от расположения трещин их можно разделить на угловые и центральные.
К факторам, вызывающим образование трещин, относятся неправильная технология обработки и дефекты качества материалов, которые оказывают негативное влияние на предприятия по производству стали.
Исследователи проанализировали, обобщили и изучили типичные случаи качества и обратились к соответствующим материалам, чтобы проанализировать различные факторы, вызывающие растрескивание при изгибе, и предложить меры по улучшению.
Типичные образцы испытаний на изгиб, растрескивание и физико-химические испытания
1.1 Образцы угловых трещин
1.1.1 Макроскопическая морфология
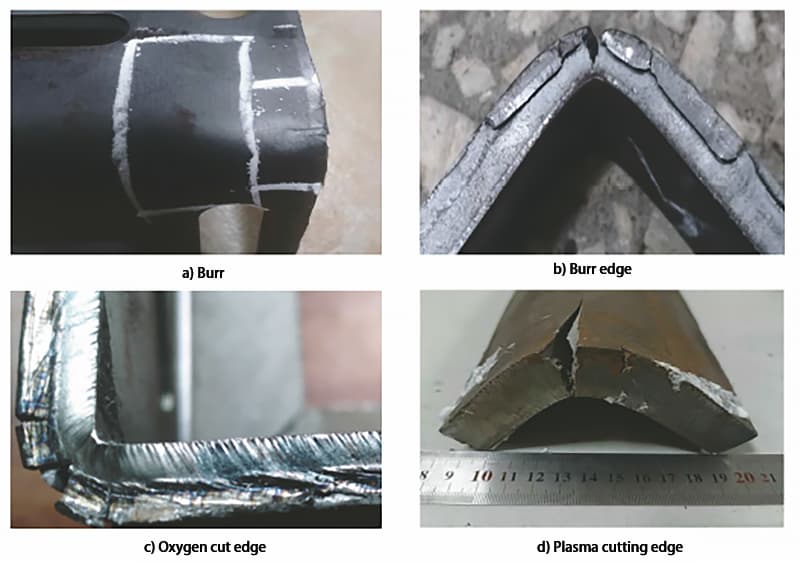
Угловые трещины - наиболее распространенный тип дефектов при растрескивании при изгибе, при этом обычно имеются заусенцы, шероховатости, кромки кислородной резки или плазменная резка кромки в месте растрескивания угла. Если кромка заготовки не обработана пескоструйным аппаратом или обработана неполностью во время гибки, возникнет угловая трещина, а трещины при угловой трещине обычно короткие и расположены в закаленной зоне угла.
Типичные дефекты Q235B Для анализа были выбраны сталь и сталь Q355B, а макроскопическая морфология угловых трещин показана на рис. 1.
Рисунок 1: Макроскопический вид трещины стального уголка.
1.1.2 Анализ химического состава
Для анализа химического состава были отобраны четыре типичных образца угловых трещин из стали Q235B и Q355B, и результаты соответствовали требованиям.
1.1.3 Испытание механических свойств
Механические свойства четырех типичных образцов угловых трещин из стали Q235B и стали Q355B были испытаны, результаты приведены в таблице 1 (D - диаметр изгиба, a - толщина образца), и результаты соответствовали требованиям.
Таблица 1: Результаты испытаний механических характеристик образцов из стали Q235B и Q355B с угловыми трещинами
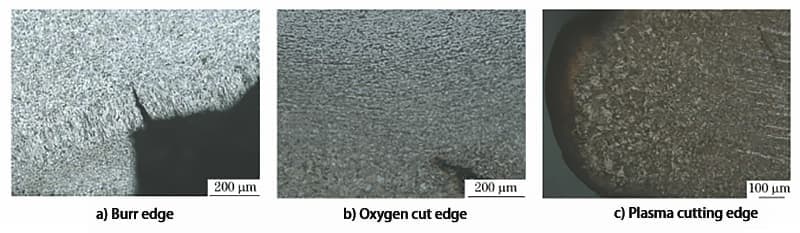
Металлографические исследования были проведены на местах растрескивания четырех типичных образцов угловых трещин из стали Q235B и стали Q355B, результаты представлены на рисунке 2. Как видно из рис. 2, в ткани в месте растрескивания наблюдается зернистая холодная деформация, а в месте растрескивания при кислородной и плазменной резке - структура термического влияния.
Рисунок 2: Общий вид образцов с угловыми трещинами.
1.2 Образцы трещин при изгибе
1.2.1 Макроскопическая морфология
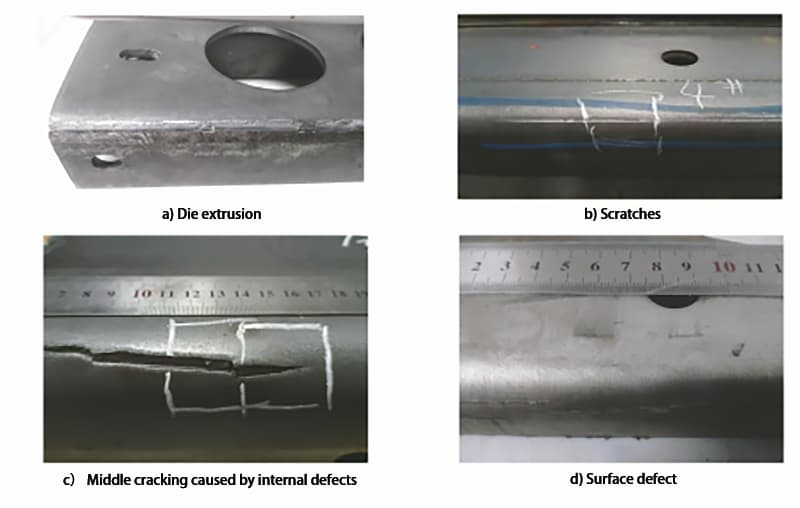
Центральное растрескивание часто проявляется в виде непрерывных трещин в середине заготовки, трещины обычно длинные, в некоторых случаях встречаются короткие трещины. Макроскопическая морфология центральной трещины показана на рис. 3.
Рисунок 3: Макроскопический вид образцов с центральным растрескиванием.
1.2.2 Анализ химического состава
Для анализа химического состава были отобраны шесть типичных образцов центральной трещины из стали Q235B, стали Q355B и стали 610L, и результаты соответствовали требованиям.
1.2.3 Испытание механических свойств
Механические свойства шести типичных образцов с центральной трещиной из стали Q235B, стали Q355B и стали 610L были испытаны, результаты приведены в таблице 2, и результаты соответствуют требованиям.
1.2.4 Металлографическая экспертиза
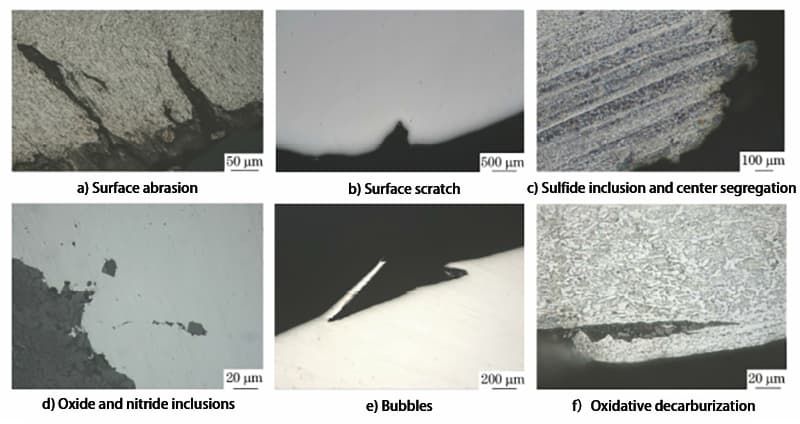
Металлографическое исследование было проведено на шести типичных образцах с центральной трещиной из стали Q235B, стали Q355B и стали 610L, результаты показаны на рис. 4.
Рисунок 4: Микроскопический вид образца с центральной трещиной.
Как видно из рис. 4, в месте выдавливания шлифовального инструмента наблюдается холодная деформация зерна, а в корнях более длинных и прямых трещин видны царапины. Образцы также содержат скопления сульфидных включений, центральную сегрегацию, частицы высокотемпературного окисления, обезуглероживание из-за окисления, а также пузырьки.
Анализ причин возникновения дефектов трещин при изгибе
2.1 Неправильные методы обработки
2.1.1 Влияние диаметра гиба
Когда гибка сталиПри этом внешний слой изгибаемого участка испытывает растяжение, а внутренний - сжатие. Если толщина материала постоянна, то чем меньше радиус изгибатем сильнее растягивающие и сжимающие нагрузки на материал. Если растягивающее напряжение на внешнем углу превысит предел прочности материала, произойдет растрескивание или разрушение, в основном в середине заготовки и иногда в углах.
2.1.2 Влияние гибочных инструментов
Если V-образные канавки гибочного инструмента неровные, заготовка будет подвергаться неравномерному воздействию сил при прохождении через гибочный станок, вызывая износ поверхности или локальное давление, что приведет к дефектам поверхности, а затем к образованию экструзионных трещин. Трещины обычно выглядят прямыми и длинными, с видимой холодной деформацией зерен у корней трещин.
2.1.3 Влияние логистики
При транспортировке стали, погрузке и разгрузке могут возникать поверхностные царапины, которые нарушают целостность поверхности основы. В местах царапин при изгибе могут образовываться трещины. Эти трещины обычно длинные и прямые, с видимыми отверстиями в корне трещины.
2.2 Влияние дефектов материала
2.2.1 Влияние вредных элементов, включений и газов в стали
В процессе выплавки высокое содержание серы и фосфора в стали приводит к высокому содержанию сульфидных включений или, даже если общее содержание не превышает норму, эти элементы локально агрегируют и вызывают серьезную центральную сегрегацию в местах включений. Это приводит к снижению пластичности и вязкости стали, делая ее восприимчивой к изгибу и растрескиванию.
Кроме того, микротрещины на поверхности слитка окисляются при высоких температурах во время прокатки, а высокое содержание кислорода и азота в стали, особенно элемента азота, легко образует TiN с титан. Частицы TiN, осажденные по границам зерен во время непрерывного литья, могут вызвать первоначальные трещины в заготовке, что может привести к растрескиванию при изгибе.
2.2.2 Влияние качества поверхности стали
Микротрещины и воздушные отверстия на поверхности стали склонны к растрескиванию в месте трещины под действием напряжения после изгиба. Множественные мелкие трещины могут быть видны на дуга изгиба невооруженным глазом.
2.2.3 Влияние механических свойств и анизотропии стали
Чем выше пластичность материала, тем стабильнее пластическая деформация, а чем больше удлинение при разрыве, тем лучше характеристики изгиба. Даже если диаметр изгиба небольшой, он не так легко растрескивается.
Кроме того, продольные и поперечные свойства стали отличаются, и продольная полосчатая структура более жесткая, чем поперечная. Это означает, что продольный индекс пластичности стали выше, поэтому при изгибе в направлении, перпендикулярном направлению прокатки, характеристики изгиба стали лучше и меньше подвержены растрескиванию по сравнению с изгибом в поперечном направлении.
Меры по улучшению
(1) Решение проблемы растрескивания, вызванного заусенцами, острые краяПри кислородной резке в угловых зонах: вручную отшлифуйте и скруглите заусенцы и острые кромки или используйте станок для снятия заусенцев, чтобы автоматически удалить их и устранить закаленную зону обработки для снижения частоты растрескивания.
Изменить процесс гибки для непрерывной роликовой формовки, затем разрезать после формовки, чтобы избежать упрочненной обработки, вызванной резкой. Устраните незначительные дефекты с помощью последующих процессов сварки.
(2) Для решения проблемы малых радиусов изгиба угол R должен быть увеличен в пределах допустимого диапазона конструкции, чтобы избежать слишком малого радиуса изгиба.
(3) Избегайте царапин на поверхности в процессе транспортировки и разгрузки стальных материалов.
(4) В процессе выплавки стали улучшите чистоту стали, уменьшите содержание и скопление включений в стали. Процесс продувки аргоном должен быть полностью использован для обеспечения полного всплытия и отделения крупных сульфидов в стали.
Соответствующее поле потока должно поддерживаться во время процесса течения стали для обеспечения правильного и стабильного поля потока в кристаллизаторе, что позволяет дополнительно удалить включения в стали и предотвратить загрязнение от захвата шлака.
Разумный контроль температуры, скорости вытягивания и скорости охлаждения при непрерывной разливке. Правильное использование технологии облегченного прессования и технологии электромагнитного перемешивания позволяет улучшить внутреннее качество заготовки, уменьшить сегрегацию по центру и предотвратить образование трещин по центру.
(5) В процессе прокатки усилить контроль нагрева, температуры прокатки и процесса охлаждения после прокатки, избегать образования аномальных структур, таких как бейнит, мартенситкрупнозернистые и смешанные кристаллы, а также снижают прочность в пределах допустимого диапазона стандартов на продукцию, улучшая при этом пластичность и вязкость.
Часто задаваемые вопросы
Ниже приведены ответы на некоторые часто задаваемые вопросы:
Что вызывает трещины при изгибе металла?
Трещины при гибке металла возникают в основном под воздействием нескольких взаимосвязанных факторов. Одним из ключевых факторов являются свойства материала и направление, например, направление прокатки металла. Изгиб параллельно этому направлению может увеличить вероятность появления трещин из-за выравнивания структуры зерен. Кроме того, такие металлы, как алюминий, подвергаются закалке, что повышает хрупкость и восприимчивость к трещинам при дальнейшей деформации.
Процесс гибки и геометрия также играют решающую роль. Большой радиус изгиба может привести к чрезмерному растягивающему напряжению внешних волокон металла, что может превысить предел прочности материала на растяжение и привести к образованию трещин. Узкие изгибы могут еще больше усугубить эту проблему, создав смятое состояние. Качество поверхности, включая шероховатость и направление заусенцев, влияет на предел удлинения материала, при этом более гладкие поверхности снижают вероятность появления трещин.
Внешние факторы, такие как температура, существенно влияют на процесс гибки. Гибка при более низких температурах может увеличить хрупкость, особенно в высокопрочных сплавах или закаленных материалах. Предварительный нагрев металла может повысить пластичность и снизить риск образования трещин. Качество и выравнивание оснастки также имеют решающее значение; неправильная оснастка или несоосность могут привести к концентрации напряжений и повышению риска растрескивания.
Выбор подходящего сплава с повышенной пластичностью или специальной конструкции для гибки, например, некоторых алюминиевых сплавов, может уменьшить растрескивание. Увеличение радиуса изгиба, предварительный нагрев материала и избежание чрезмерной деформации являются эффективными профилактическими мерами. Понимание этих факторов и внедрение соответствующих стратегий может значительно минимизировать риск образования трещин при гибке металла.
Как предотвратить появление трещин при сгибании металла?
Чтобы предотвратить появление трещин при гибке металла, необходимо учитывать и применять несколько ключевых факторов и методов. Во-первых, очень важно выбрать подходящий материал и обеспечить его соответствующую твердость; более мягкие металлы обычно более податливы и менее склонны к образованию трещин. Изгиб металла под прямым углом к направлению прокатки также минимизирует риск появления трещин. Очень важно рассчитать и соблюдать минимальный радиус изгиба в зависимости от материала и его толщины; например, для стали обычно требуется радиус, в один-три раза превышающий толщину листа.
Снижение скорости гибки поможет уменьшить нагрузку на материал, а обеспечение направления заусенцев внутри изгиба также может уменьшить образование трещин. Использование готовых штампов, соответствующих требуемому внутреннему радиусу, позволяет получить точные изгибы без трещин. Для некоторых сплавов, в частности алюминия, нагрев материала перед гибкой (горячая гибка) может сделать его более мягким и пластичным, снижая вероятность появления трещин. Такие техники, как метод сажи, помогают контролировать температуру во время этого процесса.
Подготовка кромок - еще один важный фактор. Минимизация зоны термического влияния (ЗТВ) во время процессов резки, таких как лазерная или плазменная резка, может предотвратить слишком хрупкую кромку. Проведение пробных изгибов на образцах перед обработкой реального металлического листа - хорошая практика для обеспечения правильных параметров изгиба. Наконец, улучшение шероховатости поверхности может увеличить предел удлинения материала, что снижает вероятность его растрескивания при изгибе. Следуя этим рекомендациям, вы сможете добиться более надежных и точных результатов в своих проектах по металлообработке.
Как свойства материала влияют на появление трещин при изгибе?
Свойства материала существенно влияют на возникновение трещин при изгибе в металлах. Состав сплава имеет решающее значение, поскольку различные серии (например, 1000, 2000, 7000) обладают разным уровнем пластичности и прочности. Сплавы, которые подвергаются термообработке для повышения прочности, часто имеют пониженную пластичность, что делает их более восприимчивыми к образованию трещин при изгибе. Пластичность, или способность материала подвергаться пластической деформации до разрушения, имеет огромное значение; материалы с низкой пластичностью более склонны к растрескиванию.
Зернистая структура также играет роль: крупные или неравномерные зерна являются слабыми местами для зарождения трещин. Закалка, которая происходит при гибке металла, повышает твердость, но снижает пластичность, способствуя хрупкости и повышению вероятности растрескивания. Радиус изгиба - еще один критический фактор; тугие изгибы могут создать чрезмерное растягивающее напряжение на внешних волокнах, что приведет к трещинам, если напряжение превысит предел прочности материала на растяжение. Температура также влияет на поведение при изгибе: при более низких температурах материалы становятся более хрупкими и склонными к растрескиванию. Нагрев металла перед гибкой может повысить пластичность и снизить риск растрескивания.
Кроме того, сдвиговые деформации в направлении толщины материала могут создавать зоны сдвига, которые приводят к образованию морщин и трещин при изгибе. Анизотропия материала, когда свойства изменяются в разных направлениях, также влияет на изгибаемость. Наличие включений и микроструктура материала также могут повлиять на вероятность появления трещин при изгибе. Тщательно учитывая эти свойства материала и контролируя процесс гибки, инженеры могут свести к минимуму риск появления трещин при изгибе и обеспечить структурную целостность конечного продукта.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель компании MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Сталкивались ли вы когда-нибудь с проблемами при гибке листов из нержавеющей стали? В этой статье раскрываются все сложности гибки нержавеющей стали, начиная с требуемого усилия и заканчивая влиянием возвратной пружины. Узнайте...
Вы когда-нибудь задумывались, как проектируются и изготавливаются с высокой точностью детали из листового металла? В этой статье мы погрузимся в увлекательный мир припусков на изгиб - важнейшей...
Вы когда-нибудь задумывались о том, как точно рассчитать усилие на изгиб, необходимое для изготовления листового металла? В этой интересной статье блога мы рассмотрим тонкости расчета усилия изгиба, чертежи...
Вы когда-нибудь задумывались, как различные материалы влияют на гибку листового металла? В этой интересной статье опытный инженер-механик делится своими знаниями о влиянии типов материалов, толщины и...
В этой статье блога мы исследуем увлекательный мир воздушного изгиба и диаграммы сил, которые делают его возможным. Присоединяйтесь к нам, поскольку мы погружаемся в науку, лежащую в основе этого...
Внимание всем изготовителям и дизайнерам листового металла! Вы пытаетесь определить оптимальный радиус изгиба для своих проектов? Не останавливайтесь на достигнутом! В этой статье блога мы рассмотрим...
Вы когда-нибудь задумывались об искусстве и науке, стоящих за приданием металлическим листам сложных форм? В этой увлекательной статье блога мы погрузимся в увлекательный мир листового...
Представьте себе, что вы сгибаете листовой металл, не оставляя ни единого следа или царапины. В этой статье мы рассмотрим инновационные методы гибки листового металла без следов, которые позволяют решить такие проблемы, как трение, твердость материала и...
Вы когда-нибудь задумывались о том, как металлические детали сгибаются в различные формы? В этой увлекательной статье мы погрузимся в искусство и науку гибки при штамповке металла. Наш эксперт...