Электрогидравлическая система синхронизации листогибочного станка с ЧПУ состоит из следующих восьми компонентов:
- Привод в сборе
- Блок клапанов управления давлением
- Блок клапанов управления с замкнутым циклом
- Пропорциональный вентильный усилитель с замкнутым циклом
- Гидравлический цилиндр
- Система обнаружения положения
- Система ЧПУ
- Электрическая система и т.д.
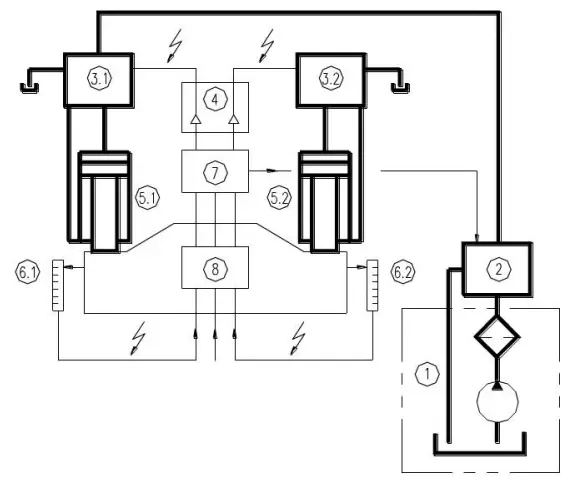
Синхронизация положения двух поршневых цилиндров во время хода и позиционирование конечной точки хода достигается с помощью электрогидравлической синхронной сервосистемы, которая обладает высокой точностью синхронизации и повторного позиционирования. Принцип работы системы синхронизации листогибочного пресса показан на рисунке ниже.
Рис. 2 Схема синхронного управления
Масло, выходящее из узла привода, поступает в гидравлические цилиндры с обеих сторон через блок клапанов управления давлением и блок клапанов управления замкнутого цикла, приводит плунжер в движение вниз (или вверх), обнаруживается и передается обратно в систему ЧПУ и электрическую систему через систему определения положения на обоих концах плунжера. Затем система ЧПУ подает сигнал обработки на усилитель пропорционального клапана замкнутого цикла, и блок клапанов замкнутого цикла управления распределяет масло по гидравлическим цилиндрам на обоих концах для достижения синхронизации на обоих концах плунжера. Это обеспечивает высокую точность синхронизации и повторного позиционирования.
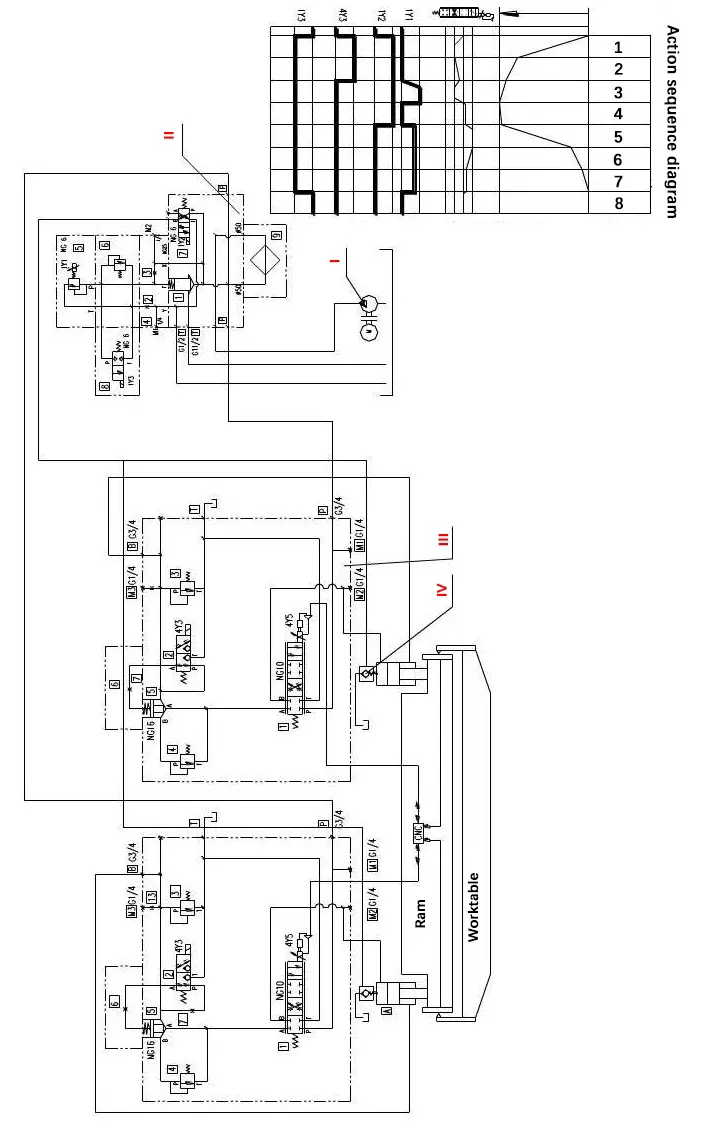
Принцип работы гидравлической системы и последовательность действий гидравлических компонентов листогибочного станка с ЧПУ см. на гидравлической схеме листогибочного станка с ЧПУ (рис. 3) и в таблице последовательности действий, прикрепленной в правом верхнем углу. листогибочный пресс машина.
Рис.3 Гидравлическая схема Листогибочный пресс с ЧПУ
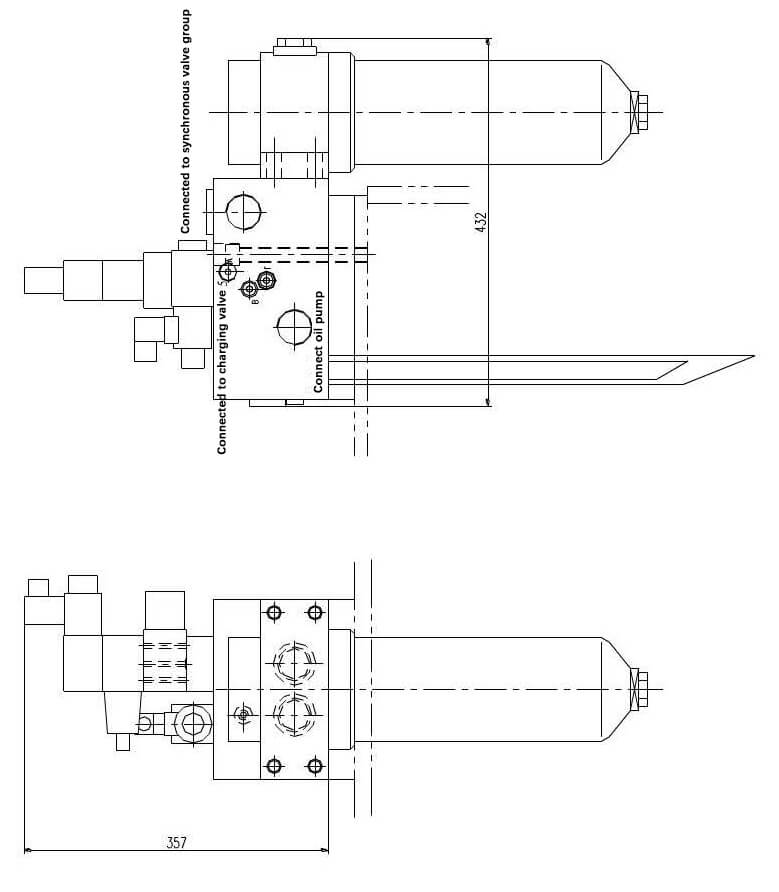
На рисунке 4 показана схема группы клапанов управления давлением в гидравлической системе, а на рисунке 5 - схема группы клапанов управления замкнутым циклом. Серийный номер и код компонента на рисунках совпадают с указанными на рисунке 3.
Рис4. Группа клапанов управления давлением в гидравлической системе
Рис.5 Группа клапанов с замкнутым контуром управления
Во время работа машиныЧтобы совершить один удар, таран должен пройти восемь стадий:
- Быстро вниз
- Медленное снижение
- Нажимайте и поддерживайте давление
- Сброс давления
- Быстро вверх
- Замедление вверх
- Медленно до мертвой точки
- Остановитесь в верхней мертвой точке.
Фаза 1:
Чтобы включить 4Y3 и 4Y5, нажмите кнопку вниз.
При включении 4Y3 порты A и T подъемного клапана (III-2) соединены, порт P закрыт, поэтому верхняя камера картриджного клапана (III-5) соединена с масляным баком, и картриджный клапан (III-5) открыт. При включении 4Y5 порты P и B пропорционального сервоклапана (III-1) подключены, порты A и T подключены, а дроссельный порт установлен на максимум.
Из-за открытия клапана (III-5) масло в нижней камере двух масляных цилиндров быстро возвращается в масляный бак через отверстия A и T клапана (III-5) и клапана (III-1), и давление масла, необходимое для поддержки плунжера, теряется.
Под действием собственного веса поршень быстро опускается, скорость изменения объема верхней камеры масляного цилиндра превышает скорость потока масляного насоса, в результате чего в верхней камере масляного цилиндра создается отрицательное давление, и масло в масляном баке нагнетается в верхние камеры двух масляных цилиндров через заправочный клапан (IV). Плунжер быстро перемещается вниз в режиме холостого хода.
Фаза 2:
Когда плунжер быстро достигает заданного значения, через систему ЧПУ подайте на 4Y5 новое значение параметра, чтобы уменьшить дроссельное отверстие пропорционального сервоклапана (III-1) и замедлить плунжер.
Фаза 3:
Повышение трудовой активности:
Питание 4Y3 выключено, питание 1Y2 включено, питание 4Y5 включено, а пропорциональный сервоклапан (III-1) подключен к портам P-B и A-T.
Когда 4Y3 теряет мощность, подъемный клапан (III-2) сбрасывается (порт P-A подключен, а порт T закрыт), поэтому клапан (III-5) также закрывается, масляный контур в нижней камере масляного цилиндра перекрывается, и быстро создается давление, необходимое для поддержки плунжера, что предотвращает его свободное падение.
1Y2 включен, соедините порт P-A и порт B-T реверсивного клапана (II-7). Закройте управляющий порт загрузочного клапана, закройте загрузочный клапан и перекройте проход между верхней камерой масляного цилиндра и масляным баком.
Масло, выдаваемое масляным насосом, поступает в верхнюю камеру масляного цилиндра через фильтр тонкой очистки масла (II-9) и порт P-B пропорционального сервоклапана (III-1). Пропорциональный переливной клапан (II-5) создает давление через электромагнит 1Y1, заставляя плунжер двигаться вниз против силы опоры и силы прижима материала нижней камеры масляного цилиндра, в то время как масло в нижней камере масляного цилиндра возвращается в масляный бак через порт P-A переливного клапана (II-5) и порт A-T пропорционального сервоклапана (III-1).
На этом процесс прессования и форсирования завершен.
Фаза 4:
Когда нажатие завершено, 1Y2 остается включенным, 1Y1 теряет питание, а 4Y5 включается.
При отключении питания 1Y1 масло в системе начинает сбрасывать давление, в то время как 4Y5 включается. Порты P, A, B и T пропорционального сервоклапана (III-1) закрываются для достижения баланса усилий в верхней и нижней полостях масляного цилиндра.
Фаза 5:
После сброса давления питание 1Y2 отключается, а 1Y1 и 4Y5 включаются.
Когда 1Y2 обесточивается, клапан направления (II-7) сбрасывается, соединяя порт P-B и порт A-T. Поскольку порт P-B соединен, открывается загрузочный клапан (IV), чтобы соединить путь возврата масла между верхней камерой масляного цилиндра и масляным баком. На 4Y5 подается напряжение, и соединяются порт P-A и порт B-T пропорционального сервоклапана (III-1).
В это время масло, выдаваемое масляным насосом, поступает в нижнюю камеру масляного цилиндра через фильтр тонкой очистки (II-9), порт P-A пропорционального сервоклапана (III-1), односторонний клапан (IV-11) и клапан (III-5), а пропорциональный переливной клапан (II-5) создает давление через электромагнит 1Y1, заставляя плунжер быстро двигаться вверх. Гидравлическое масло в верхней камере масляного цилиндра возвращается в масляный бак через загрузочный клапан (IV).
Фазы 6 и 7:
Когда плунжер поднимается в определенное положение, 1Y1 продолжает подавать питание, изменяя электрический сигнал на 4Y5, чтобы отрегулировать открытие пропорционального сервоклапана (III-1) и медленно закрыть его, чтобы замедлить подъем и достичь верхней мертвой точки.
Фаза 8:
Когда плунжер достигает верхней мертвой точки, 1Y1 теряет питание, и плунжер прекращает движение, завершая полный ход станка.
Синхронная сервосистема листогибочного станка управляет плунжером листогибочного станка с ЧПУ, чтобы он всегда оставался параллельным верстаку во время быстрого подхода, рабочего хода, позиционирования конечной точки и возврата.
Если плунжер наклоняется под воздействием различных помех и эксцентрических нагрузок, система определения положения на обоих концах плунжера определяет и передает значение отклонения в компьютер, который регулирует такие параметры, как расход и давление масла, поступающего в масляный цилиндр через пропорциональный сервоклапан, чтобы поддерживать синхронное положение двух поршней, обеспечивая параллельность плунжера с верстаком.