Вы когда-нибудь сталкивались с проблемой создания идеальной резьбы в заготовках? В этой статье раскрываются секреты нарезания резьбы - важнейшего процесса в механической обработке. Узнайте, как повысить производительность метчиков, выбрать правильные инструменты и решить распространенные проблемы. Будьте готовы повысить свои навыки нарезания резьбы и добиться безупречных результатов!
Метчики - это инструменты, используемые для создания различных средних и мелких внутренних резьб. Они имеют простую конструкцию и удобны в использовании. Их можно использовать как вручную, так и на станках, благодаря чему они широко применяются в производстве.
Затрудняетесь с постукиванием в процессе обработки? Не волнуйтесь! Сегодня я поделюсь с вами несколькими советами, которые помогут вам глубже понять суть простукивания.
Что такое тейпирование?
Нарезание резьбы - это процесс нарезания внутренней резьбы внутри отверстия в заготовке с помощью метчика.
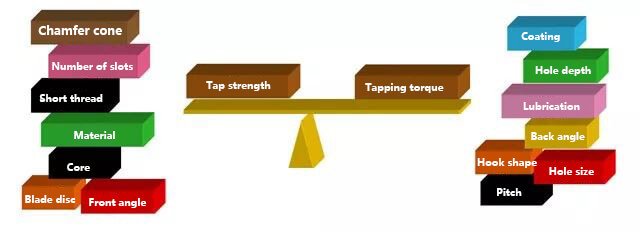
1) К факторам, определяющим производительность крана, относятся:
Материал заготовки, скорость резания, материал режущей кромки, держатель инструмента, форма метчика, размер отверстия, держатель резьбонарезного инструмента, смазочно-охлаждающая жидкость и глубину отверстия.
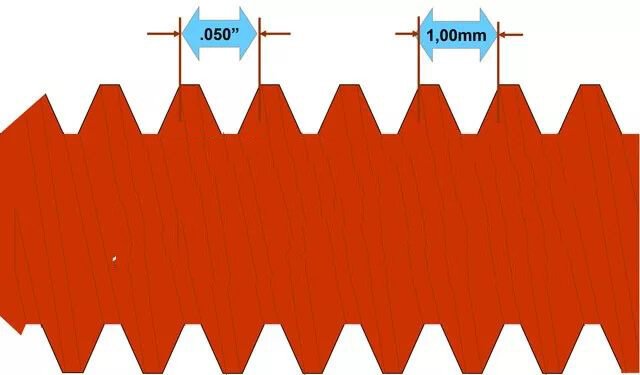
2) Питч:
Осевое расстояние между двумя соседними зубьями на резьбе соответствует двум точкам на линии диаметра шага.
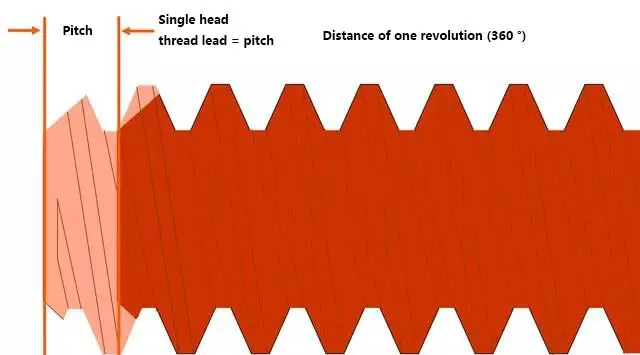
3) Свинец:
Осевое расстояние между соответствующими точками двух соседних зубьев на одной спирали называется шагом и обозначается кодом.
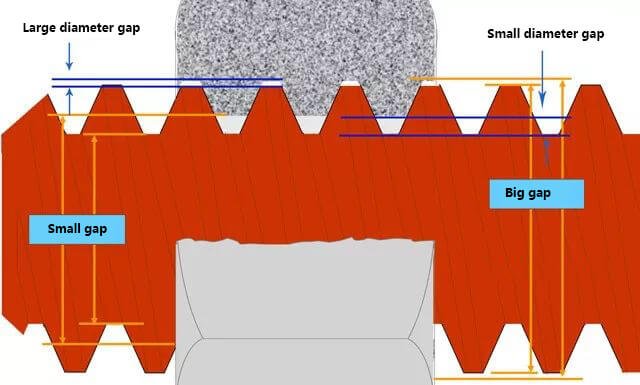
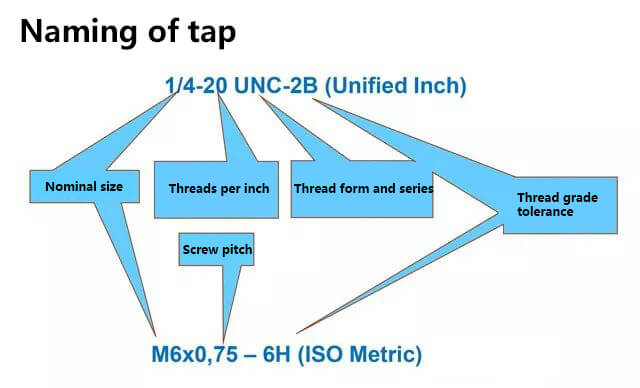
4) Номинальный диаметр резьбы:
Номинальный диаметр трубной резьбы - это внутренний диаметр проходной трубы (измеряется в дюймах), а номинальный диаметр других резьб - это основной диаметр резьбы (измеряется в метрических единицах).
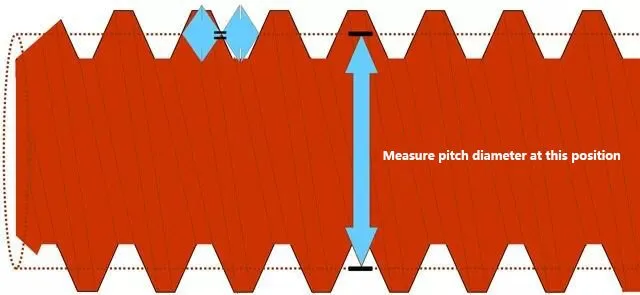
5) Диаметр шага резьбы:
Диаметр питча - самый важный аспект, поскольку он определяет посадку и прочность всех резьбовых узлов. Он расположен на линии питча, и ширина зуба в этой точке равна ширине соседнего паза.
Назначение нитей
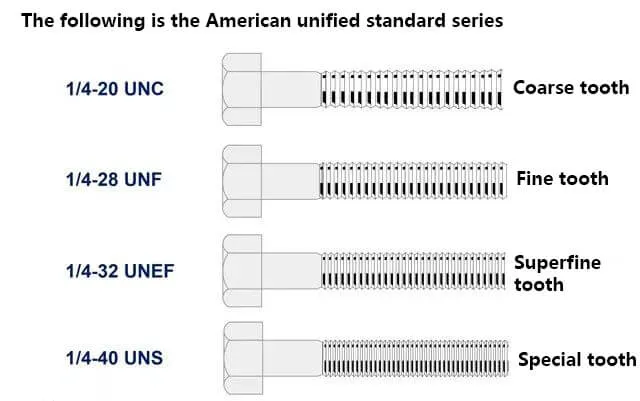
Английская нить: Английская нить - это тип размера нити, обозначаемый в английской системе. Она была разработана совместно Соединенными Штатами, Великобританией и Канадой для создания единой системы.
Метрическая резьба: Метрическая резьба - это тип резьбы, разработанный в соответствии с системой ISO (Международная организация по стандартизации). Она является мировым стандартом для метрическая резьба.
Проектирование высокопроизводительной резьбы
1) Идеальное применение
В процессе нарезания резьбы необходимо учитывать несколько факторов, включая конструкцию заготовки, конструкцию метчика и его предполагаемое применение. Цель состоит в том, чтобы минимизировать силу резания и максимизировать прочность метчика.
2) Варианты баланса: необходимо рассмотреть все аспекты приложения
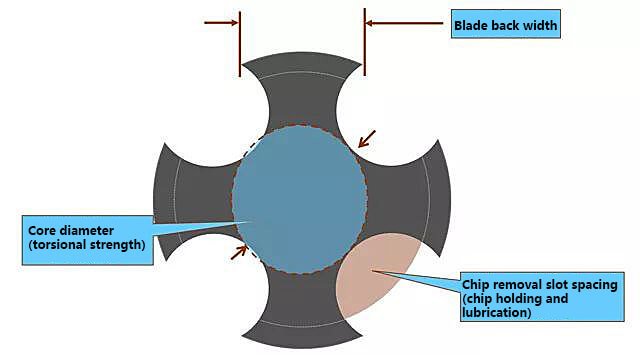
3) Ключевые моменты конструкции крана
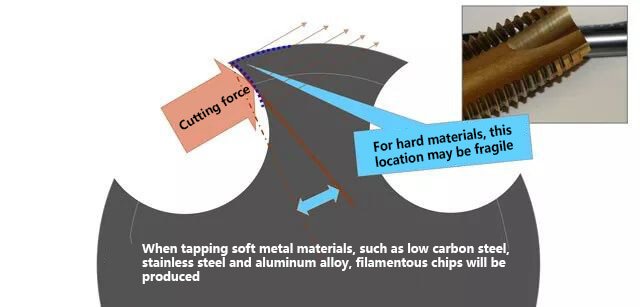
(1) Для более мягких и вязких материалов, дающих длинную стружку, метчик должен иметь простую конструкцию, большой передний угол и угол крюка, большой задний угол, а также меры по предотвращению образования пустот. Он также должен быть рассчитан на легкое резание, иметь тенденцию к разрушению по краям, хрупкую общую конструкцию и большое пространство для удержания стружки.
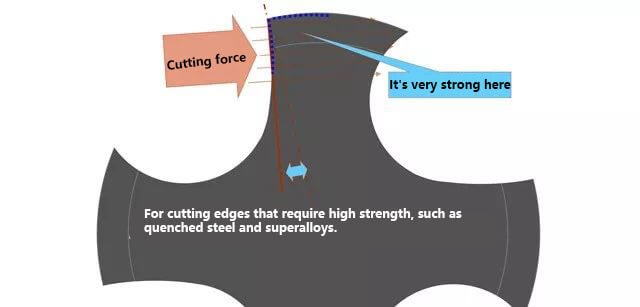
(2) Для более твердых материалов метчик должен иметь сверхпрочную конструкцию, небольшой передний угол и угол крюка, небольшой задний угол и угол лопаты, а также выдерживать высокое давление резания. Кроме того, он должен иметь прочную кромку для уменьшения разрушения кромки, большое поперечное сечение и ограниченное пространство для удержания стружки.
(3) При проектировании ответвителя необходимо учитывать такие факторы, как тип канавки ответвителя, материал, из которого изготовлен инструмент, и упрочняющую обработку поверхности. Эти конструктивные особенности должны быть сбалансированы, чтобы обеспечить надлежащее резание, контроль стружки, смазку и прочность при кручении.
При резке важно остановиться на середине реза и изменить направление отверстия, сохраняя при этом резание в канавке. Это представляет собой самую большую проблему при нарезании резьбы и проектировании метчиков в металлообработке.
Форма крана
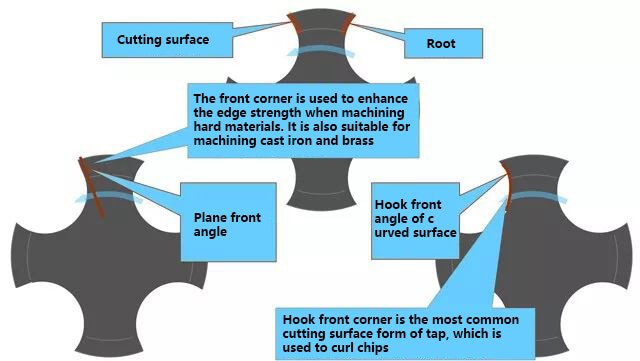
1) Тип режущей поверхности крана
① Правильный выбор позитивного крюкового крана
② Правильный выбор крана с малым или отрицательным углом наклона крюка
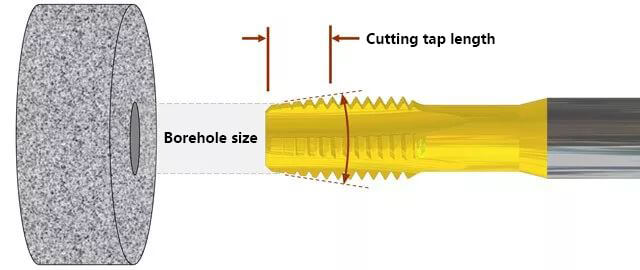
2) Режущий кран
Срок службы метчика может быть значительно увеличен с каждым дополнительным режущим зубом. Испытания показали, что срок службы инструмента может быть удвоен для каждой половины резьбы режущего зуба.
В отличие от других инструментов, нагрузка на стружку при использовании метчика может изменяться только за счет количества пазов для удаления стружки и длины режущего метчика.
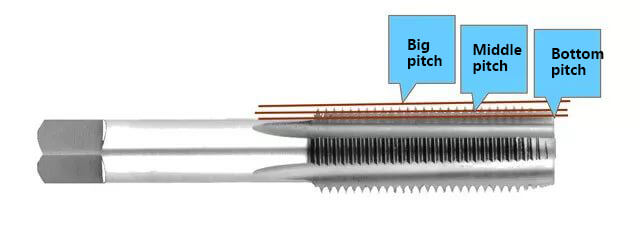
3) Перевернутый кран:
Как и все остальные инструменты, кран также слегка перевернут.
4) Верните лопату на место
Преимущества использования обратной лопаты для резьбы заключаются в меньшем нагреве метчика и меньшем накоплении пластика на обратной стороне заготовки, что помогает уменьшить накопление стружки на резьбе.
К недостаткам использования нитяной спинки лопаты можно отнести хрупкость и разрушение режущей кромки, недостаточную жесткость главного вала и зажим (включая плавающую рукоятку инструмента), а также возможность попадания мелкой стружки при обратном вращении, что приводит к разрушению режущей кромки.
5) Допуск на метчик
Каждый кран имеет свой уникальный диаметр шага.
Метчики с допуском H или D (в основном американские метчики) указывают размер резьбы метчика через допуск H/D. Буква указывает, больше (H = имперский, D = метрический) или меньше (L = имперский, DU = метрический) основной диаметр шага. Фактический размер ответвления выражается по отношению к основному диаметру шага, например H2, D3, L1 или DU2.
На метчиках также часто указывается класс резьбы. Например, общая серия метчиков HP указывает на то, что метчик соответствует классу резьбы детали. Метчик класса 3B подходит для детали класса 2B, а метчик с маркировкой "X" означает, что он имеет большой допуск и используется для прецизионных метчиков, гальванических или термообработанных деталей, а также материалов с памятью, близкой к упругой.
Для нарезания резьбы с гальваническим покрытием необходимо выбрать метчик с большим классом допуска для внутренней резьбы. Больший диаметр шага приведет к несколько большему размеру резьбы, а увеличение после нанесения гальванического покрытия вернет размер резьбы к заданному значению.
Обработка крана резанием
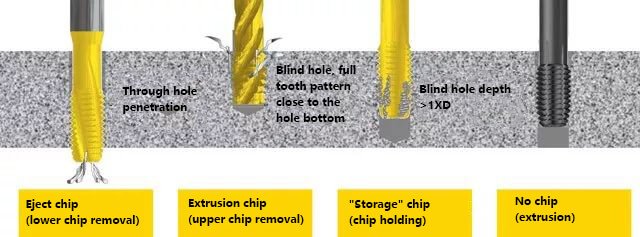
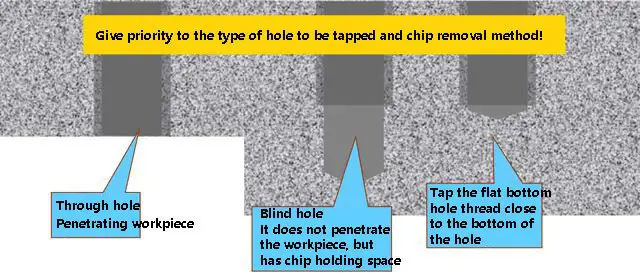
1) Тип отверстия и обработка стружки
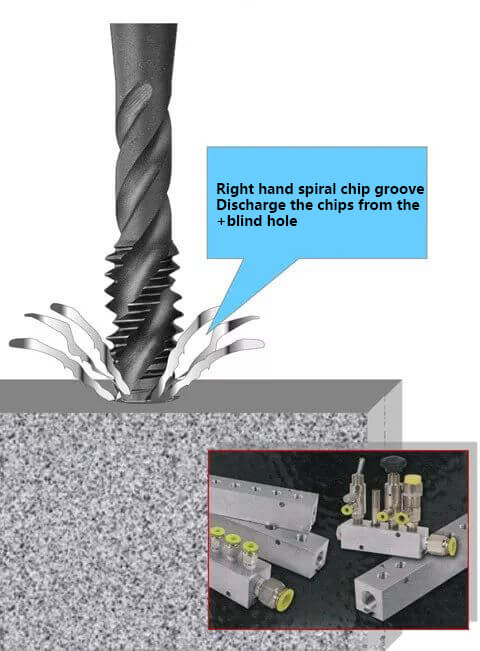
2) Экструзионная резка, спиральный щелевой кран для удаления стружки:
Спиральный пазовый метчик для удаления стружки лучше всего подходит для обработки глухих и глубоких отверстий. Рекомендуется использовать материалы, образующие липкую стружку, что делает его идеальным для прерывистого резания.
Конусный сердечник спирального пазового метчика для удаления стружки очень тонкий, поэтому он является наиболее уязвимой частью конструкции метчика. Чтобы избежать поломки, скорость должна быть на 30% - 40% ниже, чем у прямого пазового метчика для удаления стружки.
3) Вытяните резку
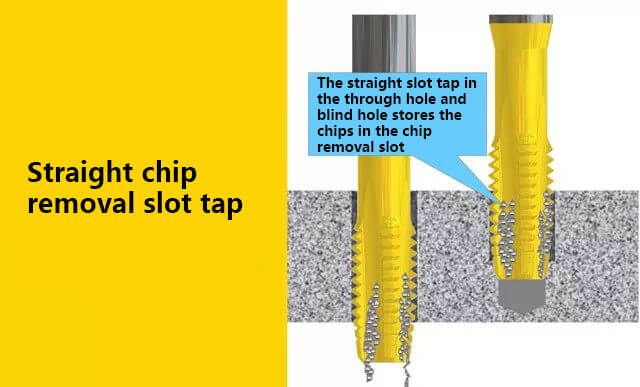
4) Прямой пазовый метчик для удаления стружки:
Для материалов, склонных к разрушению стружки, таких как латунь, чугун или закаленная сталь, рекомендуется использовать метчик с высокой прочностью. Для удаления стружки из канавки для удаления стружки обычно требуется охлаждающая жидкость или газ.
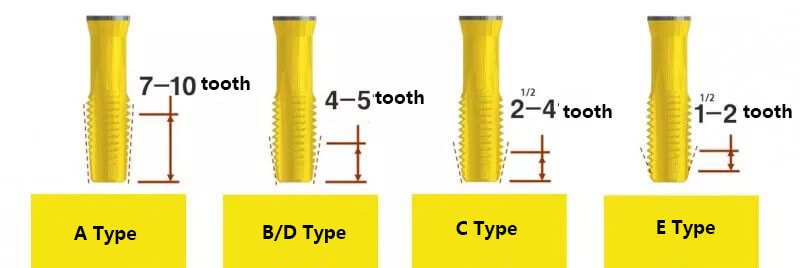
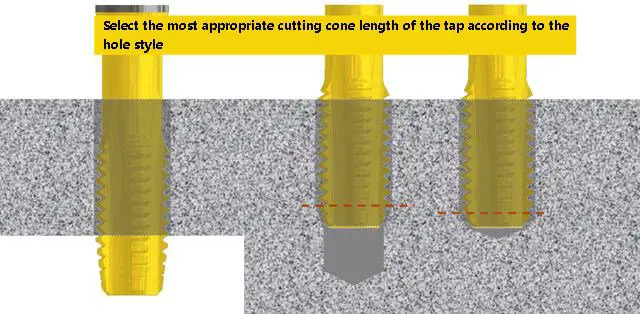
Метчики могут иметь различные формы нарезки, в том числе:
Конус (форма A) "A" - начальный отвод
Пробка (формы B и D) "B/D" - средний кран
(Форма C) "C" - полуплоское дно или модифицированное плоское дно
(Форма E) "E" - плоское дно
5) Экструзионный кран:
Особенностью обработки является отсутствие сколов в сквозном или глухом отверстии.
6) Сравнение между режущим и экструзионным краном
7) Влияние размера нижнего отверстия на экструзионную нить
Покрытие крана
1) Преимущества покрытия
① Обработка поверхности: Улучшает внешний вид метчиков из быстрорежущей стали без изменения их размера.
② Увеличенный срок службы метчика: Обеспечивает высокую износостойкость, снижает трение и потребление энергии, уменьшает разрушение и поломку лезвия, а также немного повышает твердость поверхности.
③ Улучшает качество поверхности и точность размеров винтовых отверстий: Поддерживает остроту режущей кромки благодаря смазывающему эффекту, уменьшает нагрузку и царапины, а также минимизирует образование стружки.
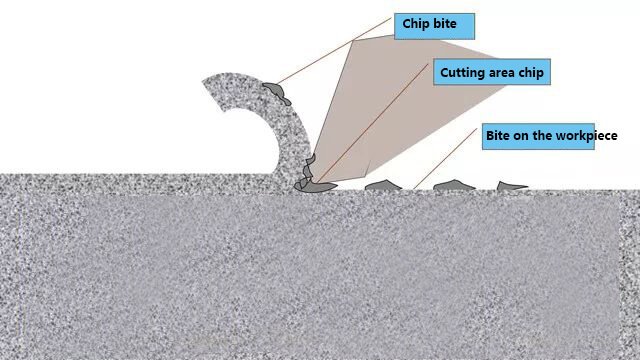
2) Что такое опухоль чипа?
Материал заготовки сваривается или откусывается по кромке стружки.
В начале резки образуется скопление стружки, которое растет в течение всего процесса резки.
При сильном накоплении стружки давление резания приводит к ее разрушению, и фрагменты впиваются в заготовку, что приводит к плохой обработке и отклонению от требуемого размера.
Когда стружка скапливается, частицы материала инструмента разрушаются, что приводит к износу инструмента.
3) Традиционная обработка поверхности
Окислительная обработка:
Увеличение скорости резки на 5% - 10%
Контролируемое окисление (ржавчина!)
Черный
Пористость окисления удерживает смазочно-охлаждающую жидкость на поверхности инструмента
Применимо к материалам из черных металлов (на основе железа), не применимо к титану, латуни, алюминию, композитным материалам, меди, цинку или пластмассам
Он эффективно используется в черных и цветных материалах, включая алюминиевый сплав и титановый сплав
Скорость резки увеличилась более чем на 50%
Ключ к успеху при простукивании
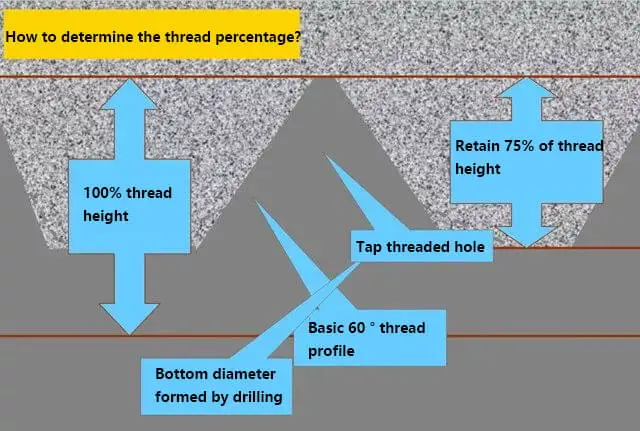
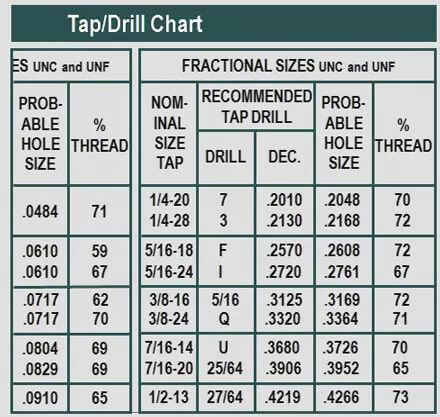
1) Определите процентное содержание нити
Размер просверленного отверстия определяет процентное соотношение диаметра дна резьбы и ее высоты.
Чем больше диаметр используемого сверла, тем меньше соотношение высоты резьбы.
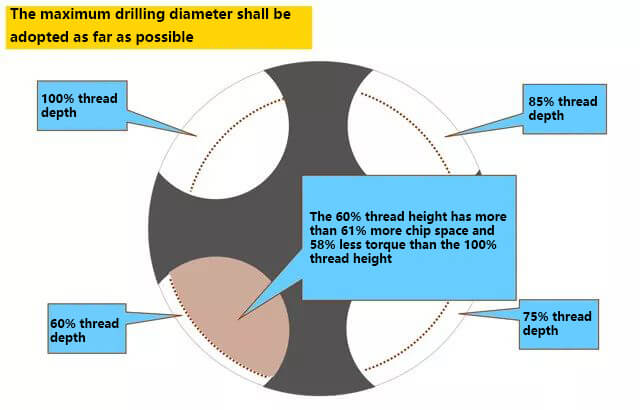
2) Выбор размера нижнего отверстия
Как правило, предпочтительным является соотношение высоты нити от 65% до 70%.
Хотя прочность резьбы высотой 83% всего на 2% выше, чем у высоты 65%, крутящий момент при нарезании резьбы увеличивается более чем в два раза.
3) Часто задаваемые вопросы
① Причины срезания верхней части крана
Ручная отводка: ручная подача не согласована, подача происходит слишком быстро или слишком медленно.
Нарезание резьбы на станке: асинхронный цикл нарезания резьбы запрограммирован неправильно.
Станок с ведущим винтом: Люфт, вызванный изношенным ведущим винтом или ослаблением регулировочной гайки ведущего винта.
Машина с кулачковой подачей: Неправильный или изношенный профиль кулачка.
Пневматические или гидравлические станки: Неконтролируемое давление, либо слишком высокое, либо слишком низкое.
Станок с зубчатой подачей: Люфт, вызванный неправильной регулировкой или износом шестерен.
② Решение проблемы срезания верхней части крана
Для получения наиболее точной резьбы скорость подачи должна быть синхронизирована со скоростью вращения шпинделя.
Скорость подачи и вращение шпинделя должны соответствовать шагу резьбы.
6) Преимущества синхронного нарезания резьбы на станках с ЧПУ:
Контроль глубины резьбы, постоянный размер между отверстиями, исключение срезания крыши и повторное нарезание резьбы при необходимости являются важными факторами при нарезании резьбы.
Вопрос: Если станок с ЧПУ Запрограммированный цикл нарезания резьбы G84 выполняется вручную, означает ли это, что можно выполнять жесткое нарезание резьбы?
Ответ: Нет! Многие Станки с ЧПУ имеют фиксированную программу нарезания резьбы со скоростью подачи в виде сверления. Эти программы не могут быть синхронизированы со шпинделем.
Осторожно! В данных станка должно быть указано, имеет ли станок возможность "синхронного" или "жесткого" нарезания резьбы.
7) Выбор рукоятки инструмента
Для асинхронного прослушивания:
Станок с ЧПУ с фиксированным циклом нарезания резьбы
Кулачковый, зубчатый, пневматический или гидравлический механизм подачи
Для синхронного отвода:
В случае переразмеренных или недоразмеренных резьб
8) Обслуживание рукоятки инструмента
Правильное обслуживание держателя инструмента имеет решающее значение для получения высококачественной резьбы и продления срока службы метчиков.
Внутренний механизм должен быть очищен от стружки и мусора.
Регулярно смазывайте, чтобы обеспечить плавное движение деталей и предотвратить появление ржавчины.
Часто проверяйте рукоятку инструмента, особенно при использовании водорастворимых охлаждающих жидкостей.
Устранение неполадок
1) Излишняя резьба
Настройка ЧПУ
При нарезании резьбы на станках с ЧПУ без жесткого цикла нарезания:
Запрограммируйте скорость подачи на 95% - 98% обратного хода крана.
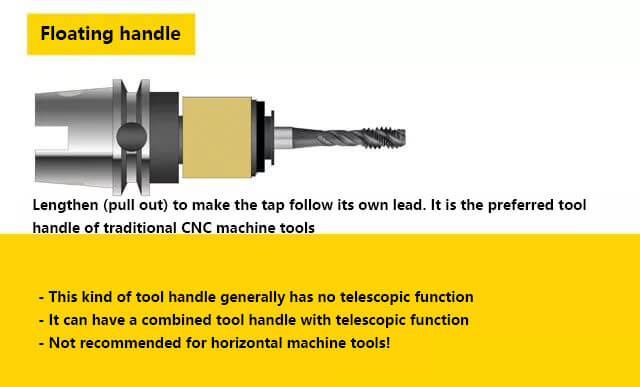
Используйте только удлиненные ручки для инструментов или телескопические ручки для инструментов с компрессионным фиксатором.
При нарезании резьбы на станках с ЧПУ с жестким циклом нарезания:
РПН запрограммирован на скорость подачи 100%.
Используйте интегральный или синхронный хвостовик.
Если во время заправки превышен предел резьбового калибра:
Перепрограммируйте и выполните процедуру "нежесткий".
Рассмотрите возможность использования быстросменных фитингов, чтобы минимизировать "плавание".
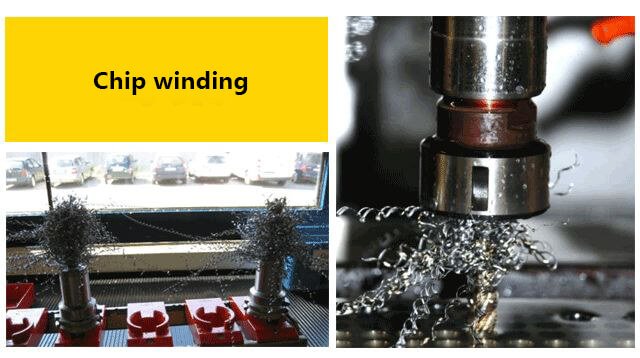
2) Намотка чипов
Изменение формы крана
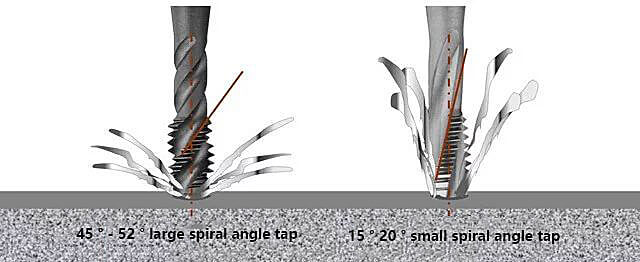
→ прямой паз
→ меньший угол спирали
Укоротить режущий кран
Изменение формы переднего угла
Увеличьте количество слотов
Скорость изменения
Меньший крючок
В случае жесткой привязи увеличьте цикл клевания
Рассмотрим экструзионный кран
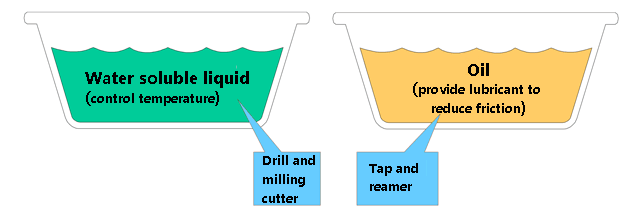
3) Выбор смазки
Цель смазки при нарезании резьбы - уменьшить трение.
Поэтому для нарезания резьбы обычно используются смазочные материалы, а не охлаждающие жидкости.
Если используется охлаждающая жидкость, добавьте присадки EP (сверхвысокого давления) или HP (высокого давления).
РПН имеет фиксированную, большую скорость подачи, которая регулируется шагом РПН, в то время как бурение Подача может регулироваться для контроля нагрузки.
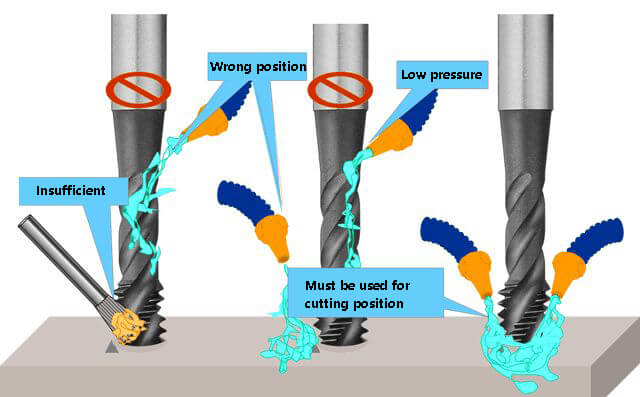
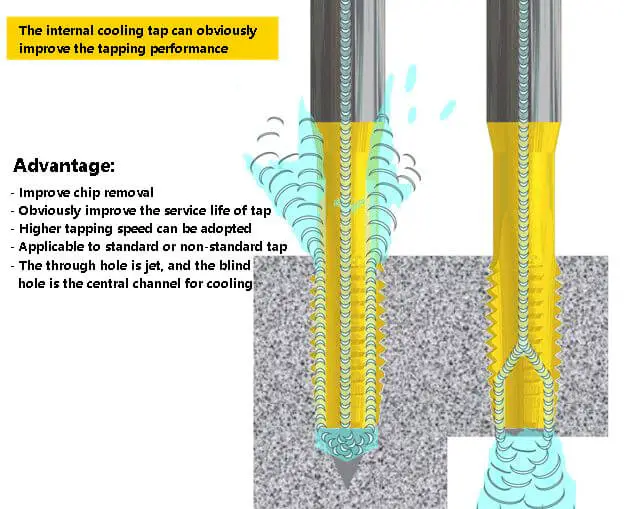
4) Применение охлаждающей жидкости
Основа для выбора крана
Прежде чем выбрать кран, необходимо понять, что он из себя представляет:
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель компании MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Представьте себе, что точность станков можно раскрыть с помощью простой стеклянной поверхности. Линейные решетчатые шкалы именно так и поступают, преобразуя тонкие линии в высокоточные измерения. В этой статье рассматривается, как эти...
Вы когда-нибудь задумывались, как сглаживаются острые края металлических деталей? Этот процесс, известный как снятие фаски, превращает опасные зазубренные углы в более безопасные угловатые поверхности. В этой статье вы...
Вы когда-нибудь задумывались о том, какие марки подшипников являются лучшими в мире? В этой статье мы рассмотрим ведущих производителей подшипников, известных своим исключительным качеством, инновациями и...
Вы когда-нибудь задумывались о том, кто питает мир за кулисами? В этой статье мы подробно рассмотрим ведущих производителей генераторов, которые обеспечивают...
Вы начинающий инженер-механик, желающий добиться успеха в своей области? В этой статье мы рассмотрим 10 лучших программ для проектирования машиностроения, которые помогут вам повысить...
Вы когда-нибудь задумывались, как обеспечивается целостность приваренных гаек и винтов в вашем автомобиле? В этой статье рассказывается о тщательном процессе проверок и инспекций качества, благодаря которым ваш автомобиль...
Вы когда-нибудь задумывались, что помогает электродвигателю работать без перегрева? Понимание безопасных рабочих температур для электродвигателей имеет решающее значение для их долговечности и производительности. В этой статье...
Задумывались ли вы когда-нибудь об увлекательном мире литья? Этот древний, но постоянно развивающийся производственный процесс формирует нашу повседневную жизнь бесчисленными способами. В этой статье мы рассмотрим...
Вы когда-нибудь задумывались о том, как плавно работают шестеренки в вашем автомобиле или самолете? В этой статье мы расскажем о ведущих производителях шестеренок, которые формируют будущее машиностроения. Вы узнаете...