Станок для формовки фланцев TDF: Руководство по эксплуатации
Вы когда-нибудь задумывались, как воздуховоды изготавливаются с точностью и эффективностью? Вам поможет фланцевая формовочная машина TDF. В этой статье мы расскажем вам о работе станка и его возможностях, в том числе о производстве фланцев для воздуховодов, необходимых для систем отопления, вентиляции и кондиционирования воздуха. Узнайте, как настроить, эксплуатировать и обслуживать этот мощный инструмент, обеспечивая высочайшую производительность и безопасность ваших проектов. Откройте для себя технические детали и практические советы, чтобы максимально использовать потенциал вашего станка.
Машина для формирования фланцев TDF в основном используется для производства квадратных и прямоугольных воздуховодов и самодельных полуфабрикатов фланцев TDF. Он также может быть использован для создания готовых воздуховодов, если объединить его с линией производства воздуховодов, ножницами, фальцеосадочной машиной, замковой машиной и машиной для кодирования углов.
Наша компания предлагает два типа машин для формирования фланцев TDF: T12 и T15. Толщина формируемой железной пластины варьируется от 0,5 до 1,5 мм. Эти станки идеально подходят для изготовления на месте вентиляционных вытяжных каналов в таких отраслях, как горнодобывающая промышленность, гостиницы, торговые центры и строительство, благодаря своим компактным размерам, легкости конструкции, простоте перемещения, возможности регулировки, простоте эксплуатации и надежности.
Компоненты машины для формирования фланцев TDF: Машина состоит из стойки, компонента передачи, компонента формирования фланца, компонента формирования крюка и силового компонента (двигатель и редуктор).
Габаритные размеры: Длина станка составляет 2700 мм, ширина - 700 мм, высота - 1100 мм.
Вес: Машина весит около 850 кг.
Модель редуктора: В машине используется редуктор RV110 с передаточным числом 25-30.
Мощность двигателя: Мощность двигателя составляет 3 кВт.
Применяемый материал: Станок предназначен для работы с обычными оцинкованными листами толщиной от 0,6 мм до 1,2 мм.
Скорость работы: В среднем машина работает со скоростью около 14 метров в минуту.
Ограничение по длине: Длина материала, который может быть обработан машиной, не ограничена.
Точность продукции: Погрешность размера не превышает ±0,6 мм, а погрешность угла не превышает ±2 градуса.
Модель и технические параметры
Таблица 1:
Модель
Двигатель
(KW)
Толщина пластины
(мм)
Форма
размер "a"
(mm)
Вес
(кг)
Размер
(L.W.H)
T-12
3
0.5-1.2
35±0.5
850
2700×700×1100
Таблица 2
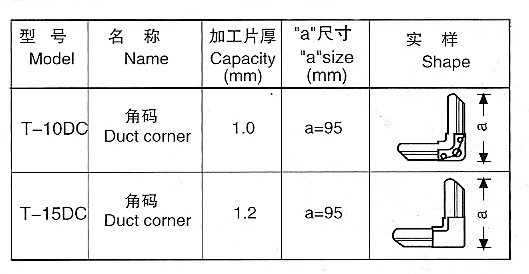
Уголок воздуховода обрабатывается с помощью пары угловых форм, одна из которых предназначена для резки, а другая - для прессования. Процесс выполняется с помощью пуансона 40T, хотя для обработки углов воздуховодов типа T-10 DC можно использовать и пуансон 25T.
Что касается кода крючка размер резкиШирина 60 мм, толщина 1,0 мм. Машина оснащена барабаном стригальная машинаЭто избавляет от необходимости отдельной резки.
Рабочее состояние
Максимальная высота не должна превышать 2000 метров.
Температура окружающей среды должна быть в диапазоне от -10°C до +40°C.
При температуре +40°C относительная влажность воздуха не должна превышать 50%. При температуре +25°C относительная влажность воздуха не должна превышать 90%.
Атмосферные условия не должны содержать опасных веществ, способных вызвать взрыв, а также газов или токопроводящей пыли, которые могут вызвать коррозию металла или повреждение изоляционных газов.
Требования к мощности следующие: напряжение должно быть в пределах 342-418 В, а напряжение небаланса трехфазной мощности должно контролироваться в диапазоне, где отрицательная и нулевая последовательности не превышают 2% последовательности. Частота должна быть в пределах 49,5-50,5.
Конфигурация и структура
Формовочный станок T12 TDF состоит из верстака, секции передачи и секции формовки. Габаритные размеры показаны на прилагаемом рисунке (рис. 1).
Стойка и верстак станка для формирования фланцев TDF
Стойка представляет собой сварную оболочку из швеллера 8# национального стандарта, которая отличается прочностью и надежностью. Вся секция передачи, секция формирования и редуктор установлены на корпусе. Конец боковой пластины крепится к панели стола с помощью горизонтальной регулировочной пластины на панели.
Часть трансмиссии
Весь система передачи состоит из турбинного блока, который приводится в движение турбинным редуктором с передаточным отношением 30:1 (или другими соотношениями), работающим от двигателя национального стандарта мощностью 3 кВт. Редуктор через звездочки и цепь приводит в движение два приводных вала, а шестерни приводных валов - транзитный вал. Движение всей системы осуществляется с помощью нескольких транзитных зубчатых колес.
Обе стороны формующих компонентов состоят из 14 роликов, причем одна сторона формирует фланцы, а другая - крюки. Формовочные ролики изготовлены из подшипниковой стали GCr15, прошедшей термическую обработку в соляной ванне и финишную обработку, что делает их долговечными.
Валы и шестерни проходят термообработку для обеспечения их работоспособности и долговечности. Каждый хвостовик оснащен регулируемым устройством для обеспечения выравнивания фланца в соответствии с требуемыми спецификациями.
Боковая пластина изготавливается из кованой стали и проходит финишную обработку. Машина для формовки фланцев TDF имеет 14 групп формовочных валов, каждая из которых оснащена приводным механизмом и левым и правым роликами. Левая сторона состоит из группы крюковых роликов, а правая сторона содержит группу фланцевых роликов. Кроме того, правая сторона фланцевого формовочного компонента оснащена колесом для удержания резинового материала и подающей машиной для обеспечения стабильности в процессе формования и выпуска квалифицированной продукции.
Вопросы требуют внимания
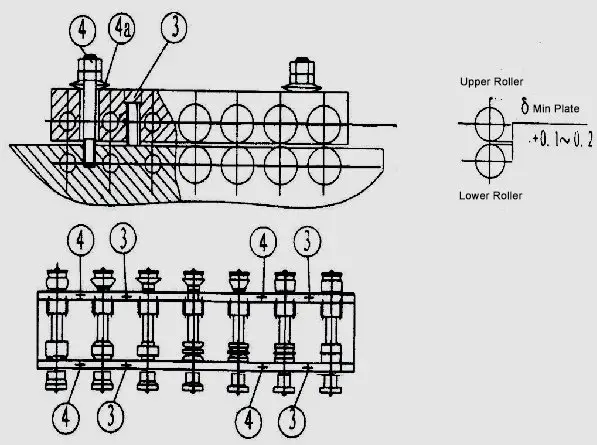
На верхней боковой плите машины для формирования фланцев TDF расположены двойные торцевые шпильки ④ и тарельчатые пружины, которые позволяют автоматически регулировать зазор между верхним и нижним роликами в зависимости от толщины проката. Например, на машине T-12 толщина листа составляет 0,6-1,2 мм.
Все новые фланцевые машины проходят регулировку и соответствуют требованиям перед тем, как покинуть завод. При необходимости необходимо отрегулировать только подающую пластину. Четыре шпильки ③ и ④ не должны легко регулироваться или перемещаться.
Подъем и установка машины для формирования фланцев TDF
Убедитесь, что во время транспортировки не потеряны или пропущены какие-либо компоненты. Перед установкой внимательно осмотрите все необходимые детали, чтобы убедиться в их целостности и отсутствии повреждений.
Перед подъемом машины тщательно проверьте подъемное устройство, чтобы убедиться, что оно соответствует требованиям. В процессе подъема используйте не менее двух строп одинаковой длины. Держите точку подъемного крюка в центральном положении и поддерживайте хороший центр тяжести, чтобы машина не потеряла равновесие и не перевернулась. При разгрузке медленно поставьте машину на ровную площадку так, чтобы четыре ноги сначала касались земли и не болтались в воздухе. При необходимости используйте носилки. Не наклоняйте машину и не ставьте ее под углом, так как это может привести к деформации и нарушить ее работу.
Машина должна быть установлена на ровной, прочной площадке.
Подберите подходящий источник питания (с соответствующим напряжением, фазой, частотой и т.д.) и заземляющий провод в соответствии с требованиями. Установите электрическую систему в соответствии со стандартным цветовым кодом.
При необходимости заполните машину смазкой или маслом.
Тщательно проверьте каждую деталь, включая натяжную цепь, натяжение приводного ремня, защиту от утечек и крепёжные болтыУбедитесь, что все детали находятся в хорошем состоянии.
Работа на холостом ходу в течение нескольких минут для проверки условий работы машины
Проверьте направление движения машины для формирования фланцев TDF и отрегулируйте его, если оно неправильное.
Осмотрите все крепежные элементы и затяните все ослабленные, чтобы исключить угрозу безопасности.
Внимательно прислушайтесь, нет ли ненормальных звуков.
Нанесите смазочное масло или консистентную смазку на все подшипники, шестерни, трансмиссионные валыи винты.
Проверьте безопасность и надежность электрической системы.
Убедитесь, что защитный экран надежен и безопасен.
Использование вспомогательной подающей тележки зависит от ширины плиты и фланца.
Если длина листа не превышает 180 мм, необходимо использовать подающую тележку. Лист помещается на тележку, фиксируется двумя зажимами и толкается вперед рабочими в процессе прокатки.
Если длина пластины превышает 180 мм, тележку можно демонтировать с боковой стороны и хранить в подходящем месте.
При первом использовании измерьте и оцените результаты. Если зазор с обеих сторон неравномерен, отрегулируйте положение стопорной пластины и параллельность между направляющей пластиной материала и направлением подачи.
Если большой прямой угол фланца превышает 90°, опустите прижимное резиновое колесо, чтобы увеличить силу прижима. Если фланец изогнут вверх или вниз, отрегулируйте колесо регулировки формы соответствующим образом.
Обратите внимание, что эта машина предназначена для формовки путем фальцовки и не должна использоваться в качестве литейно-прокатного стана.
Поэтому необходим определенный зазор (примерно толщина листа плюс 0,1-0,2 мм) между верхним, средним и нижним роликами, зазор был отрегулирован до выхода с завода, пользователи не должны произвольно поворачивать винты с потайной головкой ③ крепежный болт ④ и тарельчатую пружину (см. рис. 2 и 5)
Рис.5
Если зазор между роликами изменяется из-за ослабления гаек болтов ③ и винтов ④ или по другим причинам, отрегулируйте его следующим образом:
Ослабьте все гайки ④ и положите пластину такой же толщины, как зазор между роликами. Регулируйте винт ③ до тех пор, пока зазоры между четырьмя боковыми роликами не станут почти одинаковыми. Затем затяните гайку ④ [δ=Мин. толщина пластины + 0,1-0,2]. Если вам нужен минимальный зазор между пластинами, допустимо оставить небольшой зазор.
Регулировка формы костей
Чтобы разместить листы разной ширины или толщины, ослабьте винты на направляющей пластине и переместите ее в направлении, параллельном пазу. Затем затяните направляющую пластину.
Если во время производства фланцев листы тонкие и размер крючка со стороны фланца недостаточен, отрегулируйте подающую пластину со стороны фланца немного в направлении внутрь.
Техника безопасности
Фланцевый станок TDF должен обслуживать профессиональный оператор, хорошо знакомый с устройством и работой станка и прошедший соответствующее обучение. Оператор должен строго следовать правилам техники безопасности. Если в работе задействовано несколько операторов, руководить производством должен профессионал.
Регулярно проверяйте машину для формирования фланцев TDF, включая ее состояние, сопротивление заземления и защиту от утечек, чтобы убедиться, что все цепи и электрические компоненты находятся в безопасном рабочем состоянии.
Перед проведением технического обслуживания или осмотра необходимо отключить питание, вынуть и заблокировать ключ.
Напряжение питания не должно превышать номинальное напряжение более чем на 10%, чтобы предотвратить разрушение электрической изоляции.
Запрещается производить ремонт или регулировку во время работы машины.
Запрещается прикасаться руками к вращающимся роликам, цепям и шестеренкам.
При появлении любых ненормальных звуков или запахов немедленно остановите машину и устраните неисправность.
Защитный кожух машины должен быть целым. Неполностью собранная машина не может быть запущена в производство.
Обслуживание и уход за машиной
Перед выполнением технического обслуживания машины обслуживающий персонал должен знать ее характеристики, спецификации, меры безопасности, положения и функции механизмов, механические, электрические и передаточные теории, а также взаимосвязь между порядком и последовательностью действий и рабочими процедурами.
Смазку или масло следует добавлять перед каждой сменой в соответствии с требованиями к смазке.
Запрещается формировать листы со сварочными шрамами, заусенцами или слишком толстые листы.
Для защиты двигателя, электрических и управляющих компонентов от ударов, влаги и пыли следует принять меры. В сезон дождей, если машина не использовалась в течение длительного периода времени (более одного месяца), перед использованием следует проверить и осушить изоляцию двигателя и электрооборудования.
Убедитесь, что все открытые шланги и провода не повреждены.
Следите за чистотой поверхности валика и своевременно удаляйте загрязнения и железные обрезки, чтобы продлить срок службы машины.
Заведите картотеку оборудования и составьте план регулярного технического обслуживания, включая записи и журналы технического обслуживания.
В конце каждой смены убирайте все обрезки, удаляйте железо и пыль, выключайте питание и блокируйте машину.
Вопросы требуют внимания
Фланцевая формовочная машина TDF имеет входное напряжение 380 В, и для обеспечения безопасности входная розетка должна иметь соответствующую линию заземления.
Общие шарикоподшипники машины для формирования фланцев TDF полностью смазаны и обычно не требуют особого ухода. Однако при первом использовании машины нанесите небольшое количество масла на внутреннюю сторону боковой пластины. Необходимо принять меры, чтобы железные опилки не попадали в подшипники и не влияли на их срок службы.
В машине используется открытый привод, поэтому необходимо регулярно наносить смазку на зубья шестерен.
Удаляйте железные обрезки, попадающие на шестеренки и ролики, и при необходимости смазывайте поверхность роликов.
В процессе прокатки, когда заготовки постепенно формируются, запрещается втягивать плиту, когда она достигла пятого ролика. Если необходимо снять материал, ослабьте гайку ④ и поднимите балку ⑥, затем втяните материал. В противном случае машина может быть повреждена.
Для замены принадлежностей укажите модель машины, год и месяц изготовления или покупки, а также заводской номер, указанный на машине или в руководстве пользователя. Затем вы можете получить принадлежности на нашем заводе или у заводских агентов.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Вы когда-нибудь пытались добиться точных изгибов листового металла? В этой статье рассказывается о ручном гибочном станке - универсальном инструменте, необходимом для гибки стали и цветных металлов. Прочитав,...
Вы когда-нибудь задумывались о том, как изготавливаются воздуховоды в вашем доме или офисе? В этой увлекательной статье блога мы расскажем вам об интригующем процессе...
Вы когда-нибудь задумывались о том, как с высокой точностью изготавливаются промышленные вентиляционные каналы? В этом посте мы расскажем о питтсбургском станке Lockformer - чуде в производстве воздуховодов. Вы узнаете о его основных функциях, технических параметрах,...
Принятие решения о выборе подходящего станка для производства воздуховодов в Питтсбурге может оказаться сложной задачей, особенно для новичков. Это руководство упростит процесс, разложив по полочкам такие ключевые моменты, как напряжение,...
Почему в системах отопления, вентиляции и кондиционирования воздуха круглые воздуховоды чаще всего предпочтительнее прямоугольных? Несмотря на традиционное использование прямоугольных воздуховодов, современная техника показывает, что круглые воздуховоды обладают значительными преимуществами. Они...
Представьте, что ваша система кондиционирования вышла из строя в палящий летний день из-за неправильной установки воздуховодов. В этой статье предлагается пошаговое руководство по созданию и установке воздуховодов для кондиционеров большого объема,...
Вы когда-нибудь задумывались о скрытой сети, которая обеспечивает комфорт в вашем доме? В этой увлекательной статье мы погрузимся в мир воздуховодов, изучим их типы, применение и...
Вы когда-нибудь задумывались, почему воздух в вашем доме кажется душным или даже нездоровым? В этой статье рассматривается важнейшая роль вентиляционных систем в поддержании качества воздуха в помещении. Вы...
Хотите освоить машину для зачистки локтей? Это руководство покажет вам, как работать с ним эффективно и безопасно. Вы узнаете об устройстве машины, пошаговом процессе формирования и...













{kind=link}