
Калькулятор и формула силы удара (онлайн и бесплатно)
Вы когда-нибудь задумывались о том, как обеспечить успех проекта штамповки металла? В этой статье мы рассмотрим критические факторы, которые могут сделать или сломать ваш процесс штамповки.....
1. Сплющивание Метод сплющивания (также известный как подшивка) показан на рис. 2-20. Сначала кромка металлического листа сгибается под углом 30° с помощью гибочного штампа с углом 30°. После этого согнутый край сплющивается. Сплющивание может выполняться на прессе, гидравлической машине или листогибочном станке. В [...]

Метод сплющивания (также известный как подшивка) показан на рис. 2-20. Сначала кромка металлического листа сгибается под углом 30° с помощью гибочного штампа с углом 30°. После этого согнутый край сплющивается. Сплющивание может выполняться на прессовое оборудованиеГидравлическая машина или листогибочный станок.
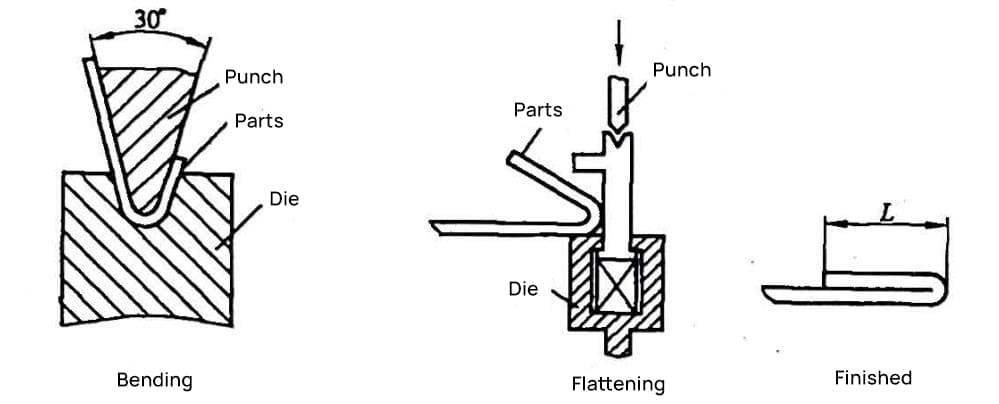
Минимальный размер ширины сплющивания Lмин для гибочного станка можно рассчитать, используя уравнение (2-3) плюс 0,5t (t - толщина материала), как показано в уравнении (2-7):
Lмин = (Bvmin - x) / 2 + f + 1,5t (2-7)
К числу распространенных листовых материалов, пригодных для сплющивания, относится нержавеющая сталь, оцинкованный лист, и алюминиево-цинковая пластина. Не следует использовать детали, требующие гальванического покрытия, так как плоские участки могут вызвать захват кислоты, что затруднит обработку.
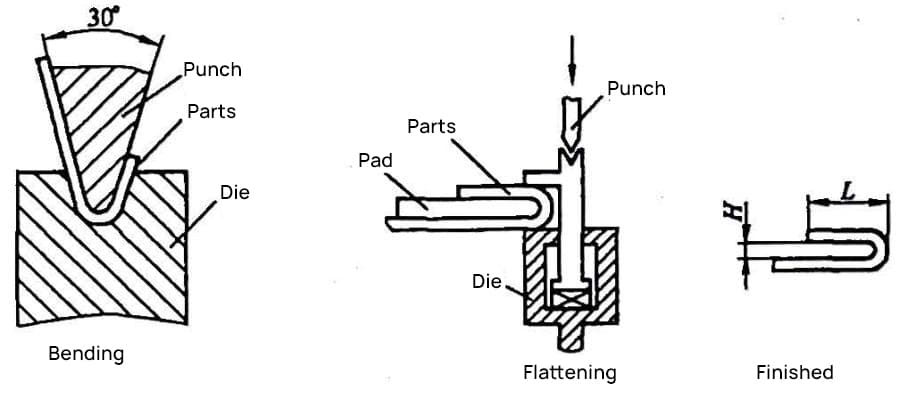
Процесс гибки U-образной детали на 180° показан на рис. 2-21. Сначала согните листовой материал на 30° с помощью инструмента для гибки на 30°, затем сплющите согнутый край и удалите распорку после сплющивания.
Толщина H прокладки должна выбираться из обычных размеров листа (например, 0,5 мм, 0,8 мм, 1,0 мм, 1,2 мм, 1,5 мм, 2,0 мм), и не рекомендуется выбирать слишком большую толщину листа. Если отверстие U-образной детали 180° велико, для гибки следует использовать специальную форму.
Минимальный размер сгибаемого края Lмин ширины изгиба может быть рассчитана с помощью уравнения (2-3) плюс H. Уравнение выглядит следующим образом:
Lмин = (Bvmin - x) / 2 + f + H (2-8)
Тройная фальцовка показана на рис. 2-22. Сначала нужно сделать сгиб на меньшей стороне, показанной на рисунке, затем сформировать U-образную часть, используя ранее упомянутый метод сгибания U-образной части на 180°, и, наконец, сформировать тройную фальцевую подгибку, используя метод сплющивания.
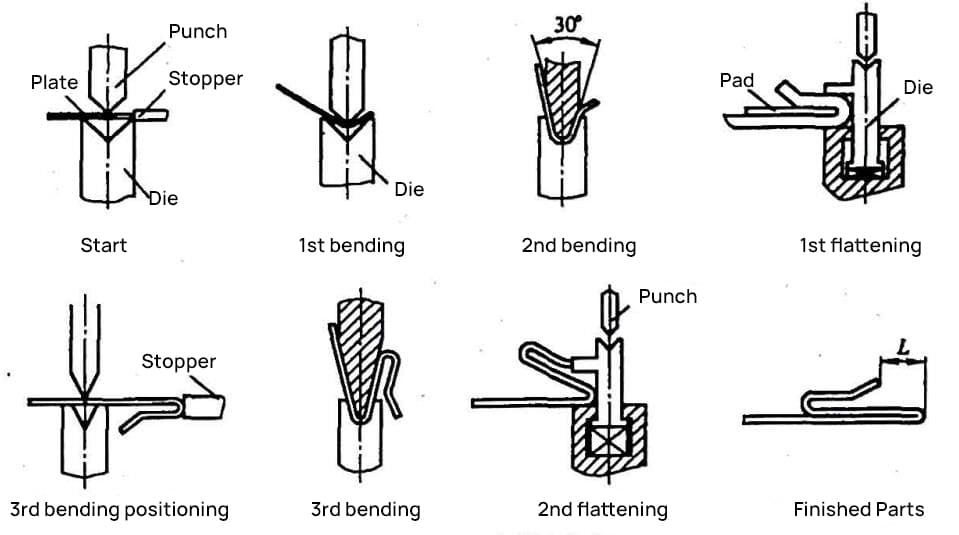
При проектировании и подготовке технологии обработки деталей, требующих тройной фальцовки мертвой кромки, следует обратить внимание на конструктивные размеры всех деталей.
Размеры конструкции должны соответствовать минимальным размерам изгиба, требуемым для каждой ступени, и минимальному размеру ширины Lмин окончательно сплющенного сжатого края, что позволяет избежать ненужной последующей обработки или изготовления специальных приспособлений.
Рекомендуемое значение минимального размера ширины Lмин плоской сжатой кромки приведены в таблице 2-5.
Таблица 2-5 Минимальный размер ширины окончательно расправленного сжатого края для тройной фальцовки (единицы измерения: мм)
| Толщина материала t | 0.5 | 0.6 | 0.8 | 1.0 | 1.2 | 1.5 | 2.0 | 2.5 |
| Минимальный размер сжатой кромки Lмин | 4.0 | 4.0 | 4.0 | 4.0 | 4.5 | 4.5 | 5.0 | 5.0 |
Примечание:

Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.











