1. Введение
В настоящее время мировая экономика переживает спад, и обрабатывающая промышленность сильно пострадала.
Как часть обрабатывающей промышленности, индустрия листового металла сталкивается с острой рыночной конкуренцией в нынешних экономических условиях.
Качество имеет решающее значение для производственных предприятий, чтобы процветать в условиях жесткой конкуренции.
Во многих производство листового металла Гибка - важнейший этап, от которого во многом зависит качество конечного продукта.
Поэтому контроль точности и стабильности гибки имеет большое значение для повышения качества листовой металл части.
2. Формы разрушения деталей
В процессе производства могут возникнуть следующие проблемы:
Когда новый штамп используется для гибки деталей из листового металла на листогибочный прессДетали изначально соответствуют спецификациям, указанным на чертеже.
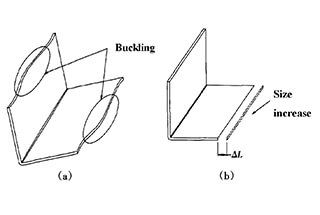
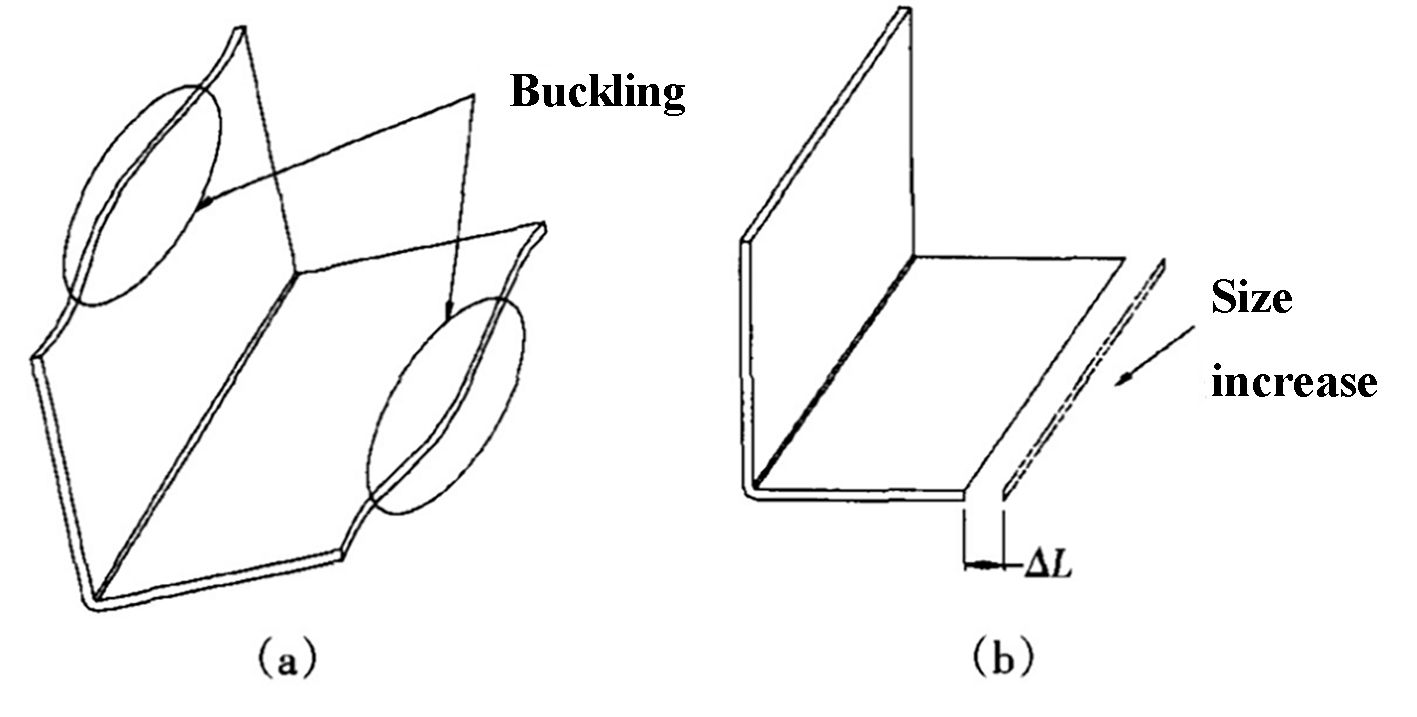
Однако после некоторого периода производства обнаруживается, что детали, согнутые с помощью одного и того же штампа, больше не соответствуют спецификациям, указанным в чертеже. Об этом свидетельствуют две формы, показанные на рис. 1a и рис. 1b.
Рис. 1 Формы разрушения при изгибе
a: Деформация смятия b: Увеличение размера
3. Анализ причин отказов
3.1 Причины износа верхнего штампа
В конечном счете, причина явления, показанного на рис. 1, кроется в износе верхней матрицы. листогибочный пресс.
Верхний штамп типичного листогибочного пресса - это общая пресс-форма, и набор верхних штампов общего назначения может использоваться для гибки различных деталей из листового металла.
Другими словами, верхние штампы листогибочного пресса заменяются реже, а для общей гибки используется одна и та же группа гибочных верхних штампов. На некоторых небольших предприятиях может использоваться одна деталь и листогибочный пресс никогда не меняется.
Любой инструмент или штамп со временем изнашивается, но верхний штамп листогибочного пресса используется очень часто.
Угол R типичного гибочного верхнего штампа невелик, обычно менее 0,5 мм.
В результате во время гибки давление полностью концентрируется на R-уголке верхнего штампа, вызывая высокий уровень напряжения в этой точке, что делает верхний штамп подверженным износу.
3.2. Анализ "Увеличение размера"
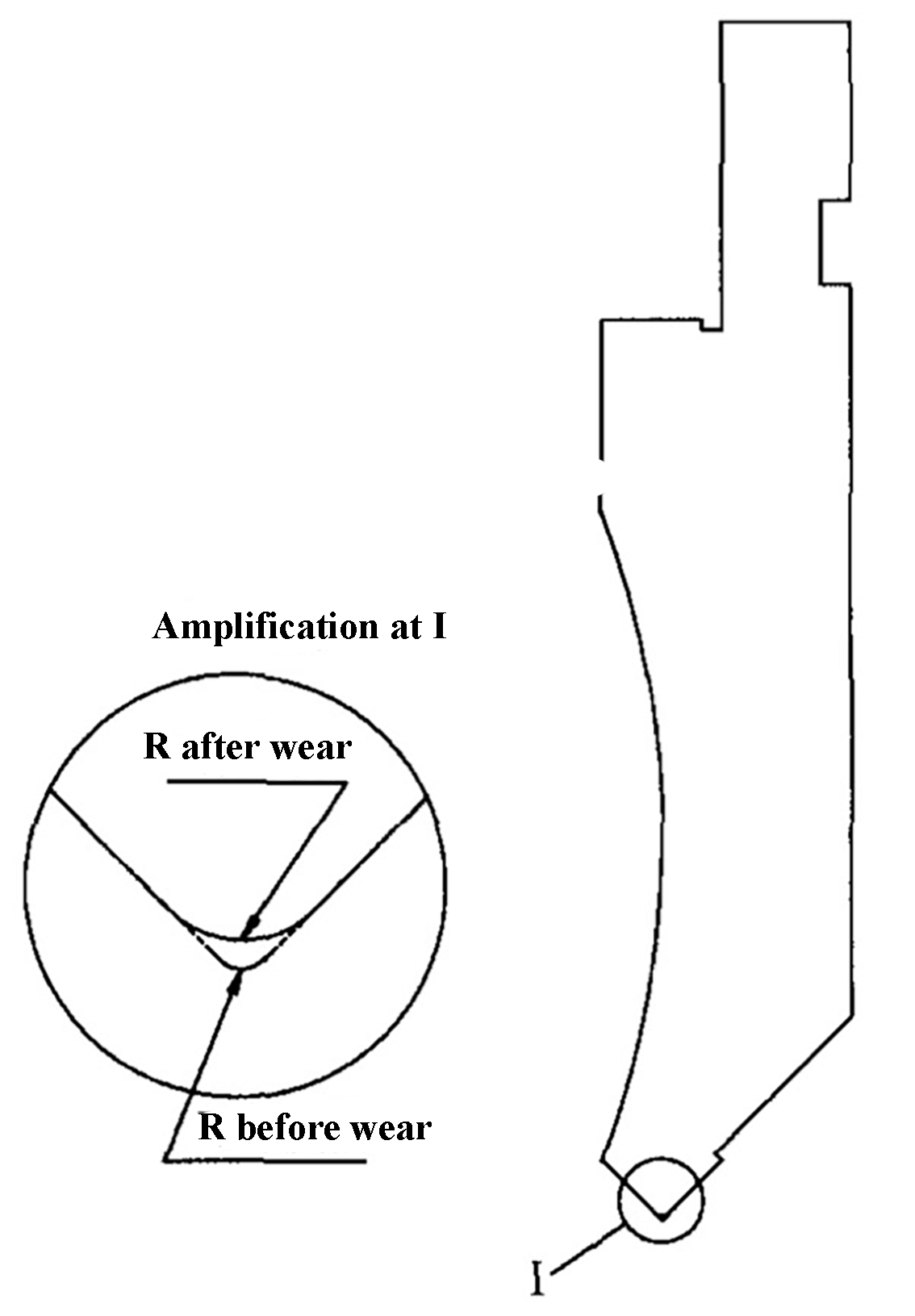
Как показано на рис. 2, износ верхней матрицы приводит к увеличению угла R.
При расчете разгибания деталей величина угла R при изгибе является одним из факторов, влияющих на коэффициент разгибания. Хотя соответствующая информация была представлена, в данном контексте она не была подробно описана.
Для той же детали, чем больше угол R, тем короче будет размер разворачивания.
Как правило, на заводах существует два метода выбора коэффициента расширения при изгибе:
- Выбор коэффициента расширения из эмпирической таблицы на основе угла R новой верхней матрицы.
- Определение коэффициента расширения путем пробной гибки нового верхнего штампа для получения фактических данных.
Первый метод получил более широкое распространение, поскольку он быстр и удобен для гибки деталей общего назначения.
Второй метод обычно используется для деталей с высокой точностью изгиба и несколькими углами изгиба, так как полученные данные более точны.
Независимо от метода, используемого для получения коэффициента расширения, после его определения он обычно затвердевает.
Например, если новый верхний штамп используется для гибки SPCC с толщиной материала t = 1,0 мм, коэффициент расширения, выбранный из эмпирической таблицы, равен 0,4. Этот коэффициент расширения останется равным 0,4 для всех материалов с толщиной t = 1,0 мм, которые будут согнуты с помощью этого верхнего штампа.
При увеличении износа верхнего штампа на угол R размер детали, которая была расширена с использованием коэффициента расширения до износа, неизбежно увеличится после гибки, как показано на рис. 1b.
Эта разница может быть незаметна при однократном изгибе, но если деталь сгибается несколько раз в одном и том же направлении, разница будет накапливаться. Например, если деталь согнуть шесть раз в одном и том же направлении, разница при разгибании составит 1,2 мм, что в сумме даст разницу в размерах после сгибания в 2 мм.
Чтобы сократить расходы, многие заводы используют среднеуглеродистую сталь для изготовления гибочных верхних штампов, которые имеют низкую износостойкость. После использования нескольких штампов угол R может увеличиться с 0,5 мм до почти 1 мм.
3.3 Анализ "смятия"
Стандартная длина одного верхнего штампа для листогибочного пресса составляет 835 мм, который обычно используется в группе, в зависимости от типа листогибочного пресса.
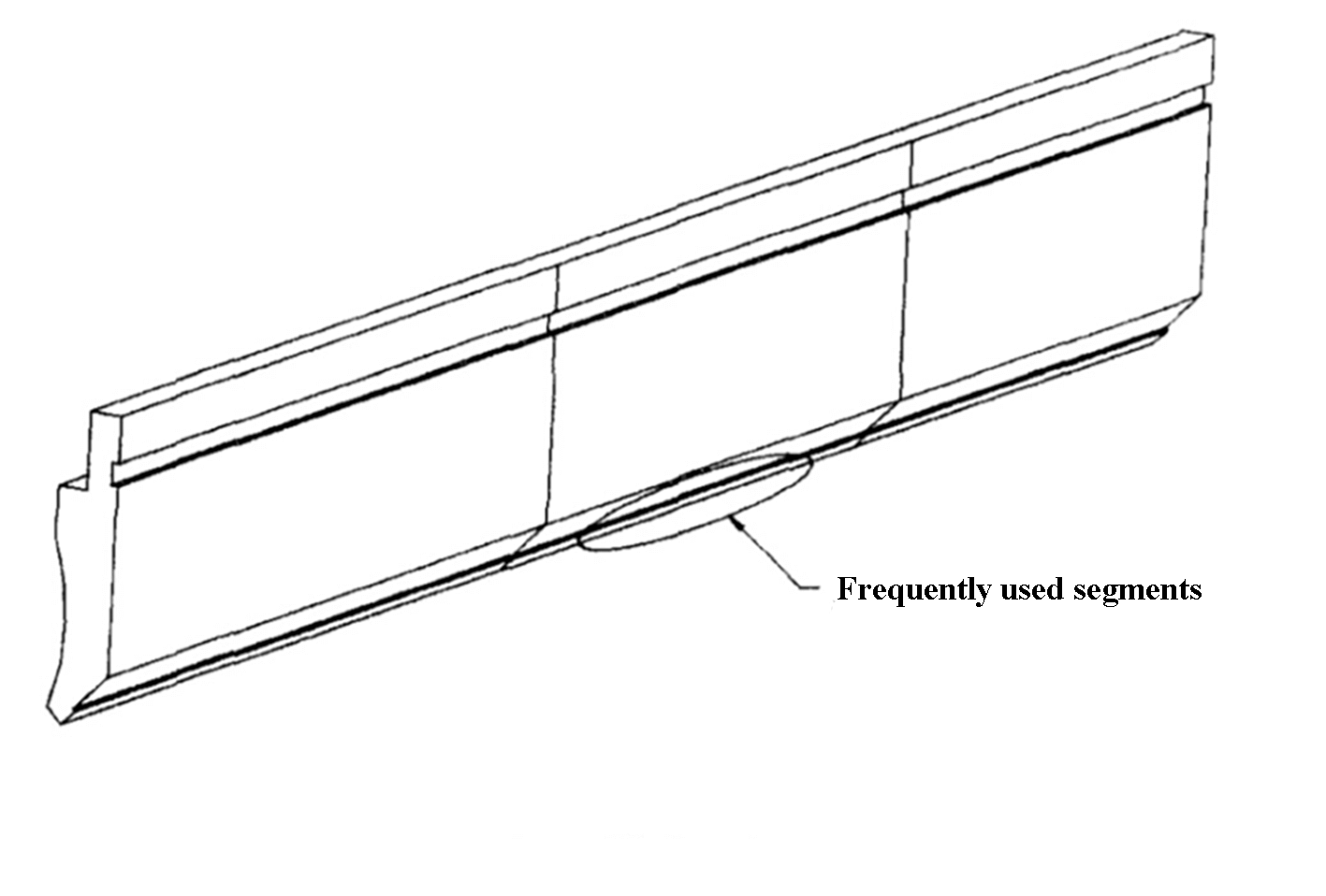
Как показано на рис. 3, группа гибочных верхних штампов обычно состоит из трех штампов.
Много обработка листового металла На заводах производятся различные детали разного размера, и ширина гиба может сильно отличаться.
Как правило, большинство деталей из листового металла имеют небольшую ширину гиба. В результате средняя часть штампа часто используется для гибки, как показано на рис. 3, что приводит к значительному износу средней части.
Когда эта группа штампов используется для гнутый лист металлических деталей с большой шириной, давление на оба конца внутреннего угла изгиба больше, чем давление на средний изнашиваемый участок, в результате чего внутренний угол R среднего участка будет больше, чем углы на двух концах.
Увеличение давления на единицу площади и уменьшение угла изгиба R являются эффективными способами уменьшения пружинящего отката.
Однако в средней части есть два фактора, которые благоприятствуют springback. Поскольку упругость в средней части больше, чем на обоих концах, в средней части может возникнуть явление "смятия", как показано на рис. 1.
Рис. 2 Диаграмма износа верхнего штампа
Рис. 3 Сгибание верхнего штампа
4. Метод контроля
Полностью устранить износ штампа невозможно, но, проанализировав его причины и приняв соответствующие меры, можно эффективно контролировать два явления разрушения, показанные на рис. 1a и рис. 1b.
На основе производственного опыта были обобщены следующие пять методов:
- Выбор материалов с хорошей износостойкостью, таких как Cr12MoV и SKD-11, для достижения высокой твердости путем термообработки.
- Повышение износостойкости путем науглероживания или азотирование (для материалов с низкой износостойкостью).
- Регулярный ремонт и шлифовка угловой части R штампа с периодичностью, определяемой в зависимости от состояния износа штампа, например, раз в полгода или раз в год.
- Сбалансированное использование комбинированных верхних штампов путем их замены и вращения, чтобы обеспечить сбалансированный износ одной и той же группы верхних штампов по углу R.
- Регулярный пересмотр коэффициента развития, частота которого определяется в зависимости от степени износа штампа, например, раз в полгода или раз в год.
Эти пять методов могут быть выбраны в зависимости от реальной ситуации на заводе, и эффективность каждого из них может быть разной. Лучший метод - это тот, который приносит максимальную пользу заводу.
5. Заключение
Явление разрушения листового металла, о котором идет речь в этой статье, - обычное явление в отрасли производства листового металла. Хочется надеяться, что благодаря этой статье больше предприятий по производству листового металла предпримут необходимые шаги для предотвращения и избежания ненужных потерь.