
Калькулятор и формула силы удара (онлайн и бесплатно)
Вы когда-нибудь задумывались о том, как обеспечить успех проекта штамповки металла? В этой статье мы рассмотрим критические факторы, которые могут сделать или сломать ваш процесс штамповки.....
Как можно революционизировать производство поковок I типа? В этой статье рассматриваются инновационные методы повышения эффективности и точности производства поковок I-типа, в частности для нефтебуровой промышленности. Изучая новый процесс ковки с разъемными штампами, мы стремимся решить такие общие проблемы, как высокие затраты на материалы и низкий коэффициент использования. Читайте далее, чтобы узнать, как эти усовершенствования могут привести к существенной экономии средств, повышению конкурентоспособности на рынке и высокой точности размеров кованых деталей.
Поковки I-типа являются распространенными деталями в нефтебуровой промышленности, включая устьевые устройства, нефтяные деревья, дроссельное и напорное оборудование, и на них существует высокий рыночный спрос.
Форма этого типа поковки имеет следующие характеристики: два конца фланца и промежуточного цилиндра соосны, а между фланцем и промежуточным соединительным цилиндром существует разница в диаметре.
В настоящее время широко используемый процесс производства I-образных поковок включает два этапа:
(1) Производственный процесс начинается с непосредственной штамповки крупных цилиндрических поковок на основе грубых размеров диаметра фланца изделия. Затем эти крупные цилиндрические поковки подвергаются дальнейшей механической обработке.
(2) В дополнение к вышеуказанному процессу для формирования маленькой центральной цилиндрической части используется процесс символического вытягивания и удлинения.
Однако оба этих процесса имеют следующие недостатки:
В этой статье мы сосредоточимся на штамповке поковки. Наша цель - преодолеть ограничения традиционного производственного процесса и избежать вышеупомянутых проблем, чтобы снизить производственные затраты, адаптироваться к рыночным ритмам и повысить конкурентоспособность на рынке.
Мы в основном концентрируемся на форме таких поковок, начиная с проектирования разъемного штампа и используя процесс штамповки шин для производства, чтобы достичь точности размеров кованых деталей.
Поскольку эти поковки производятся в основном малыми и средними партиями, они изготавливаются методом штамповки.
Из-за чрезмерных инвестиций в рабочую одежду и высоких производственных затрат повышение конкурентоспособности на рынке становится сложной задачей. Поэтому в настоящее время проводится комплексный анализ. Исследование процесса производства разъемного штампа может дать двойную выгоду, например, точность штамповки изделий и производство различных мелких партий штамповки шин.
Конкретная схема технологического процесса представлена на рисунке 1.
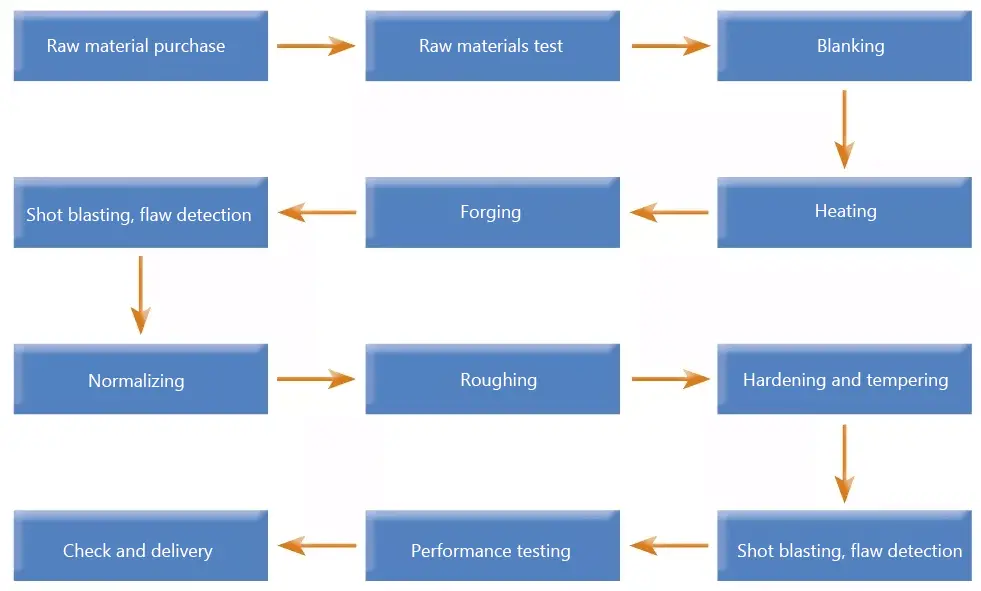
Рисунок 1: Схема технологического процесса
Масса вновь разработанных I-образных деталей составляет 101,96 кг, а масса поковки - 154 кг. Расчет процесса ковки показал, что коэффициент сложности S составляет 0,53.
Поскольку процесс свободной ковки уже относится к сложному классу поковок, к конструкции разъемного штампа предъявляются более высокие требования.
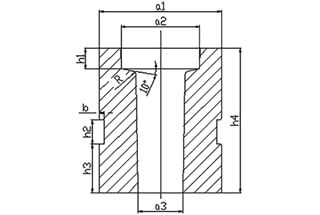
Используя схему детали, предоставленную пользователем, поковки создаются на основе нового технологического плана. Этот план приближает процесс ковки к балансу, что приводит к высокой точности размеров. На рисунке 2 показаны схемы детали и поковки.

Рисунок 2 Схема деталей и поковок
Производственный план процесса ковки выглядит следующим образом: сначала заготовка вытягивается, затем формируется фланец путем расстроповки одного конца штампа для шин, после чего формируется другой фланец с помощью комбинации разделительной вставки и штампа для наружных труб.
Этот процесс ковки гарантирует, что первый процесс высадки служит в качестве процесс зачистки второго процесса правки, что позволяет контролировать эксцентриситеты поковок и точность размеров заготовок.
После тщательных расчетов было установлено, что качество кованых деталей и качество матрицы вместе взятых весит более 600 кг. Поэтому для обеспечения оптимальных результатов в процессе окончательной штамповки партионных штампов в качестве ковочного оборудования необходимо использовать свободный ковочный молот весом 3 т.
Конструктивные основы пресс-формы для шин, разъемных вкладышей и гильз
Основа конструкции пресс-формы для шин: схема холодной ковки → детали горячей ковки → пресс-форма для шин. Размеры горячих поковок рассчитываются по формуле (1).

В формуле Lt обозначает размер поковки при конечной температуре ковки (мм); L обозначает размер поковки в холодном состоянии (мм); α обозначает коэффициент линейного расширения материала (1/C); t обозначает конечную температуру ковки (°C).
Для кузнечные материалы в нефтяной промышленности, в основном AISI4130 и 410SS, начальная температура ковки обычно составляет 1150℃, а конечная температура ковки равна или превышает 860℃. Поскольку этот процесс ковки относительно длительный, а конечная температура ковки низкая, скорость холодной усадки целесообразно снизить до 1,2% - 1,4%.
Конструкция подпаковки основана на процессе проектирования пресс-формы для шин, при этом особое внимание уделяется сборке гильзовой пресс-формы в процессе проектирования. Такой подход позволяет избежать ситуаций, когда сборка невозможна или затруднена.
Конструкция пресс-формы для шин и разъемной пресс-формы
На основе налаженного процесса производства штамповки были разработаны пресс-форма для шин (как показано на рисунке 3), разъемные вставки (как показано на рисунке 4) и пресс-форма для втулок (как показано на рисунке 5), в которые были включены элементы конструкции пресс-формы для шин.

Рисунок 3 Форма для шин

Рисунок 4 Разъемная вставка

Рисунок 5 Рукава пресс-формы
На рисунке 3 изображен первый расстроповочный штамп, который требует точного расчета веса кованой детали на начальном этапе проектирования. Невыполнение этого требования может привести к заполнению заднего прохода при свободной ковке после расстроповки.
Разъемные вставки показаны на рисунке 4. При проектировании необходимо учитывать, что разъемная вставка располагается в среднем цилиндре кованой детали после формирования поковки. Для облегчения извлечения на стыке с разъемным штампом делается скошенный паз. Этот паз позволяет легко извлечь разъемную вставку после ковки.
В то же время была проведена локальная оптимизация конструкции. Конструкция торцевой поверхности, контактирующей с внутренней стороной фланца, была наклонена под углом 10°. Внутренняя фаска составляла R20 мм, а контактная фаска между наружной и второй штампованной втулкой - R15 мм.
Общий наклон внешней стороны формы совпадает с наклоном внутренней полости формы для расстроповки, показанной на рис. 3. Диаметр уменьшен на 1 мм с одной стороны для облегчения размещения в полости модели гильзы, показанной на рис. 5.
Втулочная матрица, показанная на рисунке 5, предназначена для обеспечения размера фланца после высадки. Размеры a2 и a3 предназначены для горячая ковка размер детали, с переходом без наклона полости. На рисунке 6 показан составной разъемный штамп с разъемными вставками и модулем втулки.

Рисунок 6 Разъемный штамп
Форма для шин комбинируется и штампуется с использованием 3TZ, что приводит к значительному усилию опоры в процессе штамповки. В связи с этим на этапе проектирования толщина пресс-формы для гильзы увеличивается в целом, чтобы учесть это обстоятельство.
После проверки на реальном мелкосерийном производстве план процесса штамповки с разъемным штампом оказывается успешным и осуществимым. Он также способен гарантировать процесс массового производства.
В данной статье представлен новый технологический метод производства I-образных поковок, который позволяет сэкономить 23% сырья по сравнению с прямой свободной ковкой. Новая схема позволяет эффективно получать поковки I-образной формы, отвечающие заданным целевым параметрам процесса.
Поковки, изготовленные этим методом, демонстрируют тот же уровень технологии, что и штамповка. По сравнению с ковкой в штампе или прямой свободной ковкой этот процесс позволяет сэкономить от 20% до 40% сырья, снизить производственные затраты и повысить гибкость процесса.

Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.











