Термическое плавильное бурение: Принципы и применение
Представьте себе сверление металла за считанные секунды без образования мусора или необходимости в дополнительном оборудовании. Добро пожаловать в мир термоплавкого сверления. Эта инновационная технология использует высокоскоростное вращение и интенсивное тепло для размягчения и изменения формы металла, создавая прочные и точные отверстия. В этой статье вы узнаете, как этот метод повышает эффективность производства, улучшает качество продукции и снижает затраты. Если вы работаете в автомобильной промышленности, сфере ОВКВ или медицинского оборудования, узнайте, как термоплавкое сверление может изменить ваши производственные процессы.
Сверление в расплаве, также известное как термическое сверление, произвело революцию в традиционном процессе сверления и крепления, позволив легко решить ранее сложные задачи по нарезанию резьбы на тонких листах или трубах за считанные секунды.
В сверлах для термического плавления используется карбид вольфрама, который подвергается самой современной термической обработке, что позволяет ему сохранять высокую твердость и износостойкость, подвергаясь сильному вертикальному выдавливанию при высокой температуре 600℃ и высокой скорости вращения 1500~3000 оборотов в минуту.
Сначала вы можете посмотреть демонстрационное видео ниже.
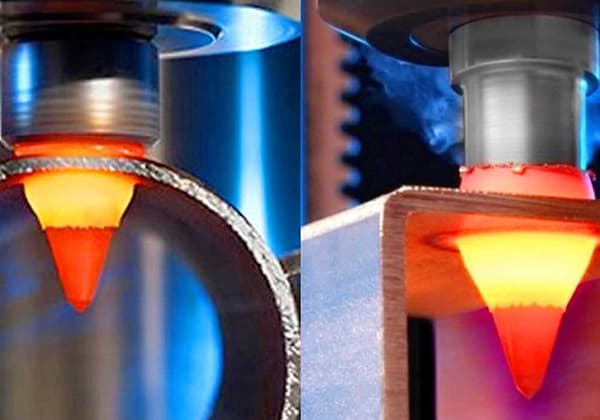
Сверло для горячего расплава изготовлено из износостойкого и устойчивого к высоким температурам материала. цементированный карбид материал. Когда инструмент соприкасается с заготовкой, высокая скорость и соответствующее осевое усилие (сила подачи) создают интенсивное трение между сверлом и металлом, мгновенно достигая температуры 600 ~ 800℃.
Металл в области около сверла быстро размягчается. Продолжая прикладывать осевое давление, он быстро выдавливает выпуклую платформу и накладку толщиной в 3-5 раз больше первоначальной. листовой металл толщину на верхней и нижней поверхностях заготовки. Весь процесс занимает всего от 2 до 6 секунд.
Преимущества сверления горячим расплавом
1. Повышает эффективность производства: процесс бурения и штамповка накладки занимает всего 2-6 секунд, заменяя утомительные процедуры сварки или клепки под давлением для производства гаек с фасонной накладкой, которая может быть непосредственно экструдирована с резьбой.
2. Улучшает качество продукции: упрощает процесс, легко управляется, имеет высокую точность расположения отверстий, а экструдированные нити обладают высокой прочностью на растяжение и кручение.
3. Снижение производственных затрат: простота в эксплуатации и освоении, отсутствие необходимости в приобретении дополнительного оборудования, замена дорогостоящих сварочных процессов.
4. Чистота и экологичность, без мусора.
5. Экономия материала.
Технические характеристики сверления горячим расплавом:
В зависимости от толщины заготовки, которую необходимо просверлить, существует две спецификации длины:
Короткие сверла: подходят для обработки заготовок толщиной от 0,8 до 3 мм;
Длинные сверла: подходят для прорезания заготовок толщиной более 3 ~ 12 мм.
В соответствии с требованиями к поверхности заготовки после горячей обработки бурениеСуществует две спецификации:
Стандартное сверло для горячего расплава: проникая в заготовку для растяжения и формирования футеровки, оно также образует выпуклое кольцо на поверхности заготовки.
Сверло для горячего расплава с плоским устьем: проникая в заготовку для растяжения и формирования облицовки, оно срезает выпуклое кольцо на поверхности заготовки, оставляя поверхность гладкой.
Области применения сверления горячим расплавом
Производство автомобильных деталей; производство листового металла, кондиционеров, радиаторов и т.д.; производство мебели, медицинского оборудования, фитнес-оборудования и т.д.; производство стеллажей, контейнеров и т.д.
Горячее сверление может быть адаптировано практически ко всем тонкостенным металлам (кроме олова или цинка), таким как обычная сталь, нержавеющая сталь, низкоуглеродистая сталь, алюминий, медь, латунь, бронза, титан сплавов и других пластичных материалов. Он также может обрабатывать оцинкованные заготовки.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель компании MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Вы когда-нибудь задумывались о гигантах индустрии станков с ЧПУ? В этой увлекательной статье блога мы совершим глубокое погружение в мир производства станков с ЧПУ, исследуя...
Представьте себе, что вы режете металл с такой точностью, что это экономит время и снижает затраты. Высокоскоростные режущие инструменты совершают революцию в производстве, предлагая именно такую возможность. В этой статье рассматриваются материалы,...
Вы когда-нибудь задумывались, как режут металл, не перегревая его? Холодные пилы, использующие дисковые полотна, передают тепло опилкам, а не заготовке, сохраняя их холодными. Этот метод позволяет выполнять точные,...
Вы когда-нибудь задумывались, как мы можем точно разрезать такие прочные материалы, как стекло и керамика? В этой статье мы рассмотрим ультразвуковую обработку - увлекательную технологию, в которой используются высокочастотные колебания...
Вы когда-нибудь задумывались о том, как выбрать лучший режущий инструмент для фрезерного станка с ЧПУ? В этой статье мы рассмотрим основные свойства и типы материалов режущего инструмента, объясним...
Вы когда-нибудь задумывались, почему обработка алюминиевых сплавов может быть одновременно и мечтой, и кошмаром? Эта статья посвящена уникальным свойствам алюминиевых сплавов и объясняет, как добиться гладкой...
Вы когда-нибудь задумывались о том, что обеспечивает идеальный рез в производстве? В этой статье рассматриваются различные материалы для режущего инструмента, подробно описываются их уникальные свойства и области применения. Благодаря мнению опытных инженеров-механиков вы узнаете...
Вы когда-нибудь задумывались о том, как легкие металлы питают наш современный мир? Эта статья посвящена алюминию, изучению его уникальных свойств и разнообразных сфер применения. От самолетов до космических ракет - узнайте, как выбрать...
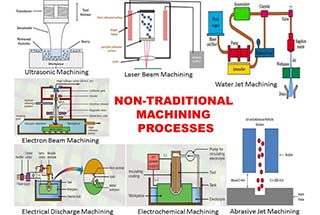
Представьте себе мир, в котором разрезать самые твердые материалы так же просто, как резать масло. Таковы перспективы нетрадиционной обработки. В этой статье мы рассмотрим, как передовые технологии...