
Калькулятор и формула силы удара (онлайн и бесплатно)
Вы когда-нибудь задумывались о том, как обеспечить успех проекта штамповки металла? В этой статье мы рассмотрим критические факторы, которые могут сделать или сломать ваш процесс штамповки.....
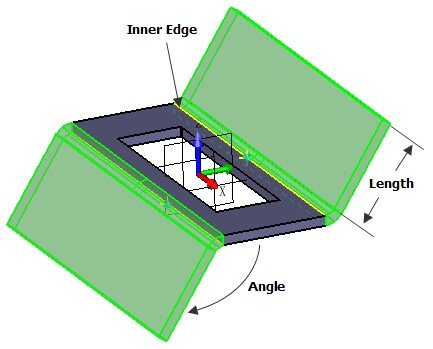
Вы когда-нибудь задумывались, почему некоторые металлические сгибы просто не подходят? От L-образных до Z-образных изгибов - владение этими особыми видами изгибов имеет решающее значение в металлообработке. Эта статья посвящена нюансам различных техник гибки и содержит важные советы, позволяющие избежать распространенных ошибок и повысить точность. Вы узнаете, как выбрать правильные инструменты, понять принципы, лежащие в основе каждого изгибов, и применить передовые методы для достижения безупречных результатов. Это руководство идеально подходит как для новичков, так и для опытных профессионалов, и гарантирует, что ваши металлические изделия будут соответствовать самым высоким стандартам. Готовы гнуть с уверенностью? Продолжайте читать!
В зависимости от угла наклона их можно разделить на две категории: 90-градусные изгибы и не 90-градусные изгибы.
По способу обработки их можно разделить на две категории: общая обработка (L > V/2) и специальная обработка (L < V/2).
(1) Основан на принципе двух упоров и позиционировании в зависимости от формы заготовки.
(2) При использовании заднего калибра важно учитывать прогиб и следить за тем, чтобы он совпадал с центральной линией размера изгиба заготовки.
(3) Для небольших изгибов эффективнее обрабатывать их в обратном позиционировании.
(4) Рекомендуется размещать задний манометр под серединой, чтобы предотвратить подъем при наклоне.
(5) Лучше располагаться рядом с задней шкалой.
(6) Рекомендуется опираться на длинную сторону заготовки.
(7) Для нестандартного расположения и наклона гипотенузы можно использовать приспособления.
При обработке обратите внимание на метод позиционирования и движение механизма стопора при различных методах позиционирования.
При установке пресс-формы ее следует согнуть и задвинуть механизм упора, чтобы предотвратить деформацию заготовки во время гибки.
При внутренней гибке больших заготовок может возникнуть проблема с позиционированием заготовки или предотвращением ее повреждения из-за большой формы и меньшей площади гиба. Чтобы избежать этого, в процессе обработки можно добавить точку позиционирования в продольном направлении. Такой метод обработки в двух направлениях облегчает позиционирование, повышает безопасность, предотвращает повреждение заготовки и увеличивает эффективность производства.
Для N-образных изгибов следует использовать различные методы обработки в зависимости от формы. При гибке внутренние размеры должны быть больше 4 мм, а размер X ограничен формой пресс-формы. Если размер материала меньше 4 мм, необходимо использовать специальные методы обработки.
(1) Убедитесь, что заготовка не мешает инструментам.
(2) Убедитесь, что угол наклона составляет чуть меньше 90 градусов.
(3) Лучше всего использовать два механизма упора для опирания, за исключением особых случаев.
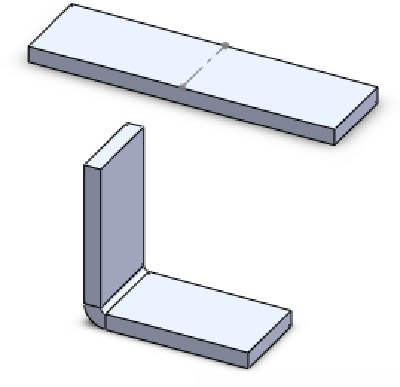
(1) После L-образного сгибания угол должен составлять 90 градусов или чуть меньше 90 градусов для облегчения обработки и позиционирования.
(2) Во время обработки второго изгиба заготовка должна располагаться в центре обрабатываемой поверхности.

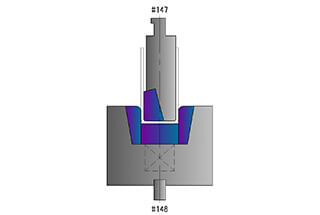
Z-изгиб, также известный как изгиб со смещением, означает изгиб в противоположном направлении. Угол делится на разницу между гипотенузой и прямым краем. Минимальный размер гиба ограничивается пресс-формой, а максимальный размер определяется формой обрабатывающего станка. В общем случае, когда внутренний размер Z-образного изгиба меньше 3,5-кратной толщины (T), используется офсетный штамп. Если он превышает 3,5 Т, применяется обычный метод обработки.
(1) Удобное положение при наклоне и хорошая устойчивость.
(2) Позиция опирания обычно такая же, как и позиция L-изгиба.
(3) Во время второго опирания заготовка должна быть заподлицо с нижний штамп.
(1) Угол обработки L-образного изгиба должен быть на месте, общее требование - от 89,5 до 90 градусов.
(2) Обратите внимание на деформацию заготовки при втягивании.
(3) Порядок обработки должен быть правильным.
(4) Для специальной обработки можно использовать следующие методы:
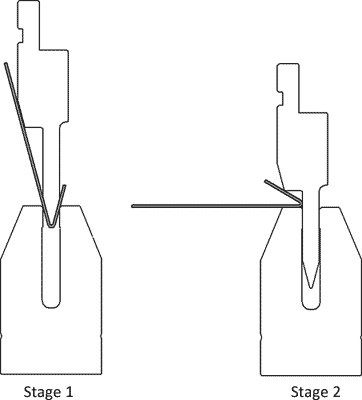
Этапы обработки для острой гибки и подшивки следующие:
Исходя из 5-6-кратной толщины материала, выберите V паз ширина нижнего штампа с глубиной 30 градусов. Выбирайте верхний штамп в зависимости от конкретных условий работы с плоской кромкой.
При расплющивании следует обращать внимание на параллельность обеих сторон. Для более длинных краев рекомендуется сначала согнуть, а затем расплющить. Для более коротких плоских краев можно использовать обработку набивкой.
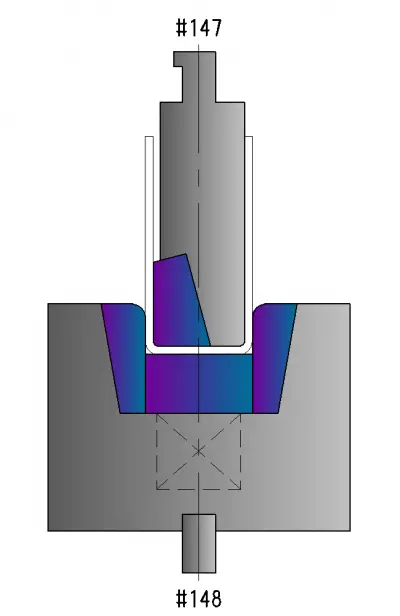
Использование листогибочный пресс Для изготовления заклепочных метизов методом прессования обычно используются вогнутые пресс-формы, приспособления и другие вспомогательные инструменты для обработки пресс-форм. К распространенным видам метизов относятся обжимные гайки, шпильки, винты и другие.
Меры предосторожности:
Если необходимо защитить форму заготовки, следует использовать обработку с обходом.
После обработки проверьте момент затяжки, убедитесь, что упор соответствует стандарту, а также убедитесь, что фурнитура и заготовка плоские и плотно прилегают друг к другу.
При прижимании фурнитуры к станку после гибки и клепки обращайте внимание на то, чтобы избежать обработки и сохранить параллельность между пресс-формой и заготовкой.
При появлении выпуклости убедитесь, что на выпуклом крае нет трещин и что выпуклый край не находится выше поверхности заготовки.
Обработка общих специальных форм включает в себя:
Небольшие смещения, крючки, мостики, мешки, сквош и некоторые неправильные формы.
Специальные пресс-формы обычно позиционируются с помощью пальцев заднего калибра или самостоятельно.
Наиболее важным аспектом обработки специальных пресс-форм является обеспечение того, чтобы их функции и требования к сборке не нарушались, а внешний вид был нормальным.

Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.











