Неправильная форма, острые углы и кромки вольфрамовых зажимов оказывают режущее воздействие на сварное соединение, вызывая концентрацию напряжений и являясь одной из основных причин образования трещин.
Поэтому вольфрам является относительно серьезным дефектом.
Вольфрамовые зажимы в сварном соединении - это новый дефект, появившийся после внедрения аргонодуговой сварки вольфрамовым электродом, нового и передового метода сварки.
При большом сварочном токе и длительном времени сварки вольфрамовый электрод расплавляется в расплавленной ванне, поскольку температура плавления вольфрама намного выше температуры плавления металла шва.
Поэтому вольфрам застывает раньше, чем металл шва.
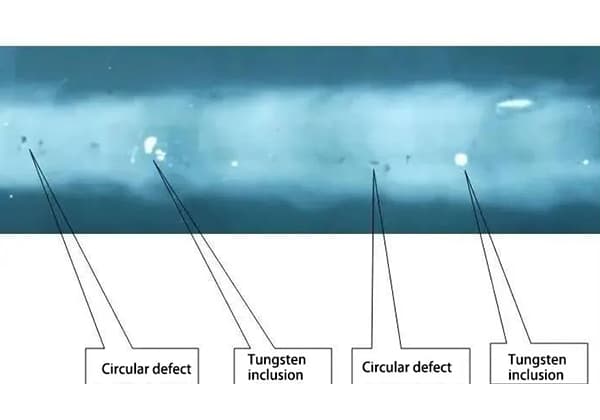
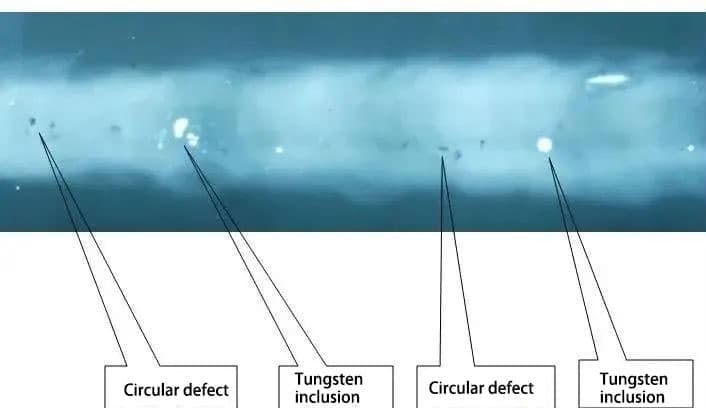
Благодаря тому, что вольфрам застывает в сферической или эллипсоидной форме, он не только не создает концентрации напряжений, как поры, но и зажимает вольфрам в сварное соединение также может выдерживать небольшие нагрузки.
Поэтому вред от вольфрамовых зажимов меньше, чем от пор и шлаковых включений.
Однако, поскольку температура застывания вольфрама гораздо выше, чем температура застывания металла шва, вольфрам застывает раньше металла шва и не может расплавиться в органическое целое с металлом шва.
В результате прочность сварного соединения с вольфрамовыми зажимами несколько снижается, поэтому вольфрам по-прежнему считается дефектом сварки.
Причина дефекта вольфрамового зажима в сварных соединениях
1. Операционные факторы
Низкая квалификация сварщика и неквалифицированная техника могут привести к тому, что вольфрамовый электрод будет часто касаться заготовки или присадочной проволоки.
Когда положение сварной шов влияет пространственное положение или сварочный пистолет заблокирован, сложность операции увеличивается, что повышает вероятность касания вольфрамовым электродом расплавленной ванны или присадочной проволоки.
2. Факторы процесса
В условиях фиксированного типа и диаметра вольфрамового электрода, вольфрамовый электрод имеет определенный предел допустимого тока. Чрезмерный сварочный ток вызовет выгорание вольфрамового электрода и в конечном итоге приведет к дефекту вольфрамовых зажимов.
Во время работы в защитном инертном газе процесс сваркиПримеси газа или выбор активного смешанного газа в качестве защитного газа снизит защитный эффект, что приведет к недостаточной защите вольфрамового электрода и в конечном итоге к окислению.
При сварке на постоянном токе полярность или Сварка TIG в отрицательном полуцикле переменного тока, температура вольфрамового электрода увеличится, выгорание станет сильным, и частицы вольфрама попадут в расплавленный бассейн.
3. Материальные факторы
Торированный вольфрамовый электрод: традиционный электрод с превосходными сварочными характеристиками. Он не разрывает дугу, не рассыпается, не плавает, не разбрызгивается, имеет стабильную дугу и устойчив к высоким температурам. Головку вольфрамового электрода нелегко закруглить, а срок его службы длителен.
Цирконированный вольфрамовый электрод: демонстрирует отличные сварочные характеристики в условиях переменного тока, особенно при высоком токе нагрузки, которые не могут быть заменены другими электродами.
Иттрий-вольфрамовый электрод: имеет тонкую дугу, высокую степень сжатия и максимальную глубину проплавления при средних и больших токах. В основном используется в военной и аэрокосмической промышленности.
Оцинкованный вольфрамовый электрод: обладает превосходными характеристиками пуска дуги в условиях низкого тока и имеет относительно меньшее количество токов обслуживания.
Вольфрамовый электрод из лантана: может использоваться как в условиях переменного, так и постоянного тока, имеет высокие допустимые токи и самый низкий процент перегорания.
Чистый вольфрамовый электрод: не содержит оксидов редкоземельных металлов, обладает минимальной способностью к эмиссии электронов и подходит только для сварки при высоких нагрузках переменного тока.
Из-за чередования холодной и горячей температуры во время сварки, угол конца вольфрамового электрода мал, что делает его склонным к концентрации напряжения и разрушению напряжения кончика вольфрамового электрода, что приводит к зажимам вольфрама в расплавленной ванне.
Если поверхность вольфрамового электрода во время сварки шероховатая, то оксид, образующийся при высокой температуре, может локально накапливаться при движении к наконечнику, что приводит к накоплению локальных оксидов и возможности образования трещин, в результате чего возникают вольфрамовые зажимы.
Меры по контролю дефектов вольфрамового зажима в сварных соединениях
(1) Строго выбирайте сварочный ток в зависимости от типа и диаметра используемого вольфрамового электрода.
(2) Строго контролируйте чистоту инертных веществ защитный газ (≥99,9%). Газ Ar+O2 или Ar+CO2 не может быть использован для сварки TIG.
(3) Используйте короткие дуговая сварка как можно больше во время сварки, чтобы усилить защитный эффект.
(4) Укрепляйте основные навыки сварщика и строго контролируйте расстояние между вольфрамовым электродом и заготовкой, чтобы избежать зажима вольфрама, вызванного контактом с заготовкой во время сварки.
(5) Для сварки TIG на постоянном токе используйте положительную полярность.
(6) Выберите разумное значение расхода газа и используйте ветрозащитную доску в открытых местах с сильным ветром во время сварки.
(7) Контролируйте длину удлинения вольфрамового электрода во время сварки. Для стыковых швов длина удлинения вольфрамового электрода обычно поддерживается на уровне 5-6 мм, а для сварные швыДлина удлинения вольфрамового электрода лучше всего 7-8 мм.
(8) Используйте специальное шлифовальное оборудование для заточки вольфрамового электрода. Для сварки на малом токе шлифуйте небольшой зажим угол и острый угол на вольфрамовом электроде, а для сварки на большом токе отшлифуйте соответствующий угол зажима и отшлифуйте конец на большой угол и круглый угол.