6 Новые передовые технологии сварки в современном производстве
Вы когда-нибудь задумывались, как создаются современные автомобили, прочные мосты и современные самолеты? В этой статье рассматриваются шесть передовых технологий сварки, которые совершают революцию в производстве: от лазерной сварки до ультразвуковой сварки металлов. Прочитав статью, вы узнаете, как эти методы повышают точность, скорость и прочность в различных отраслях промышленности.
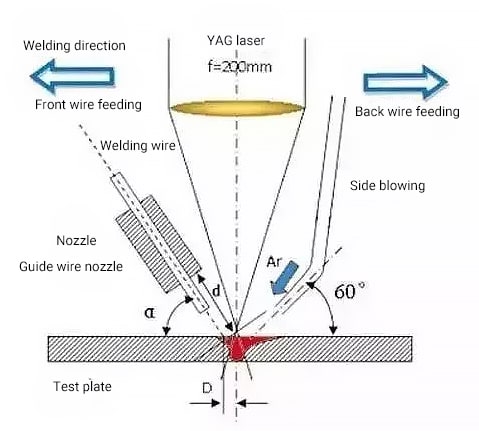
Лазерная сварка использует лазерное излучение для нагрева поверхности материала, при этом тепло отводится внутрь за счет теплопередачи. Контролируя такие параметры, как ширина лазерного импульса, энергия, пиковая мощность и частота повторения, на заготовке формируется определенная расплавленная ванна.
Точечная сварка
Непрерывная лазерная сварка
Лазерная сварка может осуществляться с помощью непрерывного или импульсного лазерного луча.
Принцип лазерной сварки можно разделить на две категории: теплопроводная сварка и лазерная глубокая сварка проплавлением.
Сварка с теплопроводностью: Возникает, когда плотность мощности меньше 1010Ш см2.
Лазерная сварка глубокого проникновения: Возникает, когда плотность мощности превышает 1010Ш см2Образует "дыры" в металле под воздействием высокой температуры, характеризуется высокой скоростью и большим отношением глубины к ширине.
Технология лазерной сварки широко используется в высокоточном производстве, таком как автомобили, корабли, самолеты и высокоскоростные железные дороги. Она значительно улучшила качество жизни людей и подтолкнула индустрию бытовой техники к эре точного производства.
В частности, созданная Volkswagen технология бесшовной сварки 42 метров позволила значительно повысить целостность и устойчивость кузова.
Haier Group, ведущее предприятие по производству бытовой техники, с гордостью выпустило первую стиральную машину, изготовленную с использованием технологии лазерной бесшовной сварки.
Передовая лазерная технология способна существенно изменить жизнь людей.
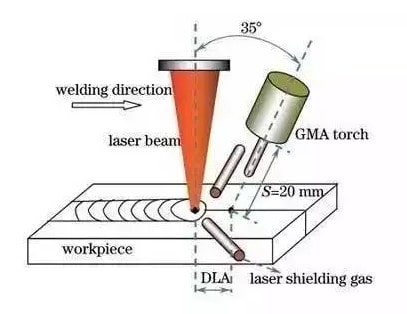
2. Гибридная лазерная сварка
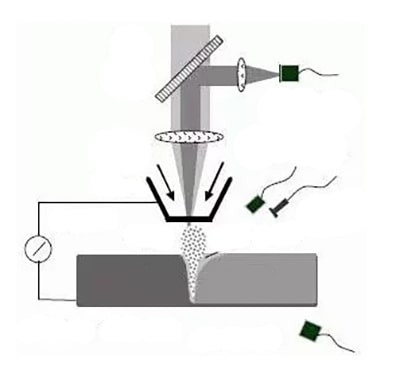
Гибридная лазерная сварка сочетает в себе технологию сварки лазерным лучом и MIG (сварка в среде инертного газа) для получения оптимальных сварочных эффектов, характеризующихся высокой скоростью сварки и отличной способностью перекрытия шва. Этот метод сочетает в себе точность и высокую плотность энергии лазерной сварки с универсальностью и возможностями присадочного материала MIG-сварки.
Преимущества гибридной лазерной сварки
Лазерная гибридная сварка в настоящее время считается одним из самых передовых методов сварки благодаря своим многочисленным преимуществам:
Высокая скорость: Сочетание лазерной и MIG-сварки позволяет увеличить скорость сварки по сравнению с традиционными методами.
Минимальная тепловая деформация: Концентрированное тепловое воздействие лазера снижает общую тепловую нагрузку, сводя к минимуму тепловую деформацию.
Малая зона термического воздействия (ЗТВ): Точное управление лазером приводит к уменьшению зоны контакта, сохраняя структуру металла и механические свойства сварного шва.
Отличное качество сварки: Гибридный подход улучшает качество сварного шва, сочетая глубокое проникновение лазерной сварки с возможностями присадочного материала при сварке MIG.
Области применения гибридной лазерной сварки
Лазерная гибридная сварка универсальна и подходит для различных применений, помимо автомобильных листовых конструкций:
Автомобильная промышленность: Идеально подходит для сварки тонколистовых металлов, используемых в кузовах автомобилей, обеспечивая высокую точность и прочность.
Бетононасосы и стрелы мобильных кранов: В таких случаях часто используется высокопрочная сталь, а лазерная гибридная сварка снижает необходимость в дополнительных процессах, таких как предварительный подогрев, тем самым снижая затраты.
Железнодорожные транспортные средства: Обеспечивает прочные и долговечные сварные швы, необходимые для обеспечения структурной целостности рельсовых транспортных средств.
Обычные стальные конструкции: Применяется при строительстве мостов, топливных баков и других стальных конструкций, обеспечивая прочные и надежные сварные швы.
3. Сварка трением
Сварка трением с перемешиванием (FSW) - это инновационная и высокоэффективная технология сварки, в которой в качестве основных источников тепла используются тепло трения и тепло пластической деформации. Этот процесс особенно примечателен своей способностью соединять материалы без их расплавления, тем самым сохраняя их первоначальные свойства и сводя к минимуму дефекты.
Обзор процесса
При FSW в стык заготовки вставляется цилиндрический или специальной формы штифт, например, резьбовой цилиндр. Сварочная головка, в которой находится штифт, вращается на высокой скорости и трется о материал в месте соединения. При трении выделяется тепло, в результате чего материал размягчается и становится пластичным, не достигая температуры плавления.
Основные этапы сварки трением
Зажим: Заготовка должна быть надежно закреплена на задней подкладке, чтобы предотвратить ее перемещение в процессе сварки.
Вставка и вращение: Сварочная головка вращается с высокой скоростью, пока штифт вставляется в шов. Шов кромочной заготовки перемещается относительно сварочной головки.
Трение и перемешивание: Выступающая часть сварочной головки погружается в материал, создавая трение и перемешивая размягченный материал. Плечо сварочной головки трется о поверхность заготовки, выделяя дополнительное тепло. Это действие помогает предотвратить вытекание пластичного материала и удаляет поверхностную оксидную пленку.
Образование замочной скважины: По окончании процесса сварки в месте выхода сварочной головки обычно остается шпоночное отверстие. При необходимости это отверстие можно удалить или заделать с помощью другого метода сварки.
Преимущества сварки трением
Высококачественная сварка: FSW производит прочные, высококачественные сварные швы с минимальным количеством дефектов.
Универсальность: Он может сваривать различные разнородные материалы, включая металлы, керамику и пластик.
Простота механизации и автоматизации: Процесс хорошо поддается механизации и автоматизации, что обеспечивает стабильное качество.
Экономическая эффективность: FSW является экономически эффективным методом благодаря своей высокой эффективности и низкому уровню дефектов.
Приложения
Сварка трением широко используется в таких отраслях, как аэрокосмическая, автомобильная, судостроительная и железнодорожная, где необходимы высокопрочные и высококачественные соединения. Способность соединять разнородные материалы также делает ее ценной в производстве, где требуется сочетание различных свойств материалов.
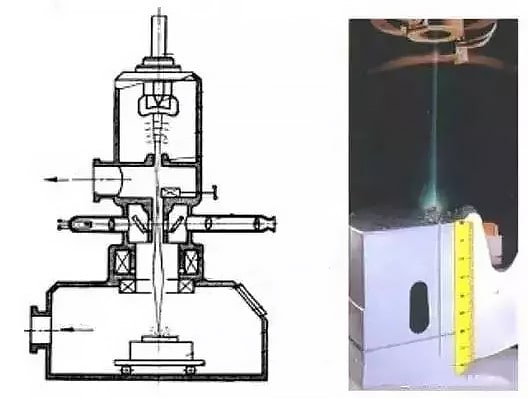
4. Электронно-лучевая сварка (EBW)
Электронно-лучевая сварка (ЭЛС) - это сложная технология сварки, в которой используется тепловая энергия, генерируемая ускоренным и сфокусированным электронным лучом. Этот луч облучает свариваемый материал в вакуумной или невакуумной среде, чтобы получить желаемый шов.
Приложения
EBW широко используется в различных высокоточных отраслях промышленности, включая:
Аэрокосмическая промышленность
Атомная энергия
Национальная оборона и военное дело
Автомобильное производство
Электрические инструменты
Этот метод предпочитают из-за его многочисленных преимуществ, таких как отсутствие электродов, уменьшение окисления, отличная повторяемость процесса и минимальная термическая деформация.
Принцип работы
Эмиссия электронов: Электроны испускаются из катода электронной пушки.
Ускорение: Под воздействием ускоряющего напряжения эти электроны разгоняются до скоростей, в 0,3-0,7 раза превышающих скорость света, приобретая значительную кинетическую энергию.
Фокусировка: Электронный пучок высокой плотности фокусируется с помощью электростатических и электромагнитных линз внутри электронной пушки.
Воздействие и выделение тепла: Когда электронный луч ударяется о поверхность заготовки, его кинетическая энергия преобразуется в тепловую, в результате чего металл быстро плавится и испаряется.
Образование замочной скважины: Пары металла под высоким давлением создают на поверхности заготовки небольшое отверстие, называемое замочной скважиной.
Формирование сварного шва: По мере того как электронный луч и заготовка перемещаются относительно друг друга, жидкий металл течет вокруг отверстия и застывает, образуя сварной шов в задней части сварочной ванны.
Основные характеристики
Проникновение и плотность мощности: Электронный луч обладает сильным проникающим действием и высокой плотностью мощности, что приводит к большому соотношению глубины и ширины сварного шва, которое может достигать 50:1. Это позволяет сваривать материалы большой толщины за один проход, при этом максимальная толщина шва может достигать 300 мм.
Доступность и скорость: EBW обеспечивает отличную доступность и высокую скорость сварки, как правило, более 1 м/мин.
Зона термического воздействия: В результате процесса образуется небольшая зона термического влияния, что приводит к минимальной сварочной деформации и высокой точности конструкции.
Универсальность: Энергия электронного луча может быть отрегулирована для работы с широким диапазоном толщин металла, от 0,05 мм до 300 мм, без необходимости создания канавки. Это делает EBW универсальным вариантом по сравнению с другими методами сварки.
Совместимость материалов: EBW подходит для сварки различных материалов, особенно активных металлов, тугоплавких металлов и высококачественных заготовок.
5. Ультразвуковая сварка металлов
Ультразвуковая сварка металлов - это уникальный и передовой метод соединения сходных или разнородных металлов с помощью энергии механических колебаний ультразвуковой частоты. В отличие от традиционных методов сварки, ультразвуковая сварка металлов не требует подачи электрического тока или источника высокотемпературного тепла на заготовку.
Принцип работы
При ультразвуковой сварке металлов под статическим давлением энергия колебаний ультразвукового преобразователя преобразуется в работу трения, энергию деформации и ограниченное повышение температуры. Этот процесс приводит к металлургическому сцеплению между соединениями, создавая сварной шов в твердом состоянии без расплавления основных металлов. Механические колебания заставляют металлические поверхности тереться друг о друга, разрушая поверхностные окислы и загрязнения и позволяя чистым металлическим поверхностям соединиться на молекулярном уровне.
Преимущества
Ультразвуковая сварка металлов обладает рядом преимуществ:
Скорость: Процесс сварки происходит быстро, зачастую за доли секунды.
Энергоэффективность: Потребляет меньше энергии по сравнению с традиционными методами сварки.
Высокая прочность плавления: Сварные швы получаются прочными и долговечными.
Хорошая проводимость: Процесс сохраняет электро- и теплопроводность материалов.
Отсутствие искр: Не искрит, что делает его более безопасным и чистым.
Холодная обработка: Процесс похож на холодную обработку, которая сводит к минимуму термические искажения и остаточные напряжения.
Приложения
Эта техника сварки универсальна и может использоваться для:
Одноточечная сварка: Идеально подходит для небольших, точных сварных швов.
Многоточечная сварка: Подходит для работ, требующих нескольких точек сварки.
Сварка короткими полосами: Эффективен для соединения металлических полос небольшой длины.
К материалам, которые обычно свариваются с помощью ультразвуковой сварки металлов, относятся:
Медь
Серебро
Алюминий
Никель
Прочая проволока или листы из цветных металлов
Технология широко используется в различных отраслях промышленности для решения таких задач, как:
Сварочные выводы SCR (выпрямитель с кремниевым управлением)
Предохранители
Электрические провода
Шесты с литиевыми батареями
Наконечники для полюсов
Ограничения
Несмотря на свои преимущества, ультразвуковая сварка металлов имеет некоторые ограничения:
Толщина: Сварные металлические детали обычно не должны превышать 5 мм в толщину.
Размер сварочного пятна: Место сварки не должно быть слишком большим.
Требование к давлению: Для успешной сварки необходимо приложить достаточное давление.
6. Стыковая сварка плашмя
Стыковая сварка пламенем - это специализированная технология сварки, используемая для соединения двух металлических деталей путем их нагрева электрическим сопротивлением и последующего приложения давления для их скрепления. Этот метод особенно эффективен для соединения металлов с высокой электропроводностью и широко используется в различных промышленных областях, включая производство железнодорожных путей, труб и структурных компонентов.
Принцип сварки встык
Принцип сварки встык заключается в использовании аппарата для стыковой сварки для приведения двух концов металлических деталей в контакт. Здесь приводится подробное описание процесса:
Первоначальный контакт и отопление:
Два свариваемых металлических куска удерживаются двумя зажимными электродами, которые подключены к источнику питания.
Прикладывается низкое напряжение и высокий ток, в результате чего металл в месте контакта нагревается за счет электрического сопротивления.
При перемещении подвижного зажима две торцевые поверхности деталей слегка соприкасаются, что приводит к их электризации и нагреву.
Формирование вспышки:
В результате нагрева металл в месте контакта переходит в расплавленное состояние, что приводит к образованию искры или вспышки при взрыве жидкого металла.
Это воздействие продолжается по мере продвижения подвижного приспособления, дополнительно нагревая оба конца деталей.
Ковка и сварка:
Когда металл достигнет нужной температуры и достаточно размягчится, концы двух заготовок соединяют экструзией.
Сварочная мощность отключается, и быстро подается осевое давление, чтобы скрепить детали вместе, затвердев при этом.
Сопротивление шва способствует сохранению тепла, обеспечивая прочный сварной шов.
Источник питания активируется, и через контактную площадку проходит ток высокой частоты, генерируя тепло сопротивления.
Нагрев и образование вспышек:
Первоначальный легкий контакт между металлическими частями вызывает локальный нагрев.
Когда металл нагревается и достигает расплавленного состояния, возникает вспышка из-за взрывного характера жидкого металла в месте контакта.
Эта вспышка продолжается по мере продвижения подвижного зажима, обеспечивая достаточный нагрев обоих концов.
Окончательная ковка и затвердевание:
При достижении оптимальной температуры сварочное питание отключается.
Под действием осевого давления металлические детали скрепляются, образуя прочное и надежное сварное соединение.
Пример: Стыковая сварка стали с вспышкой
При стыковой сварке стальными плавящимися прутками два стальных прутка соединяются встык. Сварочный ток, проходящий через точку контакта, выделяет тепло сопротивления, расплавляя металл и создавая сильную искру. При вспышке выделяются следы молекул, что часто сопровождается резким запахом. Процесс сварки завершается быстрым приложением силы ковки, в результате чего получается прочный и долговечный шов.
Преимущества сварки встык
Высококачественные соединения: Обеспечивает прочные и надежные сварные швы с отличными механическими свойствами.
Эффективность: Процесс относительно быстрый и может быть автоматизирован для обеспечения высокой производительности.
Универсальность: Подходит для широкого спектра металлов и областей применения, включая крупные промышленные проекты.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Представьте, что производственная линия вашего завода внезапно остановилась из-за утечки в важнейшем трубопроводе. Как ее устранить, не подвергая себя риску дальнейшего повреждения или простоя? Это...
Почему пайка цементированного карбида представляет собой такую проблему? В этой статье раскрываются основы пайки этого невероятно твердого материала, подробно описываются процессы, материалы и методы, необходимые для получения прочных,...
Знаете ли вы, что сварка может оставлять после себя скрытые напряжения, которые ослабляют конструкции? В этой статье рассматриваются шесть эффективных методов устранения остаточных напряжений при сварке, обеспечивающих долговечность и безопасность...
Вы когда-нибудь задумывались, что делает сварочную проволоку из алюминиевого сплава столь необходимой для прочных, легких и устойчивых к коррозии сварных швов? В этой статье мы рассмотрим свойства трех популярных сварочных проволок из алюминиевых сплавов...
Почему некоторые арматурные конструкции терпят неудачу, несмотря на тщательное планирование? Виной тому могут быть дефекты сварки, вызывающие значительные проблемы в конструкции. В этой статье рассматриваются шесть распространенных дефектов сварки арматурных конструкций,...
Для получения безупречного сварного шва требуется не только мастерство, но и владение взаимодействием между напряжением и током. Эти два параметра являются жизненной силой сварки, диктуя все от...
Вы когда-нибудь задумывались о том, как небоскребы становятся высокими, а автомобили остаются сваренными вместе? Этот блог раскрывает магию, лежащую в основе электросварочных аппаратов. Узнайте о таких ведущих производителях, как Lincoln Electric и Miller Welds,...
Вы когда-нибудь задумывались, какие бренды сварочного оборудования занимают лидирующие позиции в отрасли? В этой статье рассматриваются десять ведущих производителей сварочных аппаратов, подчеркиваются их инновации, глобальное присутствие и уникальные преимущества.....
Вы когда-нибудь задумывались, что означают эти цифры и буквы на сварочных прутках? В этой статье раскрывается система кодирования сварочных прутков из углеродистой и нержавеющей стали, что поможет вам понять их прочность на разрыв,...