Задумывались ли вы когда-нибудь об увлекательном мире литья? Этот древний, но постоянно развивающийся производственный процесс формирует нашу повседневную жизнь бесчисленными способами. В этой статье мы рассмотрим различные виды литья, используемые для создания сложных металлических деталей с точностью и эффективностью. От традиционного литья в песчаные формы до передового литья под давлением - каждый метод предлагает уникальные преимущества для различных областей применения. Присоединяйтесь к нам, чтобы разобраться в тонкостях этого важнейшего производственного процесса и узнать, как он продолжает стимулировать инновации в различных отраслях.
Литье - это фундаментальный производственный процесс, в котором жидкий материал заливается в форму с полой полостью нужной формы и затем застывает. Затвердевшая деталь называется отливкой, которая выталкивается или выламывается из формы для завершения процесса.
Существует несколько типов процессов литья, каждый из которых имеет свои уникальные характеристики, преимущества и недостатки. В целом их можно разделить на две основные группы: Литье в песчаные формы и специальное литье.
1. Литье в песчаные формы
Литье в песчаные формы - один из самых распространенных и универсальных методов литья. Он предполагает создание формы из песка и заливку расплавленного металла в полость формы. Существует три основных типа литья в песчаные формы:
1.1 Литье в мокрый песок
Определение: Для создания формы используется песок, смешанный с водой и глиной.
Характеристики: После заливки металла форма становится влажной.
Преимущества: Экономичный, подходит для крупных отливок, песок многоразового использования.
Недостатки: Ограниченная точность и качество обработки поверхности, возможность появления дефектов, связанных с влажностью.
1.2 Сухое литье в песок
Определение: Используется песок, который высушивается перед заливкой расплавленного металла.
Характеристики: Форму запекают, чтобы удалить влагу.
Преимущества: Более высокая точность размеров и качество поверхности по сравнению с литьем в мокрый песок.
Недостатки: Более высокая стоимость из-за процесса сушки, более длительное время производства.
1.3 Литье в песчаные формы с химическим упрочнением
Определение: Для изготовления формы используется химически связанный песок.
Характеристики: Песок смешивается с химическими связующими веществами, которые затвердевают в форме.
Преимущества: Высокопрочные формы, превосходная точность размеров и качество поверхности.
Недостатки: Дороже, чем традиционное литье в песчаные формы, сложная обработка химикатами.
2. Специальное литье
В специальных процессах литья используются различные материалы и техники для создания форм и отливок. Их можно разделить на две основные категории в зависимости от материала моделирования:
2.1 Литье на основе природного минерального песка
Инвестиционное литье: Используется восковой шаблон, покрытый огнеупорным материалом, для формирования формы. Высокая точность и отличная обработка поверхности, но дорого и долго.
Литье из глины: В качестве основного материала для лепки используется глина. Подходит для художественных и декоративных изделий, но ограниченно для мелкосерийного производства.
Отливка раковин: Создает тонкую оболочку из песка и смолы вокруг детали. Обеспечивает хорошую обработку поверхности и точность размеров, но применяется только для небольших деталей.
Литье под отрицательным давлением: Использует вакуум для втягивания расплавленного металла в форму. Обеспечивает отличную детализацию и уменьшает пористость, но требует специального оборудования.
Полное литье в форму: Используется пенопласт, который испаряется при заливке расплавленного металла. Простой и экономичный способ, но может приводить к дефектам, связанным с выделением газа.
Литье в керамические формы: Использует керамические материалы для создания формы. Подходит для высокотемпературных сплавов и обеспечивает превосходную обработку поверхности, но стоит дорого.
2.2 Литье на основе металла
Литье в металлические формы: Использование металлических форм, также известных как штампы, для создания отливок. Высокая точность и чистота поверхности, но ограничена крупносерийным производством из-за стоимости формы.
Литье под давлением (литье под давлением): Расплавленный металл подается в форму под высоким давлением. Отличная точность размеров и качество обработки поверхности, но только для цветных металлов.
Непрерывное литье: Расплавленный металл непрерывно заливается в форму и застывает. Подходит для производства длинных отрезков материала, но ограничивается определенными формами.
Литье под низким давлением: Использует низкое давление для заполнения формы расплавленным металлом. Уменьшает турбулентность и улучшает качество, но требует специализированного оборудования.
Центробежное литье: Использует центробежную силу для распределения расплавленного металла в форме. Идеально подходит для цилиндрических деталей и обеспечивает высокую плотность материала, но ограничена определенными геометрическими размерами.
Понимание различных процессов литья имеет решающее значение для выбора подходящего метода для конкретного применения. Каждый процесс имеет свой уникальный набор характеристик, преимуществ и недостатков, что делает их подходящими для различных типов изделий и масштабов производства. Подробное изучение этих процессов позволит вам принимать обоснованные решения для оптимизации эффективности производства и качества продукции.
Различные виды литья: объяснение
1. Литье в песок
Что такое литье в песок?
Литье в песчаные формы - это универсальный и широко распространенный метод производства металлических отливок путем создания формы из песчаной смеси. Этот процесс позволяет получать отливки из различных металлов, включая сталь, чугун и большинство цветных сплавов. Он особенно ценится за способность создавать сложные формы и замысловатые внутренние полости.
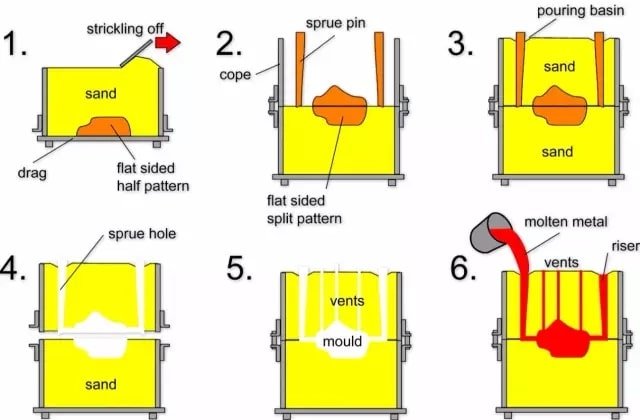
Технологический процесс
Процесс литья в песчаные формы включает в себя несколько основных этапов:
Создание узоров: Шаблон, обычно изготовленный из дерева, металла или пластика, создается по форме желаемой детали.
Изготовление пресс-форм: Шаблон помещают в контейнер и засыпают песком, чтобы сформировать форму. Песок смешивают со связующим веществом, чтобы помочь ему сохранить форму.
Изготовление ядра: Если отливка требует внутренних полостей, в форму помещают стержни из песка.
Сборка пресс-формы: Половины формы собираются, и все необходимые стержни помещаются внутрь.
Заливка: Расплавленный металл заливается в полость формы через литниковую систему.
Охлаждение: Металлу дают остыть и затвердеть в форме.
Шейкаут: Песчаную форму разламывают и извлекают отливку.
Очистка: Отливка очищается, чтобы удалить остатки песка, окалины и лишнего металла.
Инспекция: Отливка проверяется на наличие дефектов и точность размеров.
Процесс литья в песчаные формы
Технические характеристики
Литье в песчаные формы обладает несколькими примечательными характеристиками:
Сложные формы: Он хорошо подходит для производства деталей со сложной геометрией и замысловатыми внутренними полостями.
Адаптация: Литье в песок может использоваться с широким спектром металлов и сплавов, что делает его очень адаптируемым.
Экономически эффективный: Этот процесс относительно недорог, особенно при изготовлении небольших партий продукции или деталей на заказ.
Гибкость материала: Это единственный приемлемый процесс для производства деталей или заготовок из материалов с низкой пластичностью, таких как чугун.
Приложения
Литье в песок широко используется в различных отраслях промышленности благодаря своей универсальности и экономичности. К числу распространенных областей применения относятся:
Автомобильная промышленность: Блоки цилиндров, головки цилиндров и коленчатые валы.
Аэрокосмическая промышленность: Конструктивные элементы и корпуса.
Машины: Редукторы, корпуса насосов и корпуса клапанов.
Строительство: Архитектурные компоненты и фурнитура.
В целом, литье в песчаные формы - это высоко адаптируемый и экономически эффективный метод производства металлических отливок сложных форм и замысловатых деталей. Способность работать с широким спектром материалов делает этот процесс незаменимым во многих промышленных отраслях.
2. Инвестиционное литье
Что такое инвестиционное литье?
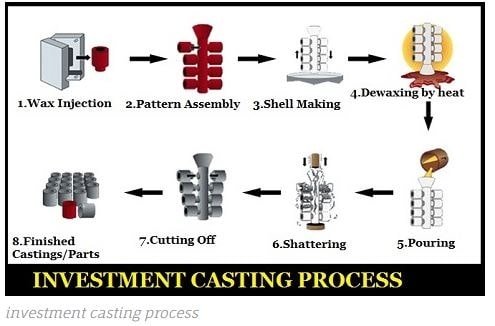
Литье по выплавляемым моделям, также известное как литье по выплавляемым моделям, - это процесс точного литья, который включает в себя создание модели из легкоплавкого материала, обычно воска. Затем этот шаблон помещается в несколько слоев огнеупорных материалов для формирования формы. После создания формы шаблон расплавляется, оставляя полость, в которой отсутствуют разделительные поверхности. Затем форму запекают при высоких температурах, чтобы удалить остатки воска и укрепить форму. Наконец, в полость заливают расплавленный металл, чтобы создать окончательную отливку.
Технологический процесс
Процесс литья по выплавляемым моделям включает в себя несколько основных этапов:
Создание узоров: Изготавливается восковой шаблон, который является точной копией конечного продукта.
Отделка: Отлитая деталь вырезается из литника, и выполняются все необходимые операции по отделке, такие как шлифовка или механическая обработка.
Процесс литья по выплавляемым моделям
Преимущества
Высокая точность размеров и геометрическая точность: Литье по выплавляемым моделям позволяет получать детали с жесткими допусками и сложными деталями.
Отличная обработка поверхности: Процесс позволяет получать детали с высокой шероховатостью поверхности, что снижает необходимость в дополнительной отделке.
Сложные формы: Он позволяет отливать сложные геометрические формы, которые трудно или невозможно получить с помощью других методов литья.
Универсальность материалов: Можно отливать широкий спектр сплавов, включая труднообрабатываемые.
Недостатки
Сложные процедуры: Процесс включает в себя несколько этапов и требует тщательного контроля на каждом из них.
Высокая стоимость: Из-за сложности и трудоемкости процесса литье по выплавляемым моделям может быть более дорогим, чем другие методы литья.
Приложения
Литье по выплавляемым моделям особенно подходит для производства небольших деталей сложной формы с высокими требованиями к точности. Оно широко используется в таких отраслях, как аэрокосмическая, автомобильная и медицинская. К распространенным областям применения относятся:
Лопатки турбинных двигателей: Эти детали требуют высокой точности и сложной геометрии.
Медицинские имплантаты: Литье по выплавляемым моделям позволяет получать сложные и биосовместимые компоненты.
Ювелирные изделия: Этот процесс идеально подходит для создания детальных и тонких рисунков.
Автомобильные компоненты: Высокоточные детали, такие как шестерни и компоненты двигателей, часто отливаются по выплавляемым моделям.
Литье по выплавляемым моделям остается важнейшим процессом в современном производстве, обеспечивающим высококачественные и точные компоненты для различных областей применения.
3. Литье в глиняные формы
Литье в глиняные формы - это традиционный процесс литья, в котором в качестве основного материала используется глина для создания форм для производства различных отливок. Этот метод имеет историческое значение и использовался на протяжении веков, особенно в Китае, где он признан одной из самых ранних известных технологий литья.
Материалы и процесс
Для того чтобы глиняная форма обладала сильной связующей силой, глину смешивают с водой и различными органическими и неорганическими материалами. К таким материалам относятся:
Рисовая шелуха и рисовая кочерыжка: Эти побочные продукты сельского хозяйства способствуют связыванию глины и улучшению ее структурной целостности.
Конский навоз: Органические вещества, такие как конский навоз, способствуют созданию пористой структуры внутри формы.
Пепел: Этот материал обеспечивает твердость и долговечность формы.
После смешивания глина подвергается сушке на воздухе или на солнце. Эта фаза сушки очень важна, так как она затвердевает, делая форму твердой и прочной. В полученной глиняной форме имеются поры для выхода воздуха, которые необходимы для отвода газов в процессе литья.
Характеристики плесени
Текстура поверхности: Поверхность глиняной формы тонкая и однородная, что помогает добиться гладкой поверхности отлитого изделия.
Внутренняя текстура: Средняя текстура формы более грубая, что обеспечивает необходимую прочность и жесткость.
Дополнительные материалы: Для улучшения свойств формы в нее могут быть добавлены такие материалы, как песок, шлак и битый кирпич. Эти добавки способствуют повышению термостойкости и общей прочности формы.
Возможность многократного использования
Одним из заметных преимуществ литья в глиняные формы является возможность их многократного использования. Глиняную форму можно использовать многократно, что относит ее к категории полупостоянных форм. Эта характеристика делает ее экономичным и эффективным выбором для процессов литья.
Историческое значение
Литье в глиняные формы занимает видное место в истории производства, особенно в Китае. Оно отражает изобретательность и находчивость первых металлургов, которые разработали этот метод для производства различных металлических предметов.
Приложения
Несмотря на развитие современных технологий литья, литье в глиняные формы по-прежнему ценится за свою простоту и эффективность в определенных областях применения. Оно особенно полезно в мелкосерийном производстве и в тех областях, где предпочитают традиционные методы.
Литье в глиняные формы - свидетельство непреходящего наследия традиционных технологий производства. Благодаря использованию легкодоступных материалов и простых процессов оно на протяжении веков обеспечивало надежный метод получения отливок. Историческое значение и практические преимущества этого метода продолжают делать его ценным в определенных условиях.
4. Литье в оболочковые формы
Литье в оболочковые формы - это процесс точного литья, который позволяет получать высококачественные отливки с использованием тонких оболочковых форм. Этот метод был изобретен Йоханнесом Кронингом в 1943 году и впервые применен в Германии в 1944 году. С момента своего появления этот метод был широко распространен в различных отраслях промышленности по всему миру благодаря своей эффективности и способности производить сложные и точные отливки.
Обзор процесса
Процесс литья в оболочковые формы включает в себя несколько основных этапов:
Подготовка выкройки: Металлический шаблон, обычно изготовленный из железа или стали, нагревается до температуры 180-280°C.
Применение формовочной смеси: На нагретый шаблон наносится формовочная смесь, обычно покрытая фенольной смолой. В результате образуется тонкая оболочка формы, толщина которой обычно составляет 6-12 мм.
Вылечить плесень: Форма дополнительно нагревается для затвердевания песка, покрытого смолой, что обеспечивает необходимую прочность и жесткость оболочки.
Сборка корпусов пресс-форм: Верхняя и нижняя части формы сжимаются или склеиваются вместе с помощью смолы, образуя полноценную форму без необходимости использования традиционной коробки для песка.
Изготовление ядра: При необходимости сердечники также могут быть изготовлены с использованием того же процесса формования оболочки. Для изготовления тонких оболочек обычно используется метод выдувания.
Преимущества литья в оболочковые формы
Точность и аккуратность: Процесс позволяет производить отливки с мелкими деталями и жесткими допусками.
Отделка поверхности: Отливки, изготовленные с использованием оболочковых форм, обычно имеют более высокую степень обработки поверхности по сравнению с отливками, изготовленными традиционными методами литья в песчаные формы.
Эффективность: Тонкокорпусные формы требуют меньше материала и энергии, что делает процесс более эффективным и экономичным.
Универсальность: Литье в оболочковые формы может применяться для широкого спектра металлов, включая черные и цветные сплавы.
Приложения
Литье в оболочковые формы широко используется в отраслях, где важны точность и высокое качество обработки поверхности. К распространенным областям применения относятся:
Автомобильная промышленность: Компоненты двигателя, детали трансмиссии и другие важные автомобильные детали.
Аэрокосмическая промышленность: Прецизионные компоненты, требующие высокой прочности и надежности.
Станкостроительная промышленность: Сложные и детальные детали для различных механизмов.
Литье в оболочковые формы - это высокоэффективный и точный метод литья, который сыграл важную роль в развитии производственных возможностей в различных отраслях промышленности. Его способность производить высококачественные, детализированные отливки с превосходной отделкой поверхности делает его предпочтительным выбором для многих областей применения.
5. Литье в керамические формы
Литье в керамические формы - это сложный метод литья, при котором для получения высококачественных отливок используется керамическая суспензия. Эта технология особенно ценится за способность создавать точные и сложные формы с превосходной отделкой поверхности. Давайте разберемся в особенностях этого процесса литья.
Состав керамического шлама
Керамический шлам, используемый в этом методе литья, состоит из:
Гидролизат этилсиликата: Действует как связующее вещество.
Мелкие огнеупорные пески: К ним относятся такие материалы, как плавленый кварц, циркон и корунд. Эти пески выбирают за их чистую текстуру и высокую термическую стабильность, которые имеют решающее значение для сохранения целостности формы при высоких температурах.
Катализаторы для желирования
Чтобы ускорить процесс загустевания керамической суспензии, в нее часто добавляют катализаторы, такие как гидроксид кальция или оксид магния. Эти катализаторы способствуют быстрому застыванию суспензии, делая форму готовой к последующим этапам в более короткие сроки.
Обзор процесса
Из-за сходства состава и внешнего вида используемых огнеупорных материалов с традиционной керамикой этот процесс часто называют литьем "керамического типа". Литье в керамические формы - это передовая технология, которая развилась из традиционного литья в песчаные формы, обеспечивая повышенную точность и качество поверхности.
Виды литья в керамические формы
Существует два основных метода литья в керамические формы:
1. Изготовление формы с помощью ящика для песка
Приложение: Керамическая суспензия наносится на формовочную плиту.
Покрытие: Ящик с песком покрывается суспензией.
Заливка: Подготовленная суспензия выливается в ящик с песком.
Склеивание и отверждение: Форме дают возможность склеиться и затвердеть.
Выпечка: Затем форму запекают при высоких температурах, чтобы сформировать окончательную форму для литья.
Этот метод особенно полезен для создания детальных и сложных отливок.
2. Изготовление пресс-формы с использованием втулки
Заполнение зазоров: Керамическая суспензия заливается в зазор между втулкой и деталью.
Материал втулки: Втулка может быть изготовлена из песка или металла.
Эффективность: Этот метод эффективен, так как позволяет сэкономить значительное количество керамического шлама.
Эта техника широко используется в производстве благодаря своей материалоемкости и экономичности.
Преимущества литья в керамические формы
Точность: Позволяет создавать сложные и детализированные формы.
Отделка поверхности: Производит отливки с превосходной отделкой поверхности.
Термическая стабильность: Высокая термическая стабильность огнеупорных материалов обеспечивает целостность формы при высоких температурах.
Эффективность использования материалов: Использование втулок позволяет значительно уменьшить количество необходимого керамического раствора.
Литье в керамические формы представляет собой значительное достижение в технологии литья, предлагая многочисленные преимущества по сравнению с традиционными методами. Способность производить высокоточные и высококачественные отливки делает эту технологию неоценимой в различных областях промышленности. Понимая состав, катализаторы и методы, производители могут эффективно использовать эту технологию для достижения превосходных результатов литья.
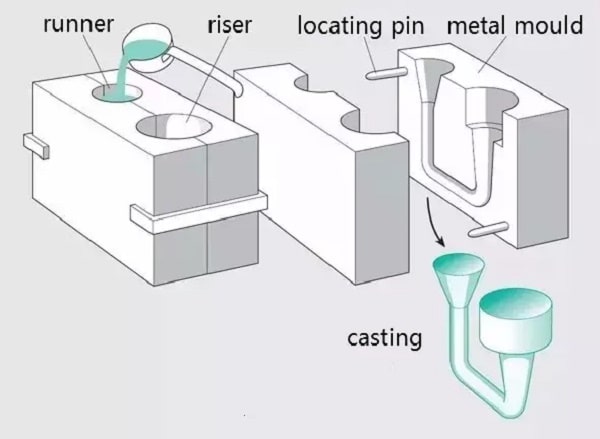
6. Литье в металлические формы
Литье в металлические формы, также известное как литье в твердые формы, - это высокоэффективный процесс, при котором жидкий металл заливается в металлическую форму для создания отливок. Форма, обычно изготовленная из стали или чугуна, может быть использована многократно, часто от сотен до тысяч циклов, что делает ее экономически эффективным методом массового производства.
Преимущества литья в металлические формы
Возможность многократного использования: Металлические формы долговечны и могут использоваться многократно, что со временем снижает стоимость одной отливки.
Точность: Металлические пресс-формы обеспечивают высокую точность размеров и превосходную обработку поверхности, что снижает необходимость в дополнительной обработке.
Скорость производства: Процесс позволяет осуществлять быстрые производственные циклы, что выгодно для крупносерийного производства.
Ограничения литья в металлические формы
Несмотря на свои преимущества, литье в металлические формы имеет определенные ограничения:
Материальные ограничения: В то время как цветные металлы, такие как алюминий, магний и цинк, обычно используются, черные металлы, такие как чугун и сталь, могут быть более сложными из-за их высокой температуры плавления и износа форм.
Сложность форм: Этот процесс лучше всего подходит для простых форм. Для сложных геометрических форм могут потребоваться более сложные конструкции пресс-форм, изготовление которых может быть дорогостоящим и трудоемким.
Ограничения по весу: Вес отливок обычно ограничен. Более тяжелые отливки могут привести к чрезмерному износу форм и могут потребовать специальных методов обработки и охлаждения.
Толщина стенок: Существуют ограничения на минимальную толщину стенок, которую можно достичь. Более тонкие стенки трудно отливать равномерно, что приводит к потенциальным дефектам и структурным недостаткам.
Первоначальная стоимость: Первоначальная стоимость создания металлических форм относительно высока по сравнению с другими методами литья, такими как литье в песчаные формы. Это делает его менее подходящим для малосерийного производства.
Приложения
Литье в металлические формы широко используется в отраслях, где важна высокая точность и повторяемость. К числу распространенных областей применения относятся:
Автомобильная промышленность: Производство компонентов двигателя, деталей трансмиссии и других критических компонентов.
Аэрокосмическая промышленность: Производство легких, высокопрочных деталей.
Бытовая электроника: Производство корпусов и конструктивных элементов для электронных устройств.
Промышленное оборудование: Компоненты, требующие высокой прочности и точности.
Литье в металлические формы - это универсальный и эффективный производственный процесс, особенно хорошо подходящий для крупносерийного производства металлических деталей с превосходной точностью размеров и чистотой поверхности. Однако при выборе этого метода для конкретного применения следует тщательно учитывать его ограничения по материалу, сложности формы и весу.
7. Литье под давлением
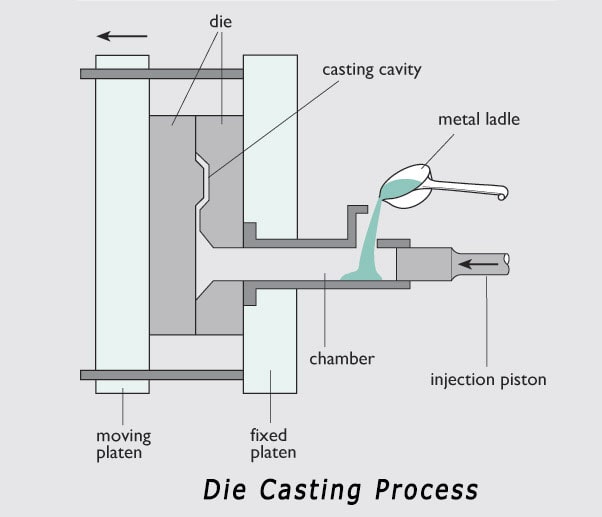
Что такое литье под давлением?
Литье под давлением - это производственный процесс, при котором расплавленный металл впрыскивается в полость точной металлической формы под высоким давлением и с высокой скоростью. Металл охлаждается и застывает под давлением, образуя отливку с точными размерами и гладкой поверхностью.
Технологический процесс
Процесс литья под давлением включает в себя несколько основных этапов:
Подготовка: Форма подготавливается и покрывается смазкой для облегчения извлечения отливки.
Инъекция: Расплавленный металл впрыскивается в полость формы под высоким давлением.
Охлаждение: Металлу дают остыть и затвердеть в форме.
Выброс: Форма открывается, и затвердевшая отливка выбрасывается.
Обрезка: Излишки материала, такие как вспышка, удаляются из отливки.
Преимущества
Высокое давление и высокая скорость потока: Металлическая жидкость находится под высоким давлением и быстро течет во время литья под давлением, обеспечивая быстрое и полное заполнение формы.
Хорошее качество продукции: Отливки под давлением имеют стабильные размеры, хорошую обработку поверхности и отличную взаимозаменяемость.
Высокая эффективность производства: Формы для литья под давлением можно использовать многократно, что делает этот процесс подходящим для крупносерийного производства.
Экономические выгоды: Процесс экономически эффективен для массового производства благодаря высокой эффективности и воспроизводимости.
Недостатки
Пористость и усадка: Отливки склонны к образованию мелких пор и усадочных дефектов, что может повлиять на их механические свойства.
Низкая пластичность: Литые детали обладают низкой пластичностью и не подходят для применения в условиях ударных нагрузок или вибраций.
Жизнь плесени: При литье сплавов с высокой температурой плавления срок службы формы сокращается, что может ограничить масштабы производства и увеличить затраты.
Приложения
Первоначально литье под давлением использовалось в автомобильной и приборостроительной промышленности. Со временем его применение распространилось на различные отрасли, включая:
Сельскохозяйственная техника
Станкостроительная промышленность
Электронная промышленность
Национальная оборонная промышленность
Компьютеры
Медицинское оборудование
Часы и камеры
Ежедневное оборудование
Литье под давлением остается универсальным и широко используемым производственным процессом благодаря своей способности производить сложные формы с высокой точностью и отличным качеством поверхности.
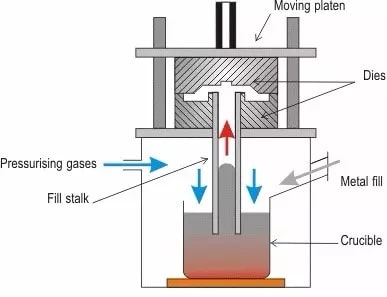
Литье под низким давлением - это производственный процесс, при котором жидкий металл заливается в форму под низким давлением, обычно в диапазоне от 0,02 до 0,06 МПа. Затем металл кристаллизуется под этим давлением, образуя отливку. Этот метод отличается возможностью контролировать давление и скорость металла во время заливки, что делает его пригодным для различных литейных форм и сплавов.
Технологический процесс
Подготовка пресс-формы: Форма, которая может быть изготовлена из металла или песка, подготавливается и устанавливается.
Плавление металла: Металл расплавляется в печи.
Заполнение формы: Расплавленный металл впрыскивается в форму снизу под небольшим давлением, обеспечивая стабильный и контролируемый процесс заполнения.
Застывание: Металл застывает под давлением, образуя плотную и качественную отливку.
Охлаждение и выброс: Отливке дают остыть и затем извлекают из формы.
Технические характеристики
Регулируемое давление и скорость
Универсальность: Давление и скорость при заливке можно регулировать, что делает процесс подходящим для различных форм для литья, включая металлические и песчаные формы.
Разнообразные применения: Может использоваться для литья различных сплавов и получения отливок разных размеров.
Метод донного налива
Стабильная начинка: Благодаря использованию метода донного впрыска металлическая жидкость стабильно заполняет форму без разбрызгивания.
Предотвращение загазованности: Этот метод позволяет предотвратить присутствие газа в отливке.
Снижение эрозии: Уменьшает эрозию стенок и стержня формы, тем самым повышая скорость прохождения отливки.
Высококачественные отливки
Плотная структура: Литье застывает под давлением, в результате чего образуется плотная структура.
Четкие контуры и гладкая поверхность: Отливки имеют четкие контуры и гладкую поверхность.
Высокие механические свойства: В результате этого процесса получаются отливки с высокими механическими свойствами, что делает его особенно выгодным для крупных тонкостенных деталей.
Эффективность и автоматизация
Высокая степень использования металла: Процесс исключает необходимость использования стояков, повышая коэффициент использования металла до 90-98%.
Низкая трудоемкость: Характеризуется низкой трудоемкостью и хорошими условиями труда.
Простое оборудование: Используемое оборудование относительно простое.
Механизация и автоматизация: Существует большой потенциал для механизации и автоматизации, повышающий производительность и согласованность действий.
Приложение
Литье под низким давлением в основном используется для производства традиционных изделий, таких как:
Головки цилиндров
Хабы
Цилиндрические рамы
Эти компоненты выигрывают благодаря высококачественным характеристикам литья под низким давлением, таким как плотная структура и высокие механические свойства.
Литье под низким давлением - это универсальный и эффективный метод производства высококачественных металлических отливок. Возможность контролировать давление и скорость заливки в сочетании с преимуществами донной заливки и затвердевания под давлением делает его пригодным для широкого спектра применений. Этот процесс не только повышает качество отливок, но и улучшает использование металла и позволяет повысить уровень автоматизации, что делает его ценным методом в современном производстве.
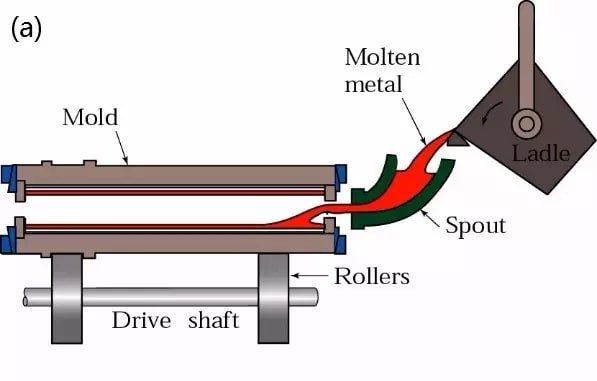
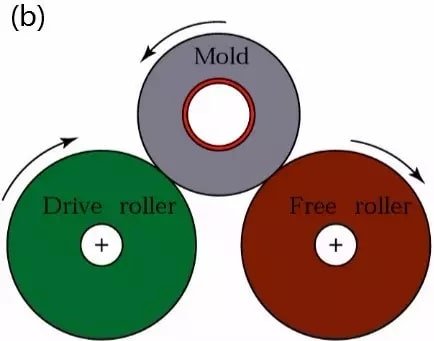
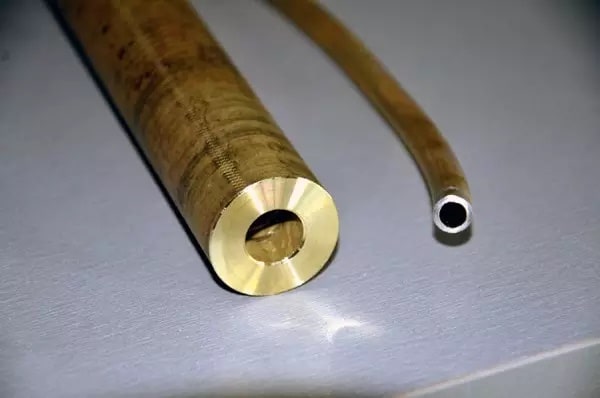
9. Центробежное литье
Что такое центробежное литье?
Центробежное литье - это метод литья, при котором расплавленный металл заливается во вращающуюся форму. Вращение формы создает центробежную силу, которая помогает заполнить форму и затвердеть металлу. Этот метод особенно эффективен для производства цилиндрических деталей и компонентов с высокой степенью однородности и плотности.
Технологический процесс
Подготовка: Форма подготавливается и настраивается на вращение с определенной скоростью.
Заливка: Расплавленный металл заливается во вращающуюся форму.
Застывание: Центробежная сила равномерно распределяет расплавленный металл по стенкам формы, где он застывает.
Охлаждение: Отливке дают полностью остыть и затвердеть.
Добыча: Затвердевшую отливку извлекают из формы для дальнейшей обработки.
Преимущества
Эффективное использование металла: Заливочная система и система стояков потребляют минимальное количество металла, что приводит к повышению производительности процесса.
Производство без коры: При производстве длинных трубчатых отливок отсутствие сердцевины значительно повышает заполняемость металла.
Высокое качество: Полученная отливка обладает высокой плотностью, малым количеством дефектов (таких как поры и шлаковые включения) и отличными механическими свойствами.
Композитные отливки: Изготовление композитных металлических отливок стволов и гильз относительно просто.
Недостатки
Ограничения по форме: Существуют определенные ограничения при использовании в производстве отливок специальной формы.
Качество внутренних отверстий: Диаметр внутреннего отверстия отливки не точен, поверхность внутреннего отверстия неровная, качество низкое, припуск на обработку большой.
Сегрегация: Литье подвержено удельной сегрегации, что может повлиять на однородность материала.
Приложения
Изначально центробежное литье использовалось для производства литых труб, но с тех пор оно получило широкое распространение в различных отраслях промышленности, таких как металлургия, горнодобывающая промышленность, транспорт, ирригационное и дренажное оборудование, авиация, национальная оборона и автомобилестроение. Этот процесс используется для производства отливок из стали, чугуна и цветных углеродистых сплавов.
Общие приложения
Центробежные чугунные трубки: Широко используется в различных трубопроводных системах.
Гильзы цилиндров для двигателей внутреннего сгорания: Незаменимо для двигателей автомобилей и тяжелой техники.
Втулки вала: Используется в различных механических системах для уменьшения износа вращающихся валов.
Центробежное литье - это универсальный и эффективный метод производства высококачественных цилиндрических деталей с отличными механическими свойствами, что делает его ценным процессом во многих промышленных областях.
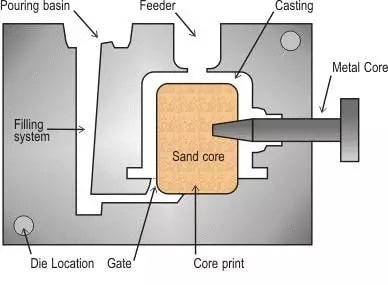
10. Гравитационное литье под давлением
Что такое гравитационное литье под давлением?
Гравитационное литье - это процесс литья, при котором жидкий металл заливается в металлическую форму под действием силы тяжести. Затем металл охлаждается и застывает, в результате чего получается отливка. Этот метод широко используется для производства высококачественных металлических деталей с точными размерами и превосходной отделкой поверхности.
Технологический процесс
Подготовка формы: Металлическая форма предварительно нагревается и покрывается разделительным составом для облегчения извлечения отливки.
Заливка: Расплавленный металл заливается в полость формы под действием силы тяжести.
Охлаждение и затвердевание: Металл остывает и затвердевает в форме.
Выброс: После застывания отливку извлекают из формы.
Отделка: Отливка подвергается процессам отделки, таким как обрезка, механическая обработка и обработка поверхности для достижения желаемых характеристик.
Преимущества
Высокая теплопроводность и теплоемкость: Высокая теплопроводность и теплоемкость металлической формы приводит к быстрому охлаждению, в результате чего образуется плотная структура отливки.
Улучшенные механические свойства: Отливки, полученные методом гравитационного литья под давлением, имеют механические свойства примерно на 15% выше, чем отливки, полученные методом литья в песок.
Точность размеров и чистота поверхности: Использование металлических форм позволяет добиться большей точности размеров и меньшей шероховатости поверхности, что повышает стабильность качества.
Экологические и трудовые преимущества: Минимальное использование или отсутствие песчаных кернов улучшает экологическую обстановку за счет уменьшения количества пыли и вредных газов, а также снижает трудоемкость работ.
Недостатки
Непродуваемая форма: Металлическая форма не пропускает воздух, что требует принятия мер по удалению воздуха и газов, образующихся в полости песчаных стержней.
Риск появления трещин: Металлическая форма не имеет уступов, что делает ее склонной к растрескиванию во время застывания отливки.
Высокая стоимость и длительный производственный цикл: Металлические формы имеют более длительный производственный цикл и более высокую стоимость, что делает их экономически целесообразными в основном для массового производства.
Приложения
Гравитационное литье под давлением особенно подходит для крупномасштабного производства отливок из цветных сплавов, таких как алюминиевые и магниевые сплавы, со сложной формой. Он также используется для производства отливок и слитков из чугуна и стали. Этот метод предпочтителен в отраслях, требующих высокой точности и качества, таких как автомобильная, аэрокосмическая и бытовая электроника. Понимая процесс гравитационного литья под давлением, его преимущества и ограничения, производители могут лучше решить, когда использовать этот метод для производства высококачественных металлических компонентов.
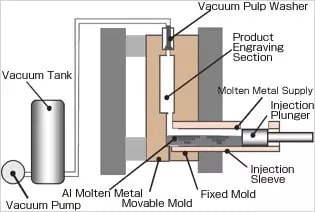
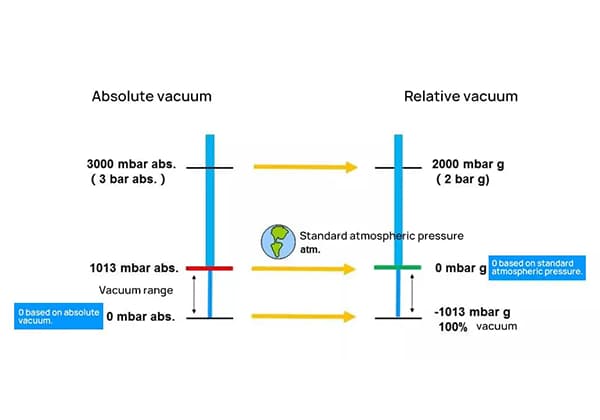
11. Вакуумное литье под давлением
Что такое вакуумное литье под давлением?
Вакуумное литье под давлением - это усовершенствованная форма литья под давлением, которая улучшает механические свойства и качество поверхности литых деталей за счет удаления или значительного уменьшения пор и растворенных в них газов. Это достигается путем удаления газа из полости формы в процессе литья, что помогает создавать более плотные и прочные отливки с меньшим количеством дефектов.
Технологический процесс
Процесс вакуумного литья под давлением включает в себя несколько основных этапов:
Подготовка формы: Форма подготавливается и покрывается разделительным составом для облегчения извлечения отлитой детали.
Применение вакуума: Перед подачей расплавленного металла в полость формы подается вакуум для удаления воздуха и газов.
Инжекция металла: Расплавленный металл впрыскивается в полость формы под высоким давлением.
Застывание: Металл остывает и затвердевает в форме, образуя желаемую форму.
Выброс деталей: Форма открывается, и отлитая деталь извлекается.
Преимущества
Уменьшенная пористость: Вакуумное литье под давлением позволяет устранить или значительно уменьшить воздушные отверстия внутри отливки, что приводит к улучшению механических свойств и качества поверхности.
Улучшенные характеристики покрытия: Уменьшение пор улучшает качество покрытия литых деталей.
Нижнее давление на спину: Снижение противодавления в полости позволяет использовать сплавы с низким удельным давлением и сплавы с плохими литейными характеристиками.
Большие отливки на небольших машинах: Благодаря улучшенным условиям заливки можно отливать более крупные отливки на небольших машинах.
Более тонкие отливки: Процесс позволяет отливать более тонкие секции, что может быть полезно для некоторых применений.
Недостатки
Сложная структура уплотнения пресс-формы: Структура уплотнения формы при вакуумном литье под давлением сложна, что делает процесс изготовления и установки формы трудным и дорогостоящим.
Чувствительность управления: Если метод вакуумного литья под давлением не контролируется должным образом, преимущества могут оказаться незначительными, что приведет к потенциальным дефектам и неэффективности.
Вакуумное литье под давлением - сложная технология, обеспечивающая значительные преимущества в плане уменьшения пористости и улучшения механических свойств и качества поверхности литых деталей. Однако она требует точного контроля и сложной конструкции уплотнения формы, что может увеличить стоимость и сложность. При правильном применении этот метод позволяет получать высококачественные отливки, отвечающие строгим эксплуатационным требованиям.
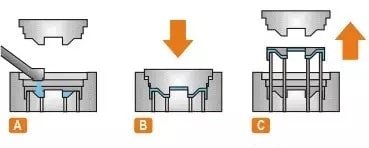
12. Литье под давлением
Что такое литье под давлением?
Литье под давлением, также известное как ковка жидкого металла, - это процесс обработки металлов давлением, при котором жидкий или полутвердый металл затвердевает под высоким давлением для получения конечного продукта или непосредственно заготовки. Этот процесс сочетает в себе преимущества литья и ковки, обеспечивая ряд преимуществ, включая высокую степень использования жидкого металла, упрощение процесса и стабильное качество. Это энергоэффективная технология обработки металлов давлением, которая имеет большие перспективы для применения в будущем.
Технологический процесс
Литье под давлением прямого выдавливания:
Краска-спрей: Нанесите покрытие на форму, чтобы облегчить извлечение отлитой детали.
Литой сплав: Залейте расплавленный или полутвердый сплав в форму.
Зажим пресс-формы: Закройте и закрепите форму.
Нагнетание давления: Приложите высокое давление к расплавленному металлу.
Удержание давления: Поддерживайте давление, чтобы обеспечить надлежащее застывание.
Сброс давления: Постепенно ослабьте давление.
Отделение плесени: Откройте форму.
Заготовка для демонтажа: Извлеките затвердевшую деталь из формы.
Сброс: Подготовьте форму к следующему циклу.
Литье под давлением с непрямым выдавливанием:
Нанесение покрытия методом распыления: Нанесите покрытие на форму.
Зажим пресс-формы: Закройте и закрепите форму.
Кормление: Внесите расплавленный или полутвердый металл в форму.
Начинка: Убедитесь, что форма полностью заполнена металлом.
Нагнетание давления: Применяйте сильное давление.
Удержание давления: Поддерживайте давление, чтобы обеспечить надлежащее застывание.
Сброс давления: Постепенно ослабьте давление.
Расставание: Откройте форму.
Заготовка для демонтажа: Извлеките затвердевшую деталь из формы.
Сброс: Подготовьте форму к следующему циклу.
Технические характеристики
Устранение дефектов: Он позволяет устранить внутренние поры, усадку и другие дефекты.
Качество поверхности: Изготавливает детали с низкой шероховатостью поверхности и высокой точностью размеров.
Профилактика трещин: Предотвращает появление трещин в отливке.
Автоматизация: Легко поддается механизации и автоматизации, повышая эффективность производства.
Приложения
Литье под давлением может использоваться для производства различных типов сплавов, в том числе:
Алюминиевый сплав
Цинковый сплав
Медный сплав
Узловатый чугун
Такая универсальность делает его пригодным для широкого спектра промышленных применений, от автомобильных компонентов до деталей аэрокосмической промышленности.
Литье под давлением - это высокоэффективный и универсальный процесс обработки металлов давлением, обладающий многочисленными преимуществами по сравнению с традиционными методами литья и ковки. Его способность производить высококачественные детали с минимальным количеством дефектов и совместимость с различными сплавами делают его привлекательным вариантом для современного производства.
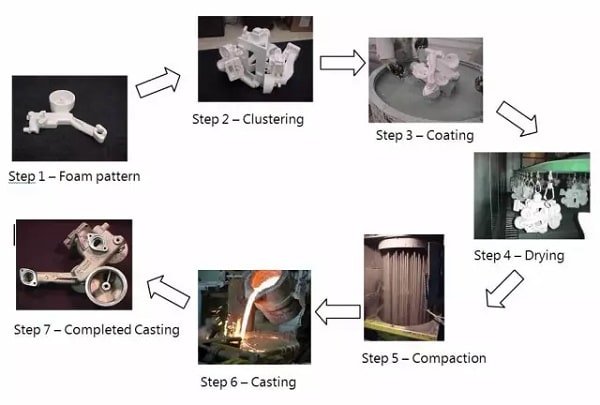
13. Литье из пенопласта
Что такое литье по технологии Lost Foam Casting?
Литье по выплавляемым моделям, также известное как литье по твердым моделям, - это современная и инновационная технология литья, в которой используются парафиновые или пенопластовые модели для копирования желаемой отливки по размеру и форме. Эти модели собираются в группу, образуя единое целое, которое затем используется в процессе литья.
Технологический процесс
Предварительное вспенивание: Процесс начинается с предварительного вспенивания, когда шарики вспенивающегося полистирола (EPS) расширяются, образуя пену.
Вспенивающееся формование: Пенопластовые шарики формуются в форму желаемой отливки.
Нанесение покрытия методом погружения: Модель из пенопласта покрывается огнеупорным материалом для создания оболочки.
Сушка: Модель с покрытием высушивается, чтобы огнеупорное покрытие было твердым и стабильным.
Моделирование: Высушенная модель помещается в колбу и окружена сухим кварцевым песком, который уплотняется с помощью вибрации для поддержки модели.
Заливка: Жидкий металл заливается в форму, в результате чего пенопластовая модель испаряется, а на ее место ложится металл.
Падающий песок: После застывания металла песок удаляется.
Очистка: Готовая отливка очищается для удаления остатков песка и огнеупорного материала.
Технические характеристики
Высокоточное литье: Литье по выплавляемым моделям позволяет получать высокоточные отливки с тонкой отделкой поверхности и сложными деталями.
Без песчаного ядра: Этот метод исключает необходимость в песчаном керне, что сокращает время и сложность обработки.
Поверхность без разделения: Отсутствие поверхности раздела позволяет более гибко подходить к проектированию и обеспечивать большую степень свободы в выборе форм отливки.
Чистое производство: Процесс экологически безопасен, загрязнение окружающей среды минимально.
Экономически эффективный: Снижает инвестиционные и производственные затраты за счет упрощения процесса литья и минимизации отходов материала.
Приложения
Литье по выплавляемым моделям очень универсально и может использоваться для производства широкого спектра точных отливок со сложной структурой и различными размерами. Оно подходит для различных сплавов и размеров производственных партий. Некоторые распространенные области применения включают:
Блоки двигателя из серого чугуна: Используется в автомобильной промышленности для производства компонентов двигателя.
Колена из высокомарганцовистой стали: Используется в отраслях, где требуются прочные и износостойкие детали.
Литье по выплавляемым моделям - это высокоэффективный и точный метод литья, который обладает многочисленными преимуществами, включая высокую гибкость конструкции, экономию средств и экологические преимущества. Его способность производить сложные и высококачественные отливки делает его неоценимым методом в различных промышленных областях.
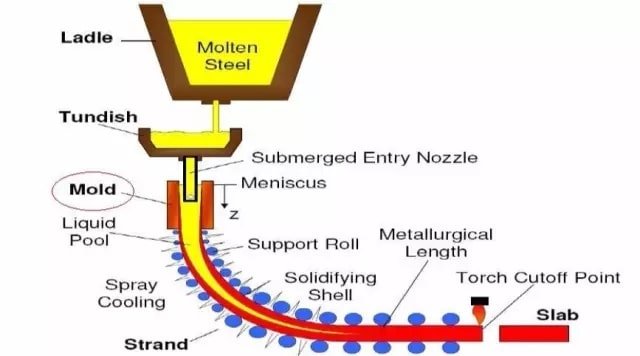
14. Непрерывное литье
Что такое непрерывное литье?
Непрерывное литье - это передовой металлургический процесс, при котором расплавленный металл непрерывно заливается в специально разработанную форму, называемую кристаллизатором. По мере застывания металла он непрерывно вытягивается из противоположного конца формы. Этот метод позволяет получать отливки неограниченной длины или определенной длины, что делает его высокоэффективным для промышленного применения.
Технологический процесс
Процесс непрерывного литья включает в себя несколько основных этапов:
Заливка расплавленного металла: Расплавленный металл заливается в кристаллизатор.
Застывание: Когда металл проходит через форму, он начинает застывать.
Добыча: Затвердевший металл непрерывно извлекается из формы.
Резка: Непрерывное литье может быть разрезано на отрезки нужной длины по мере необходимости.
Технические характеристики
Непрерывное литье имеет ряд технических преимуществ:
Быстрое охлаждение: Металл подвергается быстрому охлаждению, в результате чего кристаллическая структура становится более плотной и однородной.
Улучшенные механические свойства: Процесс улучшает механические свойства литого металла.
Эффективность использования материалов: Экономия металла и увеличение выхода продукции за счет минимизации отходов.
Упрощенные процедуры: Непрерывное литье исключает необходимость традиционного моделирования и других этапов, снижая трудоемкость.
Эффективность использования пространства: Процесс требует значительно меньше производственных площадей.
Автоматизация: Непрерывное литье легко автоматизировать, что приводит к повышению эффективности производства за счет механизации.
Приложения
Непрерывное литье универсально и может использоваться для литья различных металлов и сплавов, включая:
Сталь
Железо
Медные сплавы
Алюминиевые сплавы
Магниевые сплавы
Он особенно подходит для производства длинных отливок с постоянной формой поперечного сечения, таких как:
Слитки
Плиты
Стержневые заготовки
Трубы
Непрерывное литье - это высокоэффективный и технологичный процесс, обеспечивающий многочисленные преимущества с точки зрения свойств материалов, эффективности производства и экономии средств. Способность производить длинные, однородные отливки делает его незаменимым в современной металлургической промышленности.
Литье - это фундаментальная и универсальная технология производства, при которой твердый металл расплавляется, заливается в форму и застывает, приобретая определенную форму. Этот процесс является неотъемлемой частью современного производства, предлагая многочисленные преимущества с точки зрения стоимости, времени и эффективности использования материалов.
Этапы процесса литья
Подготовка литейной формы:
Типы пресс-форм: Формы для литья могут быть изготовлены из различных материалов, включая песок, металл, керамику, глину и графит. В зависимости от частоты использования они делятся на разовые, полупостоянные и постоянные формы.
Важность: Качество литейной формы имеет решающее значение, поскольку оно напрямую влияет на качество конечного литого продукта.
Расплавление и заливка металла для отливки:
Литейные сплавы: К распространенным металлам для литья относятся чугун, литая сталь и цветные сплавы, такие как алюминий, медь и свинец.
Процесс: Металл расплавляется в соответствии с определенными требованиями, а затем заливается в подготовленную форму.
Обработка и контроль отливок:
Послелитейные процессы: Включает в себя удаление посторонних частиц, отростков, стояков, заусенцев и трещин. Дополнительные этапы могут включать термообработку, формовку, антикоррозийную обработку и черновую механическую обработку.
Инспекция: Обеспечение соответствия отливок требуемым спецификациям и стандартам качества.
Материалы, используемые при литье
Металлы: Обычно используются такие металлы, как медь, железо, алюминий, олово и свинец.
Материалы для пресс-форм: Это может быть песок, металл или керамика, в зависимости от конкретных требований процесса литья.
Типы форм для литья
Обычные литейные формы: Изготавливается из сырого песка, глины, водного стекла, смолы и других вспомогательных материалов.
Специальные литейные формы: Включают литье по выплавляемым моделям, литье по выплавляемым моделям, литье в металлические формы и литье в керамические формы. Типы сырьевого песка могут быть различными, включая кварцевый песок, магнезиальный песок, циркониевый песок, хромитовый песок, форстеритовый песок, кианитовый песок, графитовый песок и железный песок.
Технологический процесс
Процесс литья можно свести к следующим этапам:
Жидкий металл: Металл расплавляется до жидкого состояния.
Наполнение: Жидкий металл заливается в форму.
Затвердевание Усадка: Металл остывает и затвердевает, часто немного уменьшаясь в размерах.
Кастинг: Затвердевший металл извлекается из формы, в результате чего получается конечный литой продукт.
Характеристики процесса литья
Сложные формы: Способны производить детали сложной и замысловатой формы, особенно со сложными внутренними полостями.
Адаптация: Подходит для широкого диапазона сплавов и размеров отливок.
Эффективность использования материалов: Использует широкий спектр материалов, включая возможность переплавки отходов, что позволяет снизить инвестиции в оборудование.
Вызовы: Этот процесс может привести к большому количеству брака, низкому качеству поверхности и плохим условиям труда.
Исторический контекст
Литье - один из старейших процессов металлообработки, история которого насчитывает около 6000 лет. Такая долгая история подчеркивает его важность и непреходящую актуальность в производстве.
Литье остается краеугольным камнем современного производства благодаря своей универсальности, эффективности и способности создавать сложные формы. Понимание тонкостей процесса литья, от подготовки формы до обработки после литья, необходимо для оптимизации производства и обеспечения высокого качества литых изделий.
Часто задаваемые вопросы
Ниже приведены ответы на некоторые часто задаваемые вопросы:
Каковы основные типы процессов литья?
К основным видам литья относятся литье в песчаные формы, литье по выплавляемым моделям (литье с потерянным воском), литье в штампы, центробежное литье (ротокастинг), непрерывное литье, литье в гравитационные формы, литье с потерянной пеной, литье в гипс, ротационное литье (ротокастинг), литье в тиски и литье в оболочковые формы. Каждый из этих методов обладает уникальными характеристиками, преимуществами и областями применения. Литье в песчаные формы - один из старейших методов, который подходит для сложных форм и крупных деталей. Литье по выплавляемым моделям обеспечивает высокую точность и используется в аэрокосмической и автомобильной промышленности. Литье в штампы, как под низким, так и под высоким давлением, идеально подходит для массового производства деталей сложной геометрии с высокой точностью. Центробежное литье используется для цилиндрических деталей и обеспечивает высокую плотность и меньшее количество дефектов. Непрерывное литье эффективно для крупносерийного производства длинных, непрерывных отливок. Гравитационное литье под давлением использует постоянные металлические формы и обеспечивает лучшую обработку поверхности и точность размеров. При литье по выплавляемым моделям используется пена, что обеспечивает высокую точность и гибкость конструкции. Гипсовое литье предполагает использование гипсовых форм, подходящих для сложных деталей. Ротационное литье предполагает использование вращающихся форм для полых деталей. Литье с выдавливанием сочетает в себе литье и ковку, что обеспечивает стабильное качество и высокий уровень использования металла. Литье в оболочковые формы использует покрытую смолой песчаную форму, обеспечивающую хорошую обработку поверхности и точность. Каждый процесс выбирается в зависимости от конкретных требований к изделию и объема производства.
Каковы преимущества и недостатки литья в песок?
Литье в песчаные формы - это широко распространенный процесс литья, обладающий рядом заметных преимуществ и недостатков. К преимуществам литья в песчаные формы можно отнести простоту производственного процесса, когда для создания форм используется обычный песок, что приводит к относительно короткому времени производства. Стоимость оснастки невелика, особенно при небольших объемах производства, поскольку формы могут быть изготовлены из недорогих материалов, таких как дерево, пластик или металл. Этот метод также обеспечивает гибкость материалов, позволяя использовать практически любые сплавы черных и цветных металлов, что делает его подходящим для различных отраслей промышленности, таких как автомобильная и аэрокосмическая.
Кроме того, литье в песчаные формы позволяет получать широкий диапазон размеров и веса, от небольших замысловатых деталей до крупногабаритных компонентов, а также позволяет создавать сложные геометрические формы. Сроки изготовления обычно невелики, что делает его идеальным для проектов, требующих быстрого выполнения. Этот процесс также экономически эффективен, особенно при изготовлении небольших партий изделий или прототипов, а используемый песок может быть переработан, что делает его экологически чистым.
Однако литье в песчаные формы имеет ряд недостатков. Этот процесс приводит к снижению механической прочности и увеличению пористости, поскольку расплавленный материал заливается вручную без давления. Точность размеров ниже, а детали часто имеют грубую поверхность из-за текстуры песчаной формы. Это часто требует дополнительных процессов отделки, таких как механическая обработка или пескоструйная обработка. Этот процесс трудоемок и требует привлечения квалифицированных рабочих, что может привести к увеличению расходов на оплату труда.
Кроме того, формы необходимо переделывать для каждой отливки, а пористая природа песка требует нанесения защитных покрытий, что увеличивает сложность и стоимость. Литье в песчаные формы также подвержено таким дефектам, как усадка, холодные выступы, газовая пористость и песчаные включения, которые могут возникнуть из-за неадекватной конструкции формы или изменения параметров литья. Эти недостатки должны быть сопоставлены с преимуществами при выборе песчаного литья для проекта.
Чем литье по выплавляемым моделям отличается от литья под давлением?
Литье по выплавляемым моделям, также известное как литье по выплавляемым моделям, подразумевает создание восковой модели, которая покрывается огнеупорным материалом для формирования формы. Воск расплавляется, и расплавленный металл заливается в полость, создавая конечную деталь после разрушения формы. Этот процесс позволяет добиться высокой точности и сложной геометрии, что делает его подходящим как для черных, так и для цветных металлов и идеальным для малых и средних объемов производства.
С другой стороны, при литье под давлением используются многоразовые стальные матрицы, в которые под высоким давлением впрыскивается расплавленный металл. Этот процесс быстрее и эффективнее для крупносерийного производства, в результате которого часто получаются тысячи деталей с хорошей точностью размеров. Литье под давлением обычно ограничивается цветными металлами, такими как алюминий, цинк и магний.
В целом, литье по выплавляемым моделям позволяет создавать сложные и точные детали с превосходной отделкой поверхности, но требует больше времени и затрат при больших объемах производства. Литье под давлением более рентабельно для крупносерийного производства, хотя может потребовать дополнительной обработки для достижения желаемой чистоты поверхности и ограничено цветными металлами.
Для каких областей применения лучше всего подходит центробежное литье?
Центробежное литье особенно хорошо подходит для тех областей применения, где требуется изготовление цилиндрических или вращательно-симметричных деталей с равномерной толщиной стенок и высокой механической прочностью. Этот процесс широко используется в различных отраслях промышленности благодаря способности производить детали с отличной точностью размеров и превосходными механическими свойствами.
При производстве труб центробежное литье идеально подходит для изготовления бесшовных изделий, таких как фонарные столбы, канализационные трубы, водопроводы, нефте- и газопроводы, а также котельные трубы. Процесс обеспечивает равномерную толщину стенок и высокую прочность, что делает его идеальным для этих целей.
Центробежное литье колец и дисков используется для создания высокопрочных и точных по размерам деталей, таких как шестерни, подшипники, маховики, тормозные барабаны и железнодорожные колеса, которые необходимы в промышленности и транспорте.
Этот процесс также подходит для производства различных цилиндрических деталей, включая вкладыши, валы, ролики, втулки и втулки, которые широко используются в автомобильной, аэрокосмической и общей машиностроительной промышленности.
В аэрокосмическом и оборонном секторах центробежное литье имеет решающее значение для производства компонентов с точными размерами и превосходными механическими свойствами, таких как подшипники для шасси, сопла ракетных двигателей, подшипники турелей и компоненты подводных лодок.
Нефтегазовая промышленность использует центробежное литье для производства долговечных компонентов, таких как аккумуляторы, компоненты шаровых кранов, задвижки, расходомеры и шламовые сетки, способные выдерживать суровые условия эксплуатации.
В коммерческом судостроении этот процесс используется для изготовления крыльчаток, футеровки гребного вала и других морских компонентов, требующих устойчивости к коррозии и высоким нагрузкам.
Кроме того, центробежное литье применяется в пищевой и фармацевтической промышленности для производства высокоточных и чистых компонентов, таких как валики, втулки и экструзионные трубки.
В энергетике центробежное литье используется для производства таких компонентов, как калитки, заготовки шестерен и ядерные компоненты, обеспечивая структурную целостность и эксплуатационные характеристики.
Кроме того, этот процесс используется в ювелирном и стоматологическом литье для создания замысловатых конструкций с минимальными отходами материала и без необходимости последующей обработки.
В целом, центробежное литье отлично подходит для применения в тех областях, где требуется равномерная толщина стенок, высокая механическая прочность, цилиндрическая форма, минимальные отходы материала, высокая точность и устойчивость к неблагоприятным условиям.
Какие материалы можно использовать при непрерывном литье?
Непрерывное литье - это универсальный процесс, который может применяться к различным металлам и металлическим сплавам. Материалы, обычно используемые при непрерывной разливке, включают:
Сталь: Это один из самых распространенных материалов для непрерывного литья, особенно для производства стальных заготовок в больших объемах. Этот процесс был внедрен в 1950-х годах как более эффективная альтернатива слитковым формам.
Медные сплавы: Различные сплавы на основе меди, такие как бронза (медно-оловянная), свинцовая бронза (медно-оловянно-свинцовая), красная бронза (медно-оловянно-цинковая), кремнистая бронза (медно-цинково-кремниевая) и алюминиевая бронза (медно-алюминиевая), часто производятся методом непрерывного литья. Эти сплавы находят применение в таких отраслях, как системы питьевого водоснабжения и машиностроение.
Алюминий: Хотя алюминий менее распространен, чем стальные и медные сплавы, он также может быть обработан методом непрерывного литья для производства высококачественных алюминиевых изделий.
Чугуны: Некоторые виды чугуна подходят для непрерывного литья, обеспечивая такие преимущества, как однородность и стабильное качество.
Вести: Процесс используется для производства свинцовых решеток для аккумуляторов, в том числе автомобильных, мотоциклетных и промышленных, обеспечивая минимальное количество отходов и высокое качество продукции с оптимизированной структурой зерна.
Специальные сплавы: Непрерывное литье может применяться для специальных сплавов, в частности для бессвинцовых медных сплавов, если объем производства оправдывает затраты на установку.
В целом, процесс непрерывной разливки отличается высокой адаптивностью, позволяя производить различные металлические формы, такие как трубы, цельные прутки, прямоугольные, шестиугольные и квадратные профили, а также специализированные формы, такие как шестерни с зубьями и вращательно-асимметричные геометрические формы. Такая адаптивность делает непрерывное литье надежным методом производства высококачественных металлических полуфабрикатов с постоянной и однородной структурой.
Чем гравитационное литье отличается от других методов литья?
Гравитационное литье - это процесс литья, при котором расплавленный металл заливается в постоянную форму под действием силы тяжести. Этот метод отличается от других процессов литья по нескольким ключевым параметрам:
Процесс и механизм заполнения: В отличие от литья под давлением, при котором для впрыска металла в форму используется высокое давление, при гравитационном литье заполнение формы происходит под действием силы тяжести. Этот более простой метод снижает риск попадания воздуха и позволяет использовать песчаные стержни для создания внутренних пустот, что невозможно при литье под давлением.
Скорость и объем производства: Гравитационное литье под давлением обычно имеет более длительное время цикла и меньше подходит для крупносерийного производства по сравнению с литьем под давлением. Оно производит около 30-50 деталей в час, что делает его идеальным для небольших и средних объемов производства. Напротив, литье под давлением, отличающееся высокой степенью автоматизации, может производить более 200 деталей в час. Литье в песчаные формы, другой метод, как правило, более медленный и используется для крупных, менее сложных деталей или при небольших объемах производства.
Качество и сложность отливок: Литье под давлением позволяет получать детали с хорошей отделкой поверхности и умеренной точностью размеров. Однако оно не достигает такого же уровня точности и сложности, как литье под давлением, которое способно производить детали с более тонкими стенками и более сложным дизайном. Литье в песчаные формы, с другой стороны, дает детали с шероховатой поверхностью и большим разбросом размеров.
Затраты на оснастку и материалы: Формы, используемые при гравитационном литье под давлением, проще и дешевле в производстве, чем формы из закаленной стали, необходимые для литья под давлением. Это делает гравитационное литье более доступным для небольших проектов. Литье в песчаные формы использует недорогие песчаные формы, но обеспечивает меньшую точность и эффективность.
Применение и экономические соображения: Гравитационное литье под давлением подходит для производства деталей малого и среднего размера с простой и умеренной сложностью, что делает его экономически эффективным при производстве от 250 до 50 000 изделий в год. Это идеальный вариант для тех, кому важны прочность, простота и небольшие объемы производства. Литье под давлением, отличающееся более высокими первоначальными затратами, но более низкой стоимостью каждой детали благодаря высокой производительности, лучше подходит для крупносерийного производства сложных деталей. Литье в песчаные формы часто используется для крупных, несложных деталей или небольших объемов производства из-за более низкой стоимости, но менее желательной точности.
В целом, гравитационное литье под давлением предлагает сбалансированный подход для малых и средних объемов производства с хорошей отделкой поверхности и умеренной точностью, что делает его экономически эффективным выбором для определенных областей применения. Оно находится между высокой точностью и объемом литья под давлением и более дешевым, но менее точным литьем в песчаные формы.
Как отливать детали в домашних условиях?
Литье деталей в домашних условиях может быть полезным и практичным способом создания нестандартных компонентов. Здесь представлено подробное руководство, которое поможет вам начать:
Необходимое оборудование и материалы
Плавильная печь
Электрическая печь: Для небольшого производства идеально подходит электрическая печь малой мощности. Эти печи эффективны и обеспечивают точный контроль температуры, что делает их подходящими как для железа, так и для алюминия.
Керосиновая печь: Подходит для плавки алюминия, керосиновые печи являются альтернативой, если электрическая печь недоступна.
Примечание: Железо и алюминий не следует плавить в одной печи из-за сложности контроля свойств материала. Если точный контроль материала не является критически важным для вашего проекта, это может не представлять существенной проблемы.
Формы
Индивидуальные пресс-формы: В зависимости от того, какие детали вы хотите отливать, вам понадобятся индивидуальные формы. Они могут быть изготовлены из различных материалов, включая песок, металл или силикон, в зависимости от сложности и требуемой точности.
Песок: Для литья из песка вам понадобится высококачественный литейный песок. Этот песок необходимо смешать со связующим веществом, чтобы он держал форму в процессе литья.
Смеситель для песка: Смеситель для песка, хотя и не является обязательным, может значительно улучшить консистенцию и качество песчаной смеси. Ручное смешивание возможно, но может быть менее эффективным.
Инструменты моделирования
Узор: Создайте шаблон детали, которую вы хотите отлить. Этот шаблон используется для формирования полости в песчаной форме.
Фляга: Контейнер, используемый для хранения песочной формы. Обычно он состоит из двух частей: копа (верхняя) и драже (нижняя).
Заливка и литье
Крусибл: Емкость из жаропрочного материала, используемая для расплавления и разлива металла.
Язычки: Для безопасного обращения с горячим тиглем.
Защитное снаряжение: Безопасность имеет первостепенное значение. Надевайте термостойкие перчатки, фартук и защитную маску для защиты от брызг и ожогов.
Инструменты после кастинга
Инструменты для уборки: Чтобы удалить заливной стояк и сгладить заусенцы на отливке. Обычно используются напильники, шлифовальные машинки и зубила.
Дробеструйный ролик: Улучшает качество поверхности отливки, удаляя остатки песка и выравнивая поверхность.
Пошаговый процесс
Подготовьте форму:
Создайте выкройку детали, которую вы хотите отлить.
Поместите шаблон в колбу и засыпьте его песком, обеспечив плотное прилегание.
Удалите деталь, оставив полость в форме детали.
Расплавить металл:
Поместите металл (железо или алюминий) в тигель и нагревайте его в печи, пока он не достигнет температуры плавления.
С помощью щипцов возьмите тигель и вылейте расплавленный металл в полость формы.
Дайте остыть:
Дайте металлу остыть и затвердеть в форме. Время охлаждения зависит от размера и сложности отливки.
Снимите отливку:
Отделите песчаную форму, чтобы показать отливку.
С помощью инструментов для очистки удалите наливной стояк и все излишки материала.
Отделка:
Сгладьте все заусенцы и неровные края с помощью напильников или шлифовальных машинок.
По желанию используйте дробеструйный валик для улучшения качества поверхности.
Соображения безопасности
Всегда работайте в хорошо проветриваемом помещении, чтобы избежать вдыхания паров.
Держите поблизости огнетушитель на случай чрезвычайных ситуаций.
Во избежание ожогов и травм надевайте соответствующие средства защиты.
Следуя этим шагам и используя правильное оборудование, вы сможете успешно отливать детали в домашних условиях. Помните, что практика и терпение - это ключ к овладению искусством литья.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель компании MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Ищете ведущих производителей вакуумных насосов? В этой статье представлены ведущие бренды отрасли на 2024 год, такие как NASH, Edwards, Leybold и Atlas Copco. Каждая компания известна своими...
В настоящее время технология 3D-печати широко используется в автомобилестроении, аэрокосмической и оборонной промышленности, производстве потребительских товаров, электрических и электронных устройств, биомедицинских приложений, культурных и творческих украшений, строительной инженерии, образовании и...
Представьте себе, как сырой металлический порошок превращается в сложные, высокоэффективные детали без традиционных процессов плавления. Это и есть порошковая металлургия - универсальная технология производства, которая позволяет комбинировать порошки для создания материалов с...
Почему одни отливки выходят из строя, а другие - отлично работают? Ответ кроется в свойствах литейных сплавов. В этой статье рассматривается влияние таких факторов, как текучесть, усадка, окисляемость и газопоглощение, на...