10 основных советов по использованию инструмента для обработки канавок
Вы когда-нибудь задумывались, как довести до совершенства искусство использования инструмента для обработки канавок? В этой статье описаны 10 важнейших советов по оптимизации процесса обработки канавок, начиная с выбора правильного инструмента и понимания типов канавок и заканчивая управлением подачей и скоростью резания. В конце статьи вы узнаете, как увеличить срок службы инструмента, добиться точности резания и повысить общую эффективность обработки. Погрузитесь в курс дела, чтобы узнать о практических аспектах, которые повысят эффективность вашей техники обработки канавок и обеспечат безупречные результаты каждый раз.
Обработка канавок - важнейший этап токарного процесса, а особенности образования стружки и ее сброса отличают его практически во всех аспектах.
Инновационные конструкции пластин и покрытия могут повысить эффективность и результат обработки канавок, но для эффективного выполнения этого процесса необходимо освоить несколько технологий обработки.
В этой статье представлены 10 ключевых моментов при использовании инструмента для обработки канавок.
1. Понять тип канавки
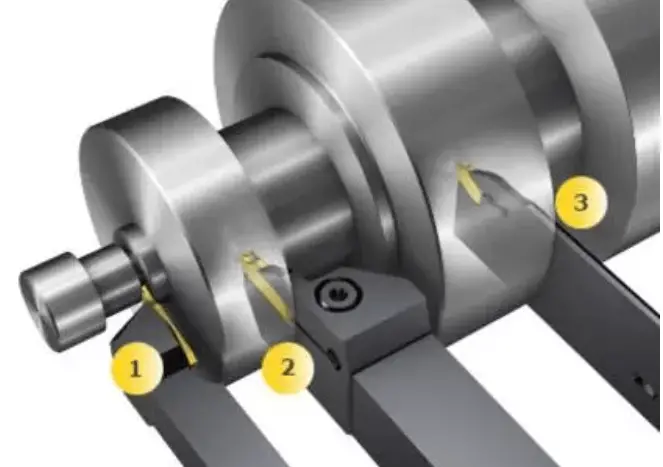
Очень важно понять три основных типы канавокК ним относятся: наружный паз, внутренний паз и торцевой паз.
Наружные канавки обрабатывать проще всего, так как сила тяжести и использование охлаждающей жидкости способствуют удалению стружки. Оператор может непосредственно наблюдать за обработкой наружных канавок, что позволяет относительно легко контролировать качество процесса обработки. Однако необходимо избегать возможных конструктивных или зажим проблемы с заготовкой. Для достижения оптимальных результатов резки лучше всего держать кончик фрезерование инструмент немного ниже центральной линии.
Внутреннее рифление отверстий похоже на рифление наружного диаметра, за исключением того, что применение охлаждающей жидкости и удаление стружки могут быть более сложными. Наилучших результатов можно добиться, если при внутреннем рифлении положение наконечника находится немного выше центральной линии.
Для обработки торцевых канавок инструмент должен иметь возможность перемещения в осевом направлении, а радиус боковой поверхности инструмента должен соответствовать радиусу обрабатываемой поверхности. Положение режущей кромки инструмента для обработки канавок должно быть немного выше осевой линии.
Внешнее рифление
Рифление внутренних отверстий
Рифление торцевой поверхности
2. Обрабатывающие станки и их применение
В процессе обработки канавок также необходимо учитывать тип конструкции и технические характеристики станка. К основным требованиям к производительности станков относятся:
Достаточная мощность, чтобы обеспечить работу инструмента в нужном диапазоне скоростей без пробуксовки и вибрации;
Обладает высокой жесткостью, что позволяет выполнять необходимую резку без болтанки;
Достаточно высокое давление и расход охлаждающей жидкости, чтобы облегчить удаление стружки;
Высокий уровень точности.
Кроме того, для получения канавок нужной формы и размера очень важно правильно настроить и откалибровать станок.
3. Понять характеристики материала заготовки
Знание свойств материала заготовки, таких как прочность на разрыв, характеристики закалки и вязкость, крайне важно для понимания воздействия заготовки на инструмент. При обработке различных материалов заготовок необходимо варьировать скорость резания, подачу и характеристики инструмента. Различные материалы заготовок могут также потребовать особой геометрии инструмента для борьбы со сколами или использования специальных покрытий для повышения долговечности инструмента.
4. Выберите подходящий инструмент
Правильный выбор и использование инструментов определяют экономическую эффективность обработки.
Инструмент для обработки канавок может обрабатывать геометрию заготовки двумя способами:
Первый - это обработка всей формы паза за один пропил;
Второй способ - это окончательная обработка паза путем многоступенчатой резки.
После выбора геометрии инструмента может оказаться полезным рассмотреть возможность использования покрытие инструмента что повышает эффективность удаления стружки.
5. Инструменты для создания форм
При обработке больших объемов может быть целесообразно использовать формообразующие инструменты.
Формовочный инструмент может вырезать все или большинство форм канавок за одну операцию, освобождая позицию инструмента и сокращая время цикла обработки.
Недостатком нелезвийных формовочных инструментов является то, что если один из зубьев ломается или изнашивается быстрее, чем другие зубья, необходимо заменить весь инструмент.
Важно контролировать количество стружки, образующейся при работе инструмента, и мощность станка, необходимую для формообразующей резки. Это необходимо учитывать.
Использование многофункциональных инструментов позволяет создавать траектории движения инструмента как в осевом, так и в радиальном направлениях.
С помощью этого инструмента можно не только обработать канавку, но и изменить ее диаметр, интерполировать радиус и угол, а также выполнить многонаправленное точение.
Когда лезвие начинает резать, оно перемещается в осевом направлении от одного конца к другому, сохраняя контакт с заготовкой.
Использование многофункционального инструмента позволяет тратить больше времени на резку заготовки, а не на смену инструмента или выполнение пустых движений.
Многофункциональные инструменты также помогают оптимизировать процесс обработки всей заготовки.
7. Используйте правильную последовательность обработки
Рациональное планирование оптимальной последовательности обработки предполагает учет нескольких факторов, таких как изменение прочности заготовки до и после обработки канавки, так как прочность заготовки снижается после обработки канавки в первую очередь.
Это может привести к тому, что оператор будет использовать скорость подачи и скорость резания ниже оптимальной, чтобы избежать образования стружки. Однако снижение параметров резания может привести к увеличению времени обработки, сокращению срока службы инструмента и нестабильной производительности резания.
Еще один фактор, который необходимо учитывать, - это то, будет ли последующий процесс вдавливать заусенцы в ранее обработанные канавки.
Как правило, после завершения обточки наружного и внутреннего диаметров рекомендуется начинать с самой удаленной от держателя инструмента точки, а затем обрабатывать канавки и другие конструктивные элементы.
8. Роль скорости подачи и скорости резания
Скорость подачи и скорость резания являются важнейшими факторами при обработке канавок. Неправильная подача и скорость резания могут привести к появлению болтанки, сокращению срока службы инструмента и увеличению времени цикла обработки.
На подачу и скорость резания могут влиять несколько факторов, включая материал заготовки, геометрию инструмента, тип и концентрацию СОЖ, покрытие пластины и производительность станка.
Для решения проблем, вызванных неправильной подачей и скоростью резания, часто требуется вторичная обработка.
Хотя существует множество информации об "оптимальных" скоростях подачи и резания для различных инструментов, наиболее актуальная и практичная информация, как правило, предоставляется производителем инструмента.
9. Выбор покрытия лезвия
Покрытие твердосплавного лезвия может значительно увеличить срок его службы.
Обеспечивая смазочный слой между инструментом и стружкой, покрытие также сокращает время обработки и улучшает качество поверхности заготовки.
Среди широко используемых сегодня покрытий - TiAlN, TiN и TiCN. Для достижения оптимальной производительности важно подобрать покрытие в соответствии с обрабатываемым материалом.
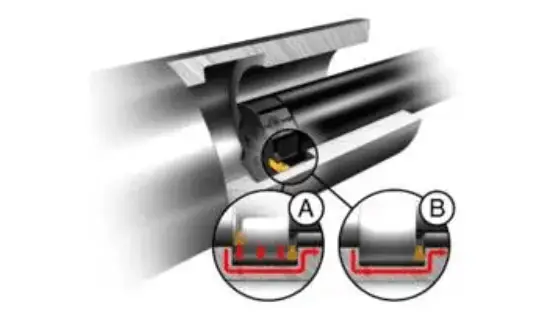
Правильное применение смазочно-охлаждающей жидкости подразумевает подачу достаточного количества жидкости в точку резания, где рифленая пластина соприкасается с заготовкой.
Смазочно-охлаждающая жидкость выполняет две задачи: охлаждает зону резания и способствует удалению стружки.
Повышение давления смазочно-охлаждающей жидкости в точке резания очень эффективно для улучшения отвода стружки при обработке канавок с глухим внутренним диаметром.
Для обработки канавок на сложных материалах, таких как материалы с высокой прочностью или вязкостью, охлаждение под высоким давлением дает значительные преимущества.
Концентрация водорастворимой охлаждающей жидкости на основе масла также имеет решающее значение для рытья траншей из сложных материалов.
Хотя типичный диапазон концентрации СОЖ составляет от 3% до 5%, вы можете увеличить концентрацию (до 30%), чтобы повысить смазывающую способность СОЖ и обеспечить защитный слой для кончика лезвия.
И наконец, по ссылке ниже вы можете посмотреть демонстрационный видеоролик, посвященный инструментам для обработки канавок:
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Интересно узнать, как V-образный фрезерный станок может изменить ваш процесс металлообработки? В этой статье мы расскажем вам об основных шагах и мерах предосторожности для эффективной работы на станке. От подготовки и оборудования...
Вы когда-нибудь задумывались, как металлические листы достигают таких точных, безупречных изгибов? В этой статье раскрывается волшебство, лежащее в основе станков для V-образного строгания. Узнайте, как они преобразуют металлообработку, повышая точность и эстетику в...
Вы когда-нибудь задумывались, как оживают замысловатые металлические конструкции в автомобилях и самолетах? Эта статья исследует увлекательный мир техники гибки и рифления листового металла, показывая, как...
Вы когда-нибудь задумывались о том, как точно рассчитать длину развертки при гибке в канавке? В этом руководстве рассматриваются различия между расчетами гибки с канавками и без канавок, а также приводятся практические примеры для квадратных...