V-образный желобчатый станок для листового металла: Полное руководство
Вы когда-нибудь задумывались, как металлические листы достигают таких точных, безупречных изгибов? В этой статье раскрывается магия, лежащая в основе станков для V-образного строгания. Узнайте, как они преобразуют металлообработку, повышая точность и эстетику в различных отраслях - от лифтов до элитных украшений. Приготовьтесь открыть для себя увлекательный мир V-образной гибки и ее революционного влияния!
Для чего нужен пазогребень при обработке листового металла?
Канавокопатель, также известный как V-образный канавокопатель или V-образный канавочный станок, - это инструмент, используемый для вырезания и прорезания V-образных канавок в металлических листах. Это позволяет уменьшить радиус изгиба и улучшить внешний вид заготовок из листового металла.
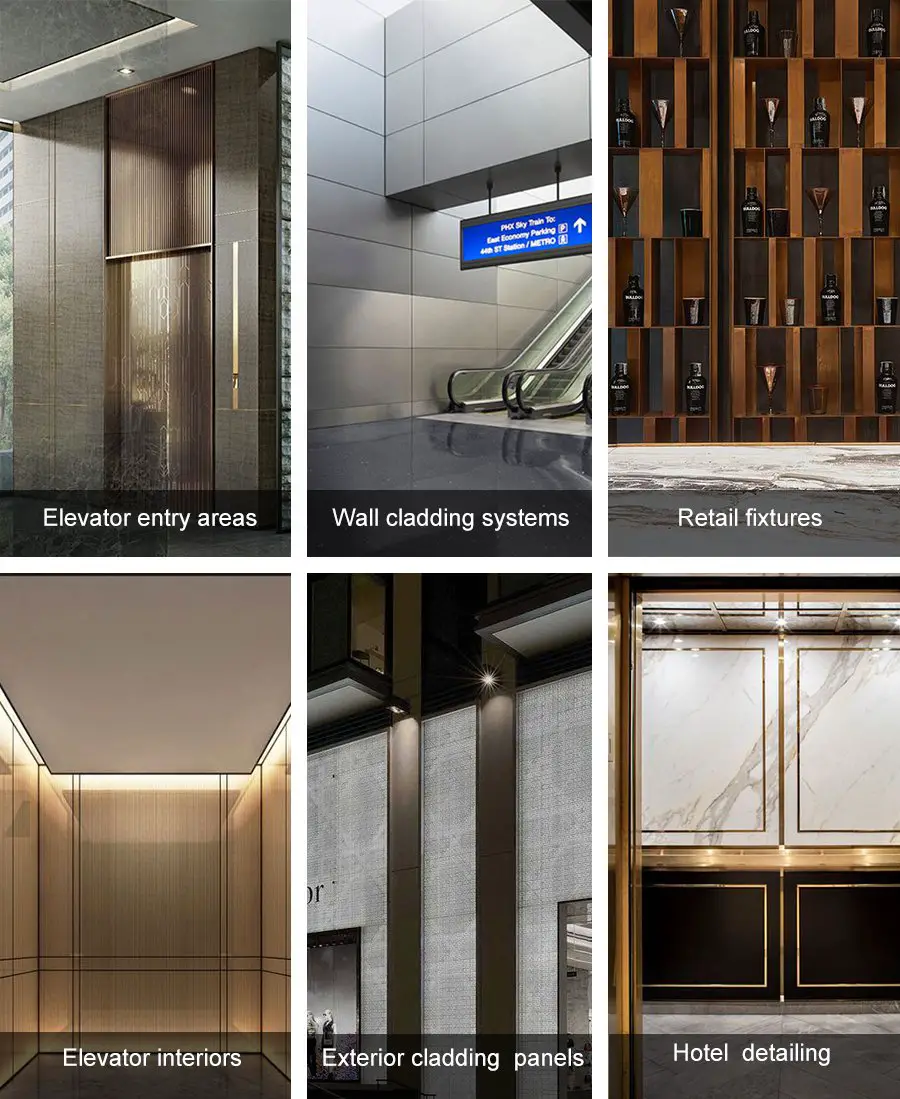
Станок особенно полезен в отраслях, требующих высокоточной обработки пластин, таких как производство лифтов, упаковочных материалов, обработка нержавеющей стали, производство бытовой техники и демонстрация реквизита.
С развитием экономики в таких местах, как отели, рестораны, торговые центры, банки и аэропорты, растет спрос на металлические декоративные материалы с гибочной формовкой в отделке среднего и высокого класса.
Сайт угол изгиба гибки заготовок с использованием титановой пластины из нержавеющей стали или других цветных металлических пластин не может иметь больших изменений цвета;
Очевидной разницы в цвете нет;
Сложнее обстоит дело с криволинейным участком заготовки;
Он может отражать уникальный стиль дизайнера.
Традиционные методы гибки, такие как принудительная гибка, свободная гибка и даже трехточечная гибка, не смогли удовлетворить вышеуказанным требованиям.
Другими словами, сгибание металлического листа с помощью листогибочный пресс В одиночку они не могут удовлетворить требования дизайнера и не могут достичь уровня и декоративного эффекта отделки среднего и высокого класса.
Поэтому была разработана новая техника гибки, которая представляет собой V-образный паз технология гибки.
Что представляет собой процесс изготовления V-образного изгиба?
Проще говоря, так оно и есть:
Сначала на металлическом листе выполняется V-образное рифление (или V-образная резка). Затем с помощью листогибочного пресса с общей или специальной пресс-формой согните рифленый лист под различными углами и формами.
Такая изогнутая заготовка может удовлетворить особые потребности в высококлассном декоре в отелях, ресторанах, торговых центрах, банках и аэропортах.
Основным оборудованием технологии гибки V-образных пазов является листогибочный пресс и V-образная крышка из листового металла (также называемый V-образным фрезерным станком).
Листогибочный станок - это традиционный гибка листового металла Станок для обработки тонких листов V-образной фрезой - это новый тип оборудования для обработки листового металла, который является ключевым оборудованием для технологии гибки V-образной фрезой.
V-образный фрезерный станок также известен как V-образный фрезерный станок с ЧПУ или V-образный фрезерный станок. Он в основном используется для достижения определенной глубины V-образной резки на пластинах из нержавеющей стали, обычных стальных пластинах, алюминиевые пластиныМедные листы, композитные листы толщиной менее 4 мм перед гибкой.
Заготовки, изготовленные по этой технологии, имеют малый радиус изгиба, не имеют явных изменений цвета и небольшие изгибающее усилие требования. Кроме того, он уменьшает погрешность прямолинейности круглой кромки узких длинных заготовок, а также общая пресса Тормоз и оснастка могут использоваться для гибки заготовок со сложной формой сечения.
V-образные фрезерные станки широко используются в таких отраслях, как декорирование нержавеющей стали, лифты, защитные двери и шкафы.
До появления специального оборудования для V-образной фрезеровки в мастерских обычно использовали строгальные станки для выполнения V-образных канавок на листовом металле. Однако из-за отсутствия у рубанка эффективного устройства прижима металлического листа невозможно точно контролировать глубину V-образного рифления металлического листа и расстояние позиционирования V-образной канавки. Кроме того, строгальные станки потребляют много энергии и имеют низкую эффективность.
В настоящее время V-образная фрезеровка металлических листов выполняется с помощью нового тип металла Станок для обработки желобков в листах разработан и изготовлен в соответствии со специальными потребностями среднего и высокого класса отделочной промышленности и производства лифтов. Этот станок может делать V-образные канавки для таких материалов, как лист нержавеющей стали, железный лист и медный лист. С установкой специально предназначенных для этого аксессуаров, станок для V-образного рифления металлических листов может также использоваться для шлифовки, полировки и вытяжки металлических листовых материалов и профилей.
Основные принципы работы процесса V-образного фрезерования
Металлическая пластина закреплена, а V-образный нож механически разрезает металлический материал на дорожке движения, чтобы сформировать V-образный паз.
Величина угла изгиба зависит от глубины V-образного паза.
Чем меньше угол изгиба, тем больше значение глубины V-образного паза, который необходимо прорезать.
Существует несколько технических параметров, которые в большей степени влияют на фрезерование процесс.
Ниже в качестве примера приведены технические параметры пазовального станка (рис. 2).
V-образный паз Минимальное расстояние от борта (мм)
10
Скорость фрезерования (м/мин)
40
Разрешение перемещения держателя инструмента влево-вправо (мм)
0.001
Точность позиционирования (мм)
±0.001
Разрешение перемещения держателя инструмента вверх-вниз (мм)
0.001
Точность позиционирования (мм)
±0.01
Основная мощность (кВт)
4.4
(1) Максимальная ширина и длина листа с прорезью: Этот параметр влияет на максимальный размер листа, который может обрабатывать оборудование для V-образного строгания.
(2) Максимальная толщина листа с прорезью: Этот параметр влияет на максимальную толщину листа, который может обрабатывать оборудование.
(3) Минимальное расстояние V-образного паза от края: Этот параметр отражает минимальное расстояние между краем листа с пазом и краем листового материала при обработке металлических листов. Это расстояние в основном используется для захвата пазовой машины. Кроме того, чем меньше минимальное значение расстояния V-образного паза от края, тем меньше минимальное значение расстояния края паза от края листового материала.
(4) Скорость резания: этот параметр отражает скорость линейного перемещения инструмента при обработке металлических пластин. Чем больше значение, тем выше эффективность обработки оборудования.
(5) Разрешение перемещения влево и вправо, вверх и вниз, а также точность позиционирования держателя инструмента: Каждый параметр в основном отражает точность обработки оборудования. В настоящее время минимальная точность позиционирования, которую может достичь отечественная технология, составляет ±0,01 мм.
Помимо вышеупомянутых параметров оборудования, влияющих на процесс обработки канавок, еще одним важным параметром является лезвие.
Качество и количество ножей напрямую влияют на эффективность обработки и скорость износа инструмента.
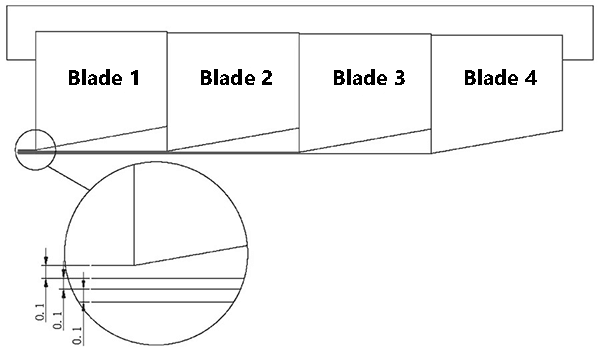
Традиционное оборудование для фрезерования канавок использует три ножа для одновременного резания, а современные технологии используют четыре ножа для одновременного резания.
Структура лопасти показана на рисунке 3.
Рисунок 3 Схематическое изображение структуры инструмента
Расстояние между каждым лезвием составляет 0,1 мм, а максимальная глубина одной канавки с четырьмя лезвиями может достигать 0,6 мм.
Для обеспечения качества обработки канавок и продления срока службы лезвия глубина одной канавки, установленная большинством компаний, составляет 0,4-0,5 мм.
Новейшие лезвия, разработанные в отрасли, изготовлены из сплава, и каждое лезвие может быть использовано для прорезки 2500-3000 метров материала из нержавеющей стали.
Классификация V-образных крышек из листового металла
В настоящее время длина металлического листа для V-образной обработки составляет: 2500 мм, 3200 мм, 4000 мм, 5000 мм, 6000 мм, а ширина обработки металлического листа в основном составляет: 1250 мм, 1500 мм, 2200 мм, 2400 мм.
Наиболее популярным типом является 4000×1250 (Д*Ш) V-образный пазовый станок.
Если классифицировать по стиль структурыСтанки для V-образного строгания листового металла можно разделить на 4 типа:
Тип мобильного рабочего стола
Конструкция балки неподвижна, и держатель инструмента может быть установлен на траверсе перед пазом.
Обрабатываемый металлический лист закрепляется на рабочем столе с помощью прижимного устройства, а V-образный паз выполняется путем перемещения рабочего стола вперед-назад по длинной направляющей. Этот процесс похож на работу специального рубанка.
Однако при V-образном фрезеровании листового металла потребление энергии очень велико, поскольку рабочий стол, приводимый в движение двигателем, движется вперед-назад по длинному рельсу.
Тип перемещения балки по длинному рельсу
Рабочий стол неподвижен, а обрабатываемый лист закрепляется на рабочем столе с помощью прижимного устройства. Держатель инструмента располагается на поперечной балке, перемещаясь влево и вправо. V-образное фрезерование осуществляется путем перемещения балки вперед-назад по длинной направляющей рабочего стола. В процессе V-образного строгания рабочий стол неподвижен, но потребление энергии очень велико из-за возвратно-поступательного движения балки по длинному рельсу.
Тип перемещения балки по короткому рельсу
Рабочий стол неподвижен, а обрабатываемый лист закрепляется на нем с помощью прижимного устройства.
Луч перемещается вперед-назад по короткому рельсу рабочего стола для выполнения предварительного фрезерования.
Держатель инструмента осуществляет V-образную резку, перемещаясь влево и вправо вдоль луча.
Благодаря неподвижному рабочему столу и балке при V-образном фрезеровании потребление энергии невелико, а мощность, необходимая для привода возвратно-поступательного движения держателя инструмента вдоль длинного рельса, намного меньше мощности, необходимой для привода рабочего стола и балки.
Стационарная балка и рабочий стол
Неподвижная балка и рабочий стол, а обрабатываемый лист позиционируется для предварительного строгания с помощью подающего устройства, перемещающегося вперед-назад.
Держатель инструмента выполняет V-образную резку с левым и правым возвратно-поступательным движением по балке.
При V-образном резании он приводит в движение только держатель инструмента, совершающий возвратно-поступательное движение вдоль длинного рельса, а для предварительного позиционирования пазов используется легкое подающее устройство, не требующее привода многотонной балки.
Поэтому он обладает самым низким энергопотреблением и самым очевидным энергосберегающим эффектом.
Если классифицировать по методу управления, то тонкопластинчатые V-образные грунтозацепы можно разделить на:
V-образный фрезерный станок с цифровым дисплеем
V-образный фрезерный станок с ЧПУ
Разрешение дисплея составляет 0,01 мм, что достаточно для удовлетворения реальных требований.
Ключевые особенности технологии формирования V-образного паза
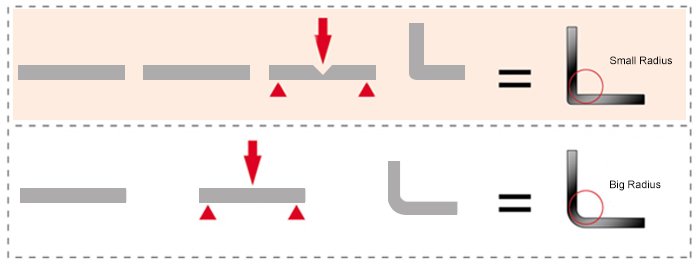
Рис.1 Процесс формирования V-образного изгиба
1. Малое усилие, необходимое для сгибания заготовки
Усилие гибки больше для гибки толстых листов и меньше для тонких заготовок.
В технике гибки с V-образным пазом необходимое усилие гибки уменьшается за счет V-образного разреза пластины в положение сгибаниячто позволяет эффективно уменьшить толщину пластины.
Поскольку глубина V-образного паза составляет половину толщины листа, это позволяет сэкономить до 50% усилия на изгиб.
2. Малый радиус изгиба заготовки
При свободном изгибе радиус изгиба пропорционален ширине V-образного отверстия штампа. Ширина отверстия штампа обычно в 8-12 раз больше толщины листа.
Чтобы получить меньший радиус изгиба, необходимо выбрать штамп с меньшей шириной V-образного отверстия.
Чем толще лист, тем больше ширина V-образного отверстия штампа и тем больше радиус изгиба.
Напротив, чем тоньше пластина, тем меньше ширина V-образного отверстия выбранной матрицы и тем меньше радиус изгиба.
Толщина листа уменьшается в месте изгиба за счет V-образного строгания, и радиус изгиба заготовки, естественно, пропорционально уменьшается.
В диапазоне прочности пластин, чем меньше остаточная толщина, тем меньше радиус изгиба заготовки.
3. Небольшие изменения цвета на загнутых круглых краях заготовок
В процессе V-образной гибки листа внутренняя часть радиуса изгиба заготовки находится под действием сжимающей силы и подвергается деформации сжатия.
Внешняя часть радиуса изгиба находится под действием растягивающей силы и подвергается удлинению.
Основными факторами, влияющими на изменение цвета загнутого круглого края заготовки, являются деформация удлинения, вызванная боковым растяжением.
Это видно по V-образной форме процесс гибки листа, что деформация удлинения, вызванная боковым растягивающим усилием, также связана с толщиной листа.
Благодаря V-образной фрезеровке толщина листа в месте сгиба уменьшается, а деформация удлинения, возникающая под действием бокового растягивающего усилия при сгибе, также уменьшается, что позволяет добиться небольшого изменения цвета на загнутых круглых краях заготовки.
4. Маленький прямолинейность погрешности загнутого круглого края узкой длинной заготовки
На сайте процесс сгибания узкая длинная заготовка, внутренняя часть радиуса изгиба создает деформацию сжатия под действием сжимающей силы в направлении ширины, а деформируемые материалы перемещаются к обоим концам в направлении длины. Внешняя сторона радиуса изгиба создает удлинение под действием растягивающей силы в направлении ширины, при этом деформируемые материалы перемещаются к центру в направлении длины.
В результате линия согнутого края заготовки приобретает центрально-вогнутую форму. Чем больше деформация изгиба, тем сильнее вогнута центральная часть линии края. И наоборот, чем меньше деформация при изгибе, тем менее выражена центрально-вогнутая форма линии кромки. Поскольку V-образное рифление уменьшает толщину листа в месте изгиба, деформация при изгибе также уменьшается.
Таким образом, метод формирования V-образного изгиба минимизирует погрешности прямолинейности линии края узкой длинной заготовки.
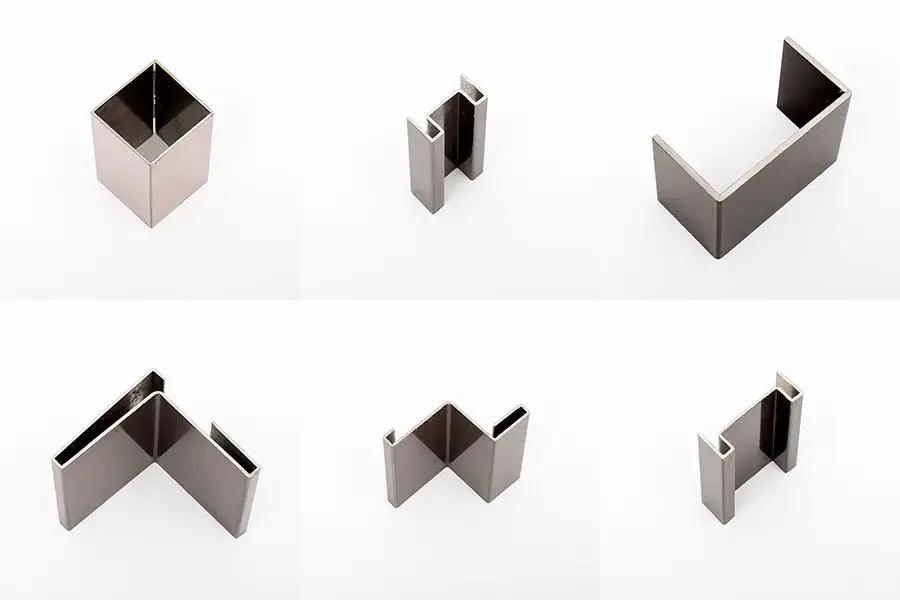
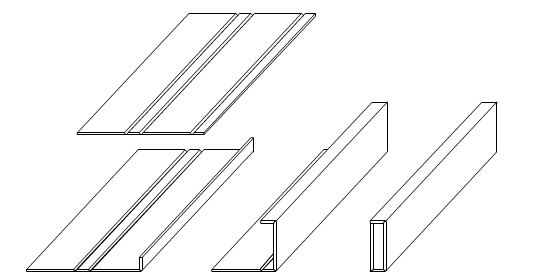
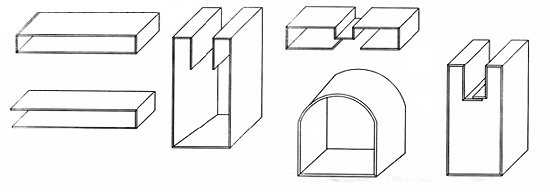
Для листогибочного пресса требуется только общая оснастка для проведения V-образной гибки.
Некоторые заготовки со сложным или закрытым сечением можно гнуть без специальной оснастки, правильно контролируя глубину паза и длину кромки (как показано на рис. 2), что позволит снизить затраты на сложную оснастку специальной конструкции и сократить цикл обработки.
Рис.2 Форма поперечного сечения заготовки
Перспективы применения технологии V-образной формовки изгибов
Технология гибки с V-образным пазом получила широкое распространение в различных отраслях промышленности благодаря своим преимуществам и беспрепятственной интеграции с существующими процессами гибки. Эта инновационная технология требует лишь добавления станка для обработки листового металла с V-образным пазом к традиционным гибочным установкам, что делает ее экономически эффективным и легко реализуемым решением.
Технология впервые получила широкое распространение в развивающихся секторах архитектуры и дизайна интерьеров среднего и высокого класса. Ее способность создавать точные, эстетически привлекательные изгибы с минимальным напряжением материала сделала ее особенно ценной для производства декоративных металлических панелей, фризов и нестандартных архитектурных элементов.
Впоследствии индустрия производства лифтов приняла на вооружение технологию гибки с V-образным пазом. Способность технологии производить чистые и точные изгибы в толстых металлах оказалась бесценной для создания интерьеров лифтовых кабин, дверных панелей и структурных компонентов с повышенной жесткостью и сниженным весом.
В последнее время специалисты по производству медицинского оборудования и электрических шкафов управления проявляют большой интерес к формовке V-образных пазов. При изготовлении медицинского оборудования эта технология позволяет создавать сложные гигиеничные конструкции со сглаженными углами, которые легче стерилизовать. Для производства электрических шкафов она позволяет изготавливать шкафы с улучшенными свойствами защиты от электромагнитных помех и улучшенной терморегуляцией благодаря стратегическому расположению изгибов.
По мере того как профессионалы отрасли все глубже понимают технологию формообразования с V-образным пазом, сфера ее применения продолжает расширяться. Потенциальные будущие области применения могут включать аэрокосмические компоненты, кузовные панели автомобилей и современные системы отопления, вентиляции и кондиционирования воздуха, где точная гибка высокопрочных сплавов и сложных геометрических форм имеет решающее значение. Способность технологии уменьшать пружинистость материала, повышать точность изгиба и сохранять целостность материала делает ее ценным инструментом для отраслей, требующих высокоточной формовки листового металла.
CNC Авто Металл Лист V-гравюра V-гравюра машина эксплуатации Инструкция по эксплуатации
Метод управления сенсорным экраном ПЛК
Запустите V-образный фрезерный станок
Откройте воздушный выключатель на правой стороне электрической коробки, а затем включите клавишный выключатель на передней панели.
Вся машина включена.
После трехсекундной задержки на сенсорном экране появится начальный экран.
Контроль V-образных канавок
На световом сенсорном экране вся машина переходит в режим контроля работы, и на нем отображается следующая информация:
(1) Положение луча
Это положение представляет собой расстояние между лучом и начальной точкой и определяется винтовым энкодером. Отображаемые цифры указывают на номер линии паза.
(2) Целевая позиция
Отображается целевое положение текущего движущегося луча. Если пазовальный станок не начал пазование, когда луч достиг целевого положения, нажмите кнопку "Движение луча", и станок не будет двигаться.
(3) Текущее расстояние
Это расстояние - расстояние между текущим и предыдущим пазом.
(4) Положение держателя лезвия
Положение держателя лезвия отображается в виде трехмерной точки относительно исходной или начальной точки. Положение измеряется энкодером шагового двигателя на винтовом стержне, и если положение больше 29,8 мм, держатель инструмента не будет перемещаться. Цифра на задней стороне указывает на номер паза.
(5) Ширина и толщина листа задаются в качестве рабочих параметров.
(6) Нажмите кнопку "Пуск", чтобы начать пазование, когда замигает индикатор положения. Когда замигает индикатор глубины, нажмите кнопку "Move", чтобы перейти к следующей позиции для пазования.
(7) Нажмите "ручное управление", чтобы вручную управлять экраном управления.
(8) Нажмите кнопку "Открыть подготовку канавок", чтобы переместить балку к передней части платформы и инициализировать различные параметры обработки канавок для подготовки к обработке следующей металлической пластины.
Луч не будет перемещаться, если положение луча меньше начального смещения положения, но инициализация параметров проходит нормально, и кнопку не следует нажимать во время обработки пазов.
(9) Для замены лезвия устанавливается кнопка паузы при обработке канавок.
При нажатии кнопки пазовальная машина прекратит работу, затем нажмите кнопку, чтобы перезапустить машину.
(10) Нажмите "parameter setting", чтобы перейти к экрану настройки параметров.
Ручное управление
(1) "Луч вперед" означает перемещение луча вперед вручную, а скорость перемещения задается в параметрах системы.
(2) "Луч назад" означает перемещение луча назад вручную, а скорость перемещения задается в параметрах системы.
(3) "Держатель инструмента влево" означает перемещение держателя инструмента влево вручную, скорость перемещения задается в параметрах системы.
(4) "Держатель инструмента вправо" означает перемещение держателя инструмента вправо вручную, а скорость перемещения задается в параметрах системы.
(5) "Держатель инструмента вверх" означает перемещение держателя инструмента вверх вручную.
(6) "Держатель инструмента вниз" означает перемещение держателя инструмента вниз вручную.
(7) "Инструкции по эксплуатации": нажмите эту кнопку, чтобы перевести экран на экран инструкций по эксплуатации.
(8) "Выравнивание оригинала": нажмите эту кнопку, чтобы выполнить функцию возврата оригинала для коррекции положения луча.
В общем случае нет необходимости выполнять функцию возврата к истокам (поскольку компьютер не обладает функцией памяти местоположения).
Однако если пазовальный станок остановился более чем на два дня, или если положение не является правильным из-за других обстоятельств, функция возврата в исходное положение должна быть выполнена сначала после электрификации, чтобы обеспечить нормальную работу станка.
Настройка параметров
Нажмите кнопку "Настройка параметров", чтобы перейти к экрану настройки параметров, где можно задать расстояние между канавками до 50 канавок.
Первый паз может быть установлен с минимальным значением 8 мм и максимальным расстоянием между ними 1220 мм, а для остальных пазов ограничений нет.
После нажатия кнопки меню для параметра, который вы хотите настроить, на экране появится цифровая клавиатура. "ENT" - это кнопка подтверждения ввода, "ES" означает отмену ввода, а "CR" - кнопка сброса ввода. Все параметры являются положительными, и если ввести отрицательное число, машина сообщит об ошибке.
Нажмите кнопку "возврат", чтобы вернуться к экрану настроек.
В режиме настройки параметров нажмите кнопку "Параметры системы", чтобы вернуться к экрану параметров системы.
После настройки параметров тщательно проверьте их в соответствии с технологическая карта чтобы предотвратить ошибки.
Расстояние #1 относится к вертикальному расстоянию от 1-го паза до начальной точки. Расстояние #2 относится к вертикальному расстоянию от 1-го паза до 2-го паза и так далее для каждого расстояния между пазами.
На экране настройки параметров можно очистить текущий процесс, выбрав "полный сброс параметров".
Параметры системы
В параметрах системы есть несколько типов кнопок:
(1). "Опережение замедления" - это положение, в котором луч замедляется с высокой скорости до постоянной скорости.
Этот параметр имеет решающее значение для позиционирования.
Если каждое позиционирование превышает ход, то увеличьте этот параметр, обычно он устанавливается на 8 мм, а максимальное значение - 9,999 мм.
(2). "Позиционирование впереди" - это заданное положение позиционирования перед остановкой.
После остановки балка под действием инерции перемещается в положение позиционирования.
Если пазовальный станок не останавливается в правильном положении для каждой остановки, это означает, что настройка параметров слишком велика.
В противном случае значение параметра будет слишком маленьким. Максимальные данные этого параметра могут быть установлены на 0,8 мм.
(3). "Допустимая погрешность" - это допустимая погрешность после позиционирования. Если погрешность не соответствует этому диапазону, паз не разрешается, и требуется ручная коррекция.
(4). Под "погрешностью начальной точки" понимается расстояние между кончиком лезвия и кромкой после коррекции начала координат.
Минимальная настройка составляет 8 мм.
В противном случае необходимо своевременно отрегулировать бесконтактный выключатель, расположенный спереди.
Справа или слева от держателя инструмента нет ограничений;
Луч не выходит за пределы диапазона хода;
Кнопка остановки держателя инструмента не нажата;
Продольное положение кончика лезвия ≥ 8 мм;
2). Движущийся луч
По окончании обработки пазов нажмите кнопку "Move Beam", чтобы переместить луч на следующую позицию пазов, которая автоматически добавляется к целевой позиции пазовальной машины.
После того как балка автоматически позиционируется, необходимо выполнить пазование, прежде чем балка сможет двигаться снова. Этот процесс продолжается до тех пор, пока не будут выполнены все линии пазов.
3). Условия для движущихся лучей
Ход балки не более 1220 мм;
Позиционирование положения не мигает OK;
Положение луча не превышает целевое положение;
Подъем последующего прижимного устройства;
Выключатель аварийной остановки не нажат;
Концевой выключатель передней балки подключен;
Рифленый контактор двигателя не втягивается.
4). Нажмите кнопку "Паз готов", чтобы переместить балку к передней части платформы.
Принадлежности для канавочного станка
Инвертор
Программируемый контроллер
Шаговый двигатель
Шаговый водитель
Энкодер
Бесконтактный выключатель
Переключатель питания
Сенсорный экран
Метод работы при механическом фрезеровании
Положите металлический лист ровно на верстак. Если металлический лист покрыт защитной пленкой, то стороной с защитной пленкой вниз. Одной стороной металлический лист прижимается к эталонному блоку перед рабочим столом.
Нажмите кнопку прижима листового материала, чтобы затянуть край листового материала и завершить позиционирование листового материала.
Отрегулируйте положение концевого блока бесконтактного выключателя на левой и правой стороне скользящего блока держателя инструмента в соответствии с длиной плиты.
Определите расстояние между пазами и регулировку балки вперед и назад. На сенсорном экране ПЛК нажмите кнопку "Выравнивание по началу" для точного позиционирования. То есть, смещение балки в положение первого паза, нажмите кнопку последующего нажатия, чтобы плотно прижать материал плиты.
Блок лезвий толщиной 35 мм используется для установки начальной точки лезвия, фиксации прижимного винта и проверки блока лезвий для обеспечения высоты лезвия. Это важная подготовительная работа для обеспечения точной глубины пазов и производства безопасных пазов.
Проверьте, в хорошем ли состоянии находится лезвие, а если оно сильно изношено, ослабьте его. Нажмите на винт и поверните лезвие на 90 градусов, то есть замените его на новую кромку. Или переверните лезвие и замените другую поверхность лезвия.
Для выполнения первого рифления нажмите кнопку обработки на панели управления электрического блока. Как правило, глубина первого паза составляет 0,3 мм, затем следует толщина обрабатываемой пластины.
После того как глубина паза будет соответствовать требованиям, дайте пазовому лезвию выйти из поверхности плиты. Скользящая рама автоматически перемещается в заданное правое крайнее положение. ПЛК управляет перемещением балки к следующей канавке, после чего выполняется второе рифление. Пока весь процесс обработки пазов не будет завершен, нажмите кнопку "освобождения" прижима последующего материала на мобильной рабочей станции и ослабьте устройство прижима последующего материала. ПЛК выполняет команду позиционирования следующей канавки. Балка немедленно перемещается к следующей канавке и повторяется до тех пор, пока все канавки не будут закончены.
После завершения обработки пазов ослабьте все прижимные устройства, верните балку в соответствующее положение, выньте пластины и очистите рабочий стол.
При необходимости охлаждения спреем сначала открывается переключатель в электрическом шкафу, и система охлаждения автоматически смазывается в процессе резки.
Процедура безопасной эксплуатации V-образного фрезерного станка с ЧПУ
Обслуживание и эксплуатация станка с ЧПУ Grooving должны осуществляться специально назначенным специалистом;
Оператор V-образного штробореза с ЧПУ должен пройти обучение в профессиональном отделе. После сдачи экзамена и получения квалификационного удостоверения оператор может работать самостоятельно;
Перед началом работы наденьте рабочую одежду с длинными рукавами (во избежание ожогов от брызг рифленого мусора), а при загрузке и выгрузке листового металла необходимо надеть перчатки;
Перед запуском V-образного фрезерного станка проверьте чистоту стола станка, особенно между зажимами и столом;
Сбросьте исходные данные после запуска. При работе проверьте, соответствует ли заготовка требованиям процесса, и правильно введите размер и глубину пазов;
Когда оператор кладет небольшой лист, не забывайте обращаться с ним осторожно. Перед загрузкой очистите поверхность машины и подающий стол, не допускайте остатков рифленой проволоки и других мелочей;
При работе пазовального станка проверьте, прижимается ли пластина к исходной точке. Персонал не должен высовывать голову и любую часть тела в зону двигателя станка (во избежание травмирования станком). Пневматический пистолет и рука не должны находиться под фиксированным зажимом;
Когда пазовальный станок находится в движении, необходимо остановить работу в случае столкновения станка или столкновения материалов. Сначала сбросьте начало координат, чтобы предотвратить перемещение начала координат в момент столкновения;
После обработки канавок аккуратно положите лист в указанное положение, чтобы не поцарапать заготовку;
После окончания работы проведите ежедневное техническое обслуживание пазовальной машины, отключите электропитание и уберите рабочее место.
Портальный (горизонтальный) V-образный желобчатый станок против вертикального V-образного желобчатого станка: Что выбрать?
При выборе V-образного фрезерного станка для изготовления металлоконструкций производители часто сталкиваются с выбором между портальным (горизонтальным) V-образным фрезерным станком и вертикальным V-образным фрезерным станком. Понимание ключевых различий в их конструкции, работе и возможностях имеет решающее значение для осознанного выбора.
В настоящее время на рынке преобладают два основных типа V-образных фрезерных станков: вертикальные и горизонтальные (портальные) конфигурации.
Вертикальные станки V-Grooving имеют конструкцию, напоминающую дверную коробку. В этой установке специальное приспособление позиционирует металлическую пластину в точном месте обработки. После надежной фиксации V-образная канавка создается линейным движением режущего инструмента. Фреза совершает прямолинейное движение для обработки, в то время как заготовка перемещается по мере необходимости, чтобы облегчить процесс создания паза. Такая конструкция особенно эффективна при обработке небольших пластин и обеспечивает отличную стабильность в процессе резки.
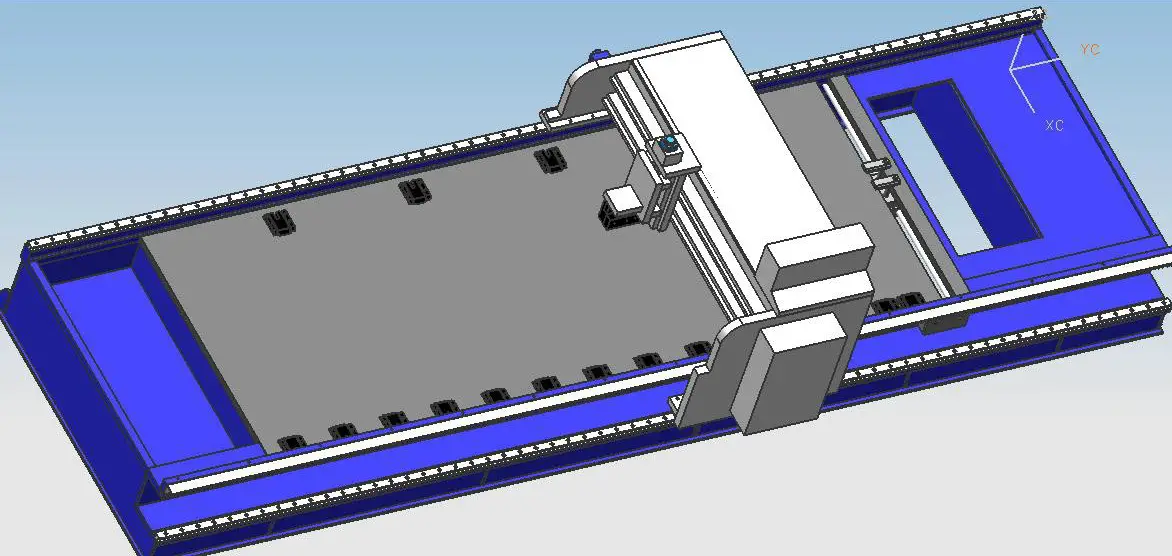
И наоборот, горизонтальные (портальные) V-образные расточные станки используют другой подход. Эти станки отличаются просторным рабочим столом, на котором металлическая пластина прочно закреплена с помощью прижимов. Режущий механизм установлен на портале, образуя автоматизированную механическую конструкцию, которая перемещается над заготовкой. Система позиционирования инструмента на портале сначала определяет траекторию обработки по оси Y, после чего весь портал перемещается по оси X, приводя режущий инструмент в движение для выполнения V-образной канавки. При такой конфигурации заготовка остается неподвижной, пока резец выполняет процесс обработки канавки.
Каждый тип V-образных пазов имеет свои преимущества в зависимости от таких факторов, как размер заготовки, объем производства и конкретные требования к применению. Выбор между вертикальной и горизонтальной конфигурацией часто зависит от таких факторов, как наличие свободного пространства, возможности перемещения материалов и сложность обрабатываемых V-образных канавок.
Каждый тип пазов имеет свои преимущества и недостатки (табл. 1).
Таблица 1 Сравнение технологий вертикальных и горизонтальных V-образных канавок
Артикул
Вертикальный V-образный желобок
Портальный V-образный желобчатый станок
Диапазон обработки
При обработке заготовок, на которых необходимо сделать пазы, если заготовка длинная, необходимо добавить стол для переноски заготовки при обработке короткой стороны, что неудобно в работе.
Трехкоординатная обработка с ЧПУ с большим диапазоном обработки, подходит для различных крупногабаритных форм.
Технология обработки рабочего стола
Поверхность рабочего стола изготовлена из высокопрочногокачественная пресс-форма Сталь после общей термической обработки подвергается тонкой шлифовке на шлифовальном станке. Тонкость поверхности достигает зеркального эффекта.
Поверхность рабочего стола заварена обычными железными пластинами. Твердость заготовки выше, чем у него. Стальная проволока, поврежденные ножи и т.д. делают поверхность рабочего стола ямчатой (требуется функция самопланирования для регулярного восстановления поверхности рабочего стола).
Эффективность обработки
Минимальное расстояние между V-образным пазом и кромкой составляет 10 мм, а скорость резки - 40 м/мин.
Минимальное расстояние между V-образным пазом и кромкой составляет 8 мм, а скорость резки - 50 м/мин или выше.Нет необходимости в возвратно-поступательной подаче, поэтому он более эффективен.
Потеря мощности
Держатель инструмента перемещается вперед-назад с меньшими потерями (мощность главного двигателя 4,4 кВт).
Портал и держатель инструмента движутся вперед-назад, и потери велики (мощность главного двигателя составляет 5,5 кВт).
Безопасность
Вертикальный пазовальный станок автоматически зажимает заготовку под действием гидравлического давления, автоматически позиционирует и автоматически работает. Оператор находится вдали от движущихся частей станка.
Заготовка зажимается в пределах диапазона перемещения станка. Портал движется с высокой скоростью, а управляющая часть движется вместе с порталом. Оператор должен обращать внимание на безопасное использование.
Общий эффект
Из-за необходимости автоматической подачи после захвата заготовки железные обрезки, образующиеся при обработке пазов, часто царапают декоративную поверхность, а при обработке крупногабаритных заготовок требуется частое выравнивание и перемещение, что с большей вероятностью может привести к повреждению поверхности.
Заготовку не нужно перемещать во время обработки. Во время всего процесса обработки им может управлять один человек, а декоративная поверхность заготовки не будет поцарапана, что гарантирует качество обработки поверхности (важная причина для использования в лифтовой промышленности).
Характеристики применения этих двух устройств можно увидеть из пунктов сравнения.
Конкретный выбор оборудования для обработки должен определяться в соответствии с требованиями отрасли и характеристиками заготовки.
Как правило, портальный V-образный пазовальный станок обладает высокой производительностью, однако точность обработки пазов (пазов) не так высока, как у вертикального V-образного пазовального станка.
Кроме того, если металлический лист имеет нестандартную форму (вырезан лазерная резка), и потребуется больше линий пазов, то мы предлагаем вам выбрать вертикальный V-образный пазовальный станок.
Если металлический лист представляет собой цельную деталь или более симметричную деталь, например, квадратную или прямоугольную, мы рекомендуем выбрать портальный или горизонтальный станок с V-образным рифлением.
Кроме того, текущая цена портального V-образного пазовального станка немного ниже, чем вертикального V-образного пазовального станка, и портальный тип по-прежнему является более популярным вариантом и выбирается большинством клиентов.
Заключительные размышления
Поскольку заказчики предъявляют все более высокие требования к эстетике своих изделий, применение процесса рифления становится все более широким.
Считается, что в будущем процесс рифления принесет еще больше пользы и внесет свой вклад в развитие обрабатывающей промышленности.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель компании MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Вы когда-нибудь задумывались о том, как довести до совершенства искусство использования пазовального инструмента? В этой статье мы рассмотрим 10 основных советов по оптимизации процесса фрезерования, начиная с выбора правильного инструмента и заканчивая...
Интересно узнать, как V-образный фрезерный станок может изменить ваш процесс металлообработки? В этой статье мы расскажем вам об основных шагах и мерах предосторожности для эффективной работы на станке. От подготовки и оборудования...
Вы когда-нибудь задумывались, как оживают замысловатые металлические конструкции в автомобилях и самолетах? Эта статья исследует увлекательный мир техники гибки и рифления листового металла, показывая, как...
Вы когда-нибудь задумывались о том, как точно рассчитать длину развертки при гибке в канавке? В этом руководстве рассматриваются различия между расчетами гибки с канавками и без канавок, а также приводятся практические примеры для квадратных...