При сварке плавлением под действием источника сварочного тепла в сварном шве происходит ряд переходов от плавления к твердому состоянию.
Кроме того, под воздействием сварочного теплообмена изменяются структура и свойства основного металла с обеих сторон сварного шва, которые не расплавляются.
Между основным металлом и сварным швом также существует переходная зона, которая отличается как от сварного шва, так и от основного металла и может значительно повлиять на характеристики сварного соединения.
1 - Сварочный шов
2 - Зона слияния
3 - Зона термического воздействия
4 - Основной металл
1. Структура и производительность зоны слияния
Зона сплавления - критическая область в сварных соединениях - обозначает переход между металлом шва и зоной термического влияния (ЗТВ). Эта микроскопическая область, которую зачастую трудно разглядеть даже под увеличением, играет ключевую роль в общей целостности сварного шва.
В стальных конструкциях "перегретая структура" представляет собой значительный внутренний дефект. Характеризующаяся аномально крупными размерами зерен, эта структура образуется при длительном нагреве стали выше температуры AC3 (температуры, при которой завершается образование аустенита) или при поддержании высоких температур после нагрева. Это явление может серьезно повлиять на механические свойства стали.
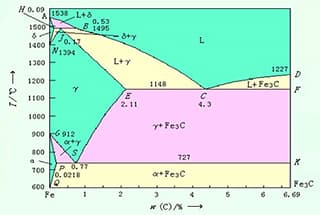
В зоне плавления температура находится между линиями солидуса и ликвидуса на фазовой диаграмме железо-углерод. В этом температурном диапазоне металл находится в частично расплавленном состоянии, часто называемом "мягкой зоной" или "полутвердой областью". Эта зона характеризуется чрезвычайно крупными зернами, и при охлаждении образуется грубая, перегретая структура. Такая микроструктура характеризуется плохой пластичностью и пониженной вязкостью, что потенциально может ухудшить характеристики сварного шва под нагрузкой.
Уникальное положение зоны сплавления в сварном соединении делает ее особенно восприимчивой к дефектам. Присущие ей химические и структурные неоднородности часто служат местами зарождения трещин или локализованных хрупких разрушений. Следовательно, эта зона обычно представляет собой область с самой низкой вязкостью разрушения в сварном соединении, что делает ее критически важной для контроля качества и неразрушающего контроля в сварочных процессах.
Чтобы смягчить эти проблемы, инженеры по сварке часто используют такие методы, как контролируемый нагрев, правильный выбор присадочного материала и послесварочная термообработка для оптимизации микроструктуры и свойств зоны сплавления. Передовые технологии сварки, такие как электронно-лучевая сварка или лазерная сваркаКроме того, это может помочь минимизировать ширину зоны плавления и снизить сопутствующие риски.
2. Термический цикл сварки
Процесс, при котором температура точки на сварном шве изменяется с течением времени под воздействием сварочное тепло источник известен как "сварочный термический цикл". Этот термин относится к определенной точке на сварном шве, где источник тепла находится близко.
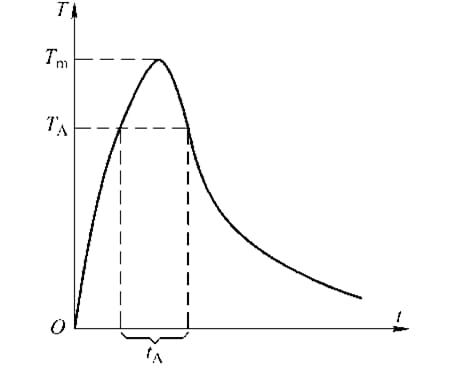
Во время Термический цикл сваркиТемпература в точке увеличивается, пока не достигнет своего максимального значения. По мере удаления источника тепла температура постепенно снижается до комнатной. Этот процесс можно представить в виде кривой.
Кривая термического цикла сварки
- Tm - максимальная температура нагрева
- TA - температура фазового перехода
- tA - время пребывания выше температуры фазового перехода
3. Структура и свойства зоны термического влияния при сварке
Зона термического влияния сварки" (ЗТВ) - это область, в которой происходит изменение металлургической структуры и механических свойств основного металла в результате теплового воздействия (но не плавления) во время сварки. процесс сварки. Характеристики и свойства HAZ являются отражением свойств и качества сварного соединения.
Для низкоуглеродистой стали и низколегированной высокопрочной стали с минимальным количеством легирующих элементов зона термического влияния при сварке может быть разделена на "зону перегрева", "зону нормализации", "зону неполной рекристаллизации" и "зону рекристаллизации".
Сварка зоны термического влияния незакаленной стали
- Зона слияния
- Перегретая область
- Нормализация площади
- Неполная зона рекристаллизации
- Зона рекристаллизации
- Основной металл
Перегретая структура: widmanstatten structure
В перегретой зоне зоны термического влияния сварки образуется крупнозернистая аустенит зерна приводит к образованию особой перегретой структуры при быстром охлаждении. Эта структура характеризуется параллельными иглами феррита (цементита) внутри крупного аустенит зерна, а оставшийся между иглами аустенит превращается в перлит. Эта перегретая структура известна как "ферритовая (цементитная) структура Видманштаттена".
Проще говоря, при крупном зерне аустенита и подходящей скорости охлаждения доэвтектоидная фаза в стали образует иглообразный чешуйчатый перлит. Структура Видманштаттена не только имеет большой размер зерна, но и значительно снижает гибкость металла из-за хрупкой поверхности, созданной многочисленными ферритными иглами, что является основной причиной охрупчивания сварного соединения в стали, которая плохо поддается закалке.
Ширина зоны термического влияния (ЗТВ) зависит от нескольких факторов, включая метод сварки, параметры сварки, размер и толщину сварного шва, теплофизические свойства металлического материала и форму соединения.
Можно уменьшить ширину зоны термического влияния, используя меньшие размеры параметры сваркиНапример, уменьшить сварочный ток и увеличить скорость сварки.
Ширина HAZ зависит от используемого метода сварки. Общая ширина зоны контакта для электрода дуговая сварка составляет около 6 мм, в то время как для дуговой сварки под флюсом - около 2,5 мм, а для газовой - около 27 мм.
Методы контроля и улучшения свойств сварных соединений
1. Соответствие материалов
Подбор материала" в первую очередь относится к выбору сварочные материалы.
Для низкоуглеродистой стали, низколегированной высокопрочной конструкционной стали и низкотемпературной стали состав металла шва и основного металла не обязательно должен быть идентичным, однако механические свойства должны быть такими же, как у основного металла.
При работе с жаропрочной и нержавеющей сталью, чтобы обеспечить сварному шву такие же высокотемпературные характеристики и коррозионную стойкость, как у основного металла, химический состав сварочного материала должен точно соответствовать составу основного металла.
2. Контролируйте коэффициент слияния
При сварке плавлением доля расплавленного основного металла в металле шва называется коэффициентом плавления.
Формула расчета коэффициента слияния такова:
r = Fm/(Fm+Ft)
Где
- r - коэффициент слияния;
- Fm - площадь поперечного сечения расплавленного основного металла:
- Ft - площадь поперечного сечения присадочного металла в сварном шве.