Проверки затяжки приварных гаек и приварных шпилек (испытания и контроль)
Вы когда-нибудь задумывались, как обеспечивается целостность приваренных гаек и винтов в вашем автомобиле? В этой статье рассказывается о тщательном процессе проверок качества и инспекций, которые обеспечивают безопасность и надежность вашего автомобиля. Узнайте, как применяются различные тесты и стандарты, чтобы гарантировать прочность и долговечность этих важнейших компонентов.
Затяжка приварных гаек и приварных винтов требует обеспечения качества в процессе установки. Обеспечение целостности этих компонентов имеет решающее значение для поддержания общей надежности и безопасности собранной конструкции. Чтобы оценить качество сварки и надежность процесса, необходимо контролировать прочность установки на протяжении всего процесса. Такой непрерывный контроль помогает обнаружить любые отклонения или аномалии, которые могут нарушить целостность сварного шва.
Для дополнительного подтверждения надежности процесса установки в производственный процесс могут быть интегрированы дополнительные меры по обеспечению качества. Эти меры могут включать сбор и анализ данных в режиме реального времени, автоматизированные системы контроля и методы статистического управления процессом (SPC). Применяя эти передовые методы контроля качества, производители могут избавиться от необходимости последующих проверок приварных гаек и приварных винтов, тем самым оптимизируя производственный процесс и обеспечивая стабильное качество.
1. Обзор
В этом стандартном документе рассматривается затяжка приваренных гаек и шпилек на стальных пластинах и описывается процесс установки болтов. В нем подробно описаны условия установки сварки для всего автомобиля. За эти проверки отвечают соответствующие отделы. Методы, не упомянутые в документе, не должны использоваться. Производственный отдел требует проверки процесса. В случае возникновения проблем с качеством отдел качества может увеличить количество выборочных проверок. Для улучшения качества и системы, а также в ответ на проблемы с качеством необходимо проводить разрушающие испытания рамы автомобиля.
2. Другие применимые документы
MBN 73B - Шестигранные гайки
MBN 73C - квадратные гайки
MBN 75 - резьбовые приварные шпильки
MBN 10176 - Шестигранные гайки с фланцем
MBN 10369 - Круглые гайки
MBN 10390 - Круглые гайки куполообразной формы
MBN 10391 - Приварные шпильки со сварочным кольцом
N13008 - Фланцевые гайки
DIN EN ISO 14270 - Размеры образцов и процедуры испытаний для механической зачистки сварных пятен и швов
DIN EN ISO 14272 - Размеры образцов и процедуры испытаний на поперечное растяжение сварных пятен
DIN EN ISO 14273 - Размеры образцов и процедуры испытаний на сдвиг сварных пятен и швов
3. Использование сокращений, определений и символов
Граничная сварка: Соединительный шов - это неполный сварной шов, при котором шпилька просто прилипает к металлическому элементу без необходимой прочности.
4. Характеристики материалов и циклов
Для контроля материалов и циклов все материалы, методы, процессы, детали и системы должны соответствовать действующим нормативным требованиям.
5. Описание
Следующее содержание может быть применено только к стали сварка пластин.
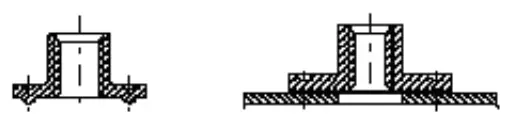
6. Категории установки
Гайки для стальных пластин
Категория A
Категория B
Стили
Квадратная гайка (MBN 73C или DIN 928)
Шестигранная гайка (MBN 73B или DIN 929)
Круглая приварная гайка (MBN 10369)
Стиль A Стиль B
Шестигранная гайка с фланцем (MBN 10176)
Круглая гайка
Приварная шпилька
Класс A
Класс B
Пример: MBN 75MBN 10391
7. Неразрушающий контроль
7.1 Описание последовательности процедур
Все сварные швы, признанные дефектными в результате контроля параметров (например, цветовой маркировки), должны быть отремонтированы. Дополнительные образцы для испытаний должны быть отделены от указанных образцов для выборочных испытаний. При контроле приварных шпилек и приварных гаек необходимо ссылаться на соответствующие технологические документы. Отдел контроля должен подробно записывать процесс контроля, включая методы, используемые для выявления дефектов на контрольных образцах.
7.2 Визуальный контроль
7.2.1 Процесс проверки
Визуальные проверки должны соответствовать установленным стандартам оценки. Эти проверки должны проводиться подготовленными инспекторами при соответствующем расстоянии и освещении для обеспечения точности и последовательности.
7.2.2 Записи о проверках
Визуальные проверки должны тщательно фиксироваться в контрольном списке. Любые подтвержденные дефекты, например, смещение точек сварки в сторону кромки, должны быть немедленно устранены и исправлены в рамках производственной системы или сварочного оборудования, чтобы предотвратить повторение.
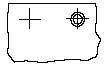
7.2.3 Стандарты оценки
Контроль сварных гаек должен соответствовать стандартам, приведенным в таблице ниже. Эти стандарты гарантируют, что все сварные швы соответствуют требуемым критериям качества и безопасности.
Серийный номер
Критерии оценки:
Пример
1
Пропущенные сварные швы шпилек/гаек
2
Повреждение или загрязнение шпилек/гаек (включая брызги от сварки и повреждение резьбы)
3
Разрыв неуместен h > 0,1 м
4
Отклонение от центрального положения Гайки не должны препятствовать установке болтов.
Контрольные значения: Для гаек с M ≤ 5, S должна быть ≤ 1 мм. Для гаек с M ≥ 6, S должна быть ≤ 2 мм. Для дугообразных круглых гаек S должно быть < 0,8 мм.
Соблюдение этих стандартов позволяет поддерживать качество и надежность сварных швов, обеспечивая безопасность и эксплуатационные характеристики конечного продукта.
7.3 Испытание крутящим моментом
7.3.1 Приварные гайки
Внешний осмотр
Перед проведением испытаний на крутящий момент приварных гаек обязательно проводится внешний осмотр. Этот осмотр должен соответствовать стандартам, указанным в разделе 7.2.3. Цель такого осмотра - выявить любые видимые дефекты или неровности, которые могут повлиять на целостность сварного шва или работоспособность гайки при испытании крутящим моментом.
Процедура испытания крутящего момента
Проверка крутящего момента - важнейший этап, обеспечивающий прочность и надежность приварных гаек. Ниже описана правильная процедура:
Выбор динамометрического ключа: Используйте динамометрический ключ, который откалиброван и находится в соответствующем испытательном диапазоне для конкретного типа проверяемой приварной гайки.
Применение крутящего момента: Постепенно прикладывайте крутящий момент к гайке. Необходимо плавно увеличивать момент затяжки, чтобы избежать резкого напряжения, которое может привести к преждевременному выходу из строя.
Наблюдение за сварным швом: Внимательно следите за сварным швом во время приложения крутящего момента. В первую очередь необходимо обнаружить любые признаки сдвига или растрескивания.
Оценка прочности: Если сварной шов срезается или трескается до достижения минимального заданного момента затяжки, считается, что приваренная гайка не обладает достаточной прочностью и не выдерживает испытания.
Стандарты тестирования
Подробные стандарты и процедуры проверки крутящего момента приварных гаек приведены в разделе 7.3.3. В этих стандартах указаны конкретные значения крутящего момента, условия испытаний и критерии приемки, которые должны быть соблюдены для обеспечения пригодности приварных гаек к использованию.
Измерение крутящего момента
M4
6 Нм
M5
8 Нм
M6
14 Нм
M8
32 Нм
M10
70 Нм
M12
100 Нм
Примечание: Проверка крутящего момента должна проводиться на квадратных и шестигранных гайках, а толщина стальная пластина для дугообразных и круглых гаек не требуется.
7.3.2 Сварочные шпильки
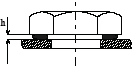
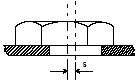
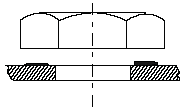
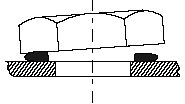
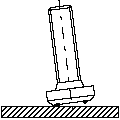
В процессе проверки крутящего момента сначала затяните две гайки на сварочной шпильке (как показано на рис. 1), затем приложите заранее определенный момент проверки Mtest с помощью подходящего динамометрического ключа, тем самым подвергая гайку крутящей нагрузке (как показано на рис. 2).
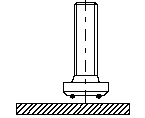
Рисунок 1: Вид сбоку на сварную шпильку
Рисунок 2: Оборудование для проверки (сварочный стержень, две гайки, динамометрический ключ)
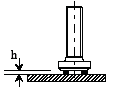
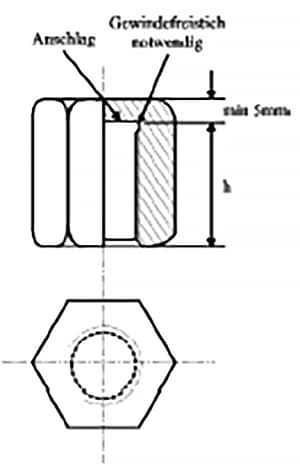
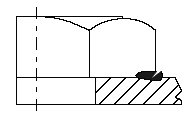
Затем открутите две гайки. Можно использовать подходящую гайку (как показано на рисунке 3). Установите гайку полностью, затем проверьте момент затяжки.
Рисунок 3: Выбираемая гайка (h: в зависимости от фактических условий)
7.3.3 Критерии оценки
После проверки момента затяжки необходимо оценить установку винтов и гаек на основании описаний, приведенных в таблице ниже.
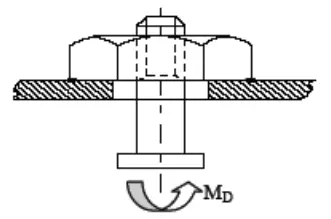
Перед проведением испытаний крутящего момента на круглых гайках необходимо сначала провести визуальный осмотр, как указано в разделе 7.2.3. Начните с завинчивания болта в круглую гайку с помощью динамометрического ключа с соответствующим диапазоном крутящего момента.
Во время испытания гайка подвергается крутящему моменту со стороны винта. Если до достижения минимального крутящего момента на шве появляется трещина, гайка считается недостаточно прочной. Стандарт испытаний приведен в разделе 7.3.3.
Минимальный крутящий момент для круглой гайки M5: 8 Нм
Минимальный крутящий момент для круглой гайки M6: 14 Нм
Минимальный крутящий момент для круглой гайки M8: 32 Нм
Минимальный крутящий момент для круглой гайки M10: 70 Нм
Минимальный крутящий момент для круглой гайки M20: 100 Нм
7.3.5 Проверка крутящего момента заземляющих гаек
Перед проведением испытаний на крутящий момент необходимо сначала провести визуальный осмотр, как указано в разделе 7.2.3. Начните с закручивания болта в гайку с грунтом с помощью динамометрического ключа с соответствующим диапазоном крутящего момента.
Во время испытания гайка подвергается крутящему моменту со стороны болта. Если до достижения минимального крутящего момента на шве появляется трещина, прочность считается недостаточной. Стандарт испытаний приведен в разделе 7.3.3.
Момент затяжки гайки заземления M6: 14 Нм
Момент затяжки гайки заземления M8: 27 Нм
7.3.6 Проверка крутящего момента недоступных гаек
Для гаек, установленных в полостях, которые не требуют регулярных испытаний, можно проверить их с помощью болтов без головки. Вкрутите болт без головки в гайку, а затем с помощью динамометрического ключа с соответствующим диапазоном крутящего момента проверьте момент затяжки гайки.
Если в гайке появляется трещина до достижения минимального момента затяжки, прочность считается недостаточной. Стандарт испытаний приведен в разделе 7.3.3.
Измерение крутящего момента
M4
4 Нм
M5
5 Нм
M6
8 Нм
M8
20 Нм
M10
50 Нм
M12
80 Нм
Примечание: При необходимости можно использовать усиленные винты.
8. Разрушающие испытания
Разрушительные испытания - это специализированный метод контроля, проводимый на рамах автомобилей для повышения качества и исследования проблем с качеством. Этот тип испытаний предполагает намеренное повреждение или разрушение компонента для оценки его производительности и целостности под нагрузкой.
8.1 Разрушающие испытания заземляющих гаек
Перед проведением разрушающих испытаний гаек заземления необходимо провести визуальный осмотр в соответствии со стандартами, приведенными в разделе 7.3.3.
Подготовка: С помощью соответствующих инструментов снимите приваренную стальную пластину с заземляющей гайки.
Инспекция: Проверьте, заварено ли 80% или более окружности сварного шва.
ПримечаниеСварка : 80% считается достаточной для целей заземления.
8.2 Разрушающее испытание крутящим моментом
Разрушающее испытание крутящим моментом предполагает использование динамометрического ключа с соответствующим диапазоном крутящего момента для определения крутящего момента, необходимого для откручивания гайки. Минимальный момент разъединения сварного шва приведен в таблице 6.6.
Процедура: Метод испытания круглых гаек аналогичен методу неразрушающего контроля (см. раздел 7.2.3).
Приложение: Приложите момент к гайке с помощью винта, пока сварной шов не разрушится.
Инструмент: Используйте тот же динамометрический ключ, что и в разделе 9.
8.2.2 Испытание сварочных шпилек на разрушающий крутящий момент
Процедура: Метод испытания сварочных шпилек аналогичен методу неразрушающего контроля (см. раздел 7.3.2).
Приложение: Приложите момент к гайке с помощью винта, пока сварной шов не разрушится.
Инструмент: Используйте тот же динамометрический ключ, что и в разделе 9.
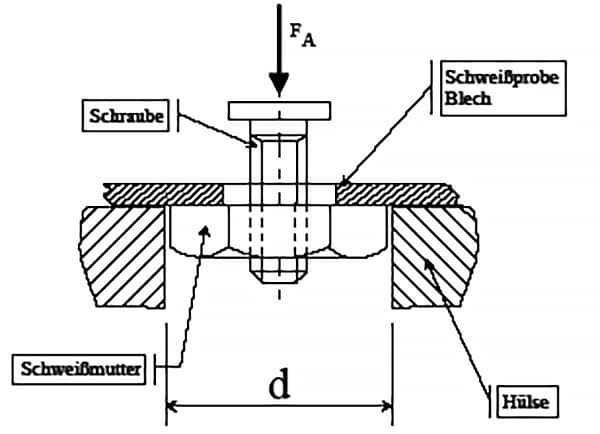
8.3 Испытание на сжатие
8.3.1 Последовательность испытаний
Оборудование: Прочность на сжатие испытательного оборудования должна быть достаточной для измерения разделенного сварного шва.
Сравнение: Усилие $$ F_A $$ должно быть сравнено с минимальным значением усилия, указанным в таблице 8.4.
Оценка: Кроме того, необходимо оценить поверхность излома, чтобы определить, была ли сформирована полная точка сварки.
8.3.2 Оборудование для тестирования
Шестигранная гайка
Квадратная гайка
Диаметр (мм)
Толщина пластины (мм)
Длина (мм)
M3
10
2
40
M4
M4
12
M5
M5
13
M6
M6
14
M8
18
M8
21
M10
23
M12
M10
27
M14
M12
31
M16
M14
33
Для компонентов, не указанных в таблице, таких как круглые винты или гайки, оборудование для проверки должно быть аналогичным описанному выше.
8.4 Инспекционная ведомость сил
Компоненты, упомянутые в разделе 6.
Диаметр резьбы
Толщина пластины
Сжимающая сила
M4
0.75 1.0 1.5
>1,3 кН
M5
0.75 1.0 1.5
>2,0 кН
M6
1.0 1.5 2.5
>2,5 кН
M8
1.0 2.0 3.0
>3,0 кН
M10
1.25 2.0 3.0
>4,0 кН
7/16''
1.25 2.0 3.0
>5,0 кН
M12
1.5 2.0 3.0
>6,0 кН
Чрезмерное давление, выходящее за рамки, должно быть согласовано с соответствующими ответственными подразделениями.
8.5 Проверка на отслаивание
Проверка на отрыв является важнейшим методом оценки целостности приваренных гаек стальных листов. Этот метод предполагает отслаивание гайки от стальной пластины с помощью соответствующих инструментов, таких как молоток, зубило или оборудование для испытания на растяжение. Цель состоит в том, чтобы убедиться, что сварные точки сохраняют свои размеры и целостность после сварки.
Процедура:
Очистка ореха от кожуры: Используя подходящие инструменты, осторожно отделите гайку от стальной пластины.
Контроль точек сварки: Осмотрите каждую точку сварки, чтобы убедиться, что размеры точки сварки на зачищенном стальном листе совпадают с размерами предварительной сварки. Например:
Точка сварки с диаметром до сварки 24 мм должна сохранять минимальный диаметр 24 мм после сварки.
Точка сварки с размерами 3x8 мм до сварки должна сохранять минимальный размер 3x8 мм после сварки.
Критерии приемлемости:
Точечные сварные швы: Сварные швы считаются приемлемыми, если они соответствуют следующим условиям:
3 из 4 точечных сварных швов соответствуют требованиям.
2 из 3 точечных сварных швов соответствуют требованиям.
8.6 Проверка поперечных сечений специальных металлов
В некоторых особых случаях для оценки состояния крепления болтов и гаек используется контроль поперечного сечения металла. Этот метод позволяет получить детальное представление о внутренней структуре и целостности крепежа.
Процедура:
Специальная подготовка: Эта проверка должна проводиться персоналом, прошедшим специальную подготовку.
Руководство по обучению: Обучение должно проводиться уполномоченным инженером по сварке или сертифицированным специалистом по сварке.
Важность:
Этот метод контроля имеет решающее значение для обеспечения надежности и безопасности крепежа в тех случаях, когда стандартные методы контроля могут оказаться недостаточными.
9. Таблица испытаний крутящего момента
Как уже говорилось в разделе 6, для деталей.
Разрушающие испытания
Неразрушающий контроль
Диаметр резьбы
Толщина пластины
Настройка крутящего момента в сварочном аппарате.
Контроль крутящего момента в процессе контроля детали, который связан с толщиной пластины.
M4
0.7 1.25 1.5
13 Нм 13 Нм 16 Нм
6 Нм 8 Нм 8 Нм
M5
0.7 1.25 1.5
20 Нм 29 Нм 29 Нм
8 Нм 10 Нм 10 Нм
M6
0.8 1.5 2.0
24 Нм 33 Нм 34 Нм
14 Нм 20 Нм 20 Нм
M8
1.0 2.0 3.0
58 Нм 61 Нм 60 Нм
32 Нм 38 Нм 38 Нм
M107/16''
1.25 2.0 3.0
112 Нм 133 Нм 125 Нм
70 Нм 90 Нм 90 Нм
M12
>1.5
140 Нм
100 Нм
Примечание: Стандарт проверки в п. 6.2.3 предназначен специально для тонких стальных листов.
10. Инспекционный документ
Проверка случайных образцов должна быть зарегистрирована. Результаты выборочных проверок должны сохраняться в течение определенного периода времени.
10.1 Меры по устранению дефектов
Если в процессе проверки обнаруживаются дефекты, они должны быть немедленно устранены. Кроме того, должны быть проверены или исправлены соответствующие системы.
Все автомобили, в которых в настоящее время наблюдаются такие же проблемы, должны быть отремонтированы. Дефектные гайки-заклепки должны быть удалены, а для крепления новых винтов или гаек поверхность пластины должна быть чистой и ровной.
В отдельных случаях, когда винты и гайки не могут быть заменены, необходимо разработать подходящие методы ремонта с помощью QPQ (закалка-полировка-закалка) и EP/CSV (электрополировка/химическая обработка поверхности).
11. Контрольные инструменты
Отдел инспекции также должен проверить инструменты для проверки.
Используемые динамометрические ключи должны соответствовать следующим условиям:
Рабочий разброс крутящего момента в пределах 10% от диапазона контроля
Наглядные результаты проверки
Часто задаваемые вопросы
Ниже приведены ответы на некоторые часто задаваемые вопросы:
Каковы наилучшие методы установки приварных гаек?
Лучшие методы установки приварных гаек включают в себя тщательную подготовку, точную технику сварки и тщательное тестирование для обеспечения прочного и надежного соединения.
Прежде всего, выберите подходящий тип сварочной гайки и способ установки. Два основных метода - это проекционная сварка и сварка емкостным разрядом. Наиболее распространена проекционная сварка, при которой используются гайки с выступами, нагреваемые электрическим током до тех пор, пока они не разрушатся и не соединятся с металлическим листом. Сварка емкостным разрядом также использует электрический ток, но менее распространена.
Правильное позиционирование и подготовка поверхности имеют решающее значение. Убедитесь, что гайка для сварки правильно выровнена относительно отверстия в листовом металле. Поверхность должна быть ровной, чистой и очищенной от мусора, чтобы обеспечить надежный сварной шов. Для гаек с выступами они должны находиться в непосредственном контакте с сопрягаемым листовым металлом.
В процессе сварки сила тока должна быть достаточной для нагрева выступов до температуры сварки без вытекания металла. Усилие электрода должно быть достаточным для приведения крепежа в контакт с листом металла без преждевременного разрушения выступов. При сварке внутри трубы или закрытого пространства используйте сварочную проволоку, направляя ее через отверстие, чтобы сварить непосредственно гайку, и избегайте сварки самого отверстия. Убедитесь, что труба или лист металла находятся в вертикальном положении, чтобы использовать силу тяжести в своих интересах.
После сварки проведите испытания на выдергивание для критических применений, чтобы убедиться, что сварная гайка выдержит ожидаемые нагрузки. Для обеспечения качества может также потребоваться разрушающее испытание узлов.
Учитывайте материал как гайки, так и листового металла. Используйте гайки из совместимых материалов, например, гайки A307 или A563 класса A, которые не подвергаются термообработке. Толщина и материал листового металла могут влиять на прочность сварного шва: более толстые листы и материалы, такие как оцинкованный DP600, обеспечивают более прочные сварные швы.
В тех случаях, когда сварка невозможна, рассмотрите такие альтернативы, как гайки с глухими заклепками, которые обеспечивают быстрый и простой монтаж, не требуя доступа к обеим сторонам материала. В случае особых требований можно также рассмотреть индивидуальные решения с использованием сверленых, резьбовых и сварных гаек, изготовленных из прутка.
Соблюдая эти рекомендации, вы сможете обеспечить правильную установку приварных гаек, которые станут надежным крепежным решением для различных областей применения.
Какие инструменты необходимы для установки приварной гайки?
Для установки приварных гаек требуется несколько основных инструментов, обеспечивающих прочное и надежное соединение. К основным инструментам относятся:
Проекционный сварочный аппарат: Эта машина обычно используется для сварки гаек путем применения электрического тока для нагрева и сплавления выступов на гайке с окружающим материалом.
Оборудование для сварки в емкостном разряде: Подобно проекционной сварке, это оборудование использует электрический разряд для расплавления и сплавления выступов гайки с металлической деталью.
Электроды: Необходимы для проведения электрического тока во время сварки, электроды должны быть правильно расположены с обеих сторон детали.
Сверла: Прецизионные сверла необходимы для создания отверстий в металлическом листе, где будет установлена приварная гайка. Размер сверла должен быть немного меньше размера болта, чтобы избежать переразмеренности отверстия.
Краны: Используется для восстановления или создания новой резьбы при повреждении резьбы на приварной гайке, особенно полезен в ограниченном пространстве.
Нестандартные инструменты или гаечные ключи: Для удержания гайки на месте и предотвращения ее проворачивания во время сварки, особенно в тесных или ограниченных пространствах.
Зажимы и приспособления: Эти инструменты обеспечивают правильное выравнивание и фиксацию гайки в процессе сварки, что очень важно для прецизионных применений.
Средства индивидуальной защиты (СИЗ): Защитные очки, перчатки и сварочный шлем необходимы для защиты от таких опасных факторов, как искры, ультрафиолетовое излучение и поражение электрическим током.
Использование этих инструментов, а также правильной техники обеспечивает эффективный и результативный монтаж приварных гаек, что позволяет получить прочное и надежное соединение для различных областей применения.
Как обеспечить правильное выравнивание при установке приварной гайки?
Чтобы обеспечить правильное выравнивание при установке приварной гайки, необходимо учитывать несколько важных факторов и методов:
Во-первых, необходимо точно настроить аппарат и электроды. Сварочный аппарат должен иметь соответствующие размеры для конкретного свариваемого крепежа, а условия сварки должны находиться в пределах нормального рабочего диапазона аппарата. Рама сварочного аппарата и электродный узел должны быть жесткими, чтобы предотвратить изгиб и смещение под нагрузкой. Убедитесь, что усилие электрода способно плотно прижать каждый выступ к штамповке в начальный период сварки, так как это предотвращает вытекание металла до того, как детали соединятся.
Обслуживание и выравнивание электродов также имеет большое значение. Поверхности электродов должны быть плоскими, хорошо выровненными и очищенными от масла, грязи или пленки. Верхние электроды должны находиться на одной осевой линии. Использование электродов из медного сплава класса 2 или более твердых вольфрамо-медных вставок поможет минимизировать износ электродов. Сварочный штифт нижнего электрода должен быть изготовлен из материала с хорошей изоляцией, например керамики, и должен быть подпружинен или поджат воздухом для охлаждения шва и удаления сварочных брызг.
Конструкция самой приварной гайки может существенно помочь в выравнивании. Самоцентрирующиеся приварные гайки, оснащенные выравнивающим буртиком, предотвращают попадание брызг сварки в зону резьбы и самоцентрируются в отверстиях стандартных размеров. Различные конструкции, такие как гайки для приварки с выступом или шестигранные гайки с тремя выступами, обеспечивают несколько выступов, которые помогают получить прочные и надежные сварные швы.
Подготовка и установка одинаково важны. Необходимо точно просверлить отверстия в металлической детали в соответствии с размерами приварной гайки. Использование болта, выточенного под диаметр стержня, поможет разместить гайку в отверстии и обеспечить концентрическое выравнивание. Чистота электродов, листового материала и накидных гаек крайне важна; перед установкой все компоненты должны быть очищены от жира, ржавчины, заусенцев и других загрязнений.
Во время сварки важно следовать предписанным шагам, учитывая тип гайки или шпильки, размер и расположение выступов, а также толщину и марку материала штампованной детали. Ключевое значение имеет определение оптимального графика сварки, включая усилие электрода, время сварки и сварочный ток. Проведение разрушающих испытаний, таких как испытания на отжатие или отслаивание, позволяет убедиться, что минимальный заданный крутящий момент достигается при выбранных параметрах.
Наконец, очень важно устранять общие неполадки, которые могут повлиять на выравнивание и качество сварки. Такие проблемы, как высокое усилие электрода, низкий уровень тока, загрязненные панели или гайки, нецентрированные гайки, непостоянная регулировка давления и неправильное время сварки, должны быть выявлены и оперативно устранены.
Соблюдая эти рекомендации, изготовители могут свести к минимуму количество ошибок, обеспечивая успешную и надежную установку приварных гаек.
С какими проблемами обычно сталкиваются при установке приварных гаек и как их решить?
При установке приварных гаек может возникнуть несколько распространенных проблем, каждая из которых имеет конкретные решения для обеспечения успешной и надежной сварки.
Одной из распространенных проблем являются брызги при сварке и деформация резьбы. Чтобы избежать их, убедитесь, что поверхности электродов плоские, хорошо выровнены и очищены от масла, грязи или пленки. Использование штифта с воздушной опорой в нижнем электроде поможет охладить сварной шов и вывести брызги, предотвращая их прилипание к направляющему штифту и минимизируя износ крышки электрода.
Холодные сварные швы - еще одна частая проблема, возникающая при неправильной настройке условий сварки. Убедитесь, что сварочный аппарат правильно подобран для свариваемого крепежа, а требуемые условия сварки находятся в пределах нормального рабочего диапазона аппарата. Усилие электрода должно плотно прижимать каждый выступ к штамповке в начальный период времени сварки и обладать хорошими характеристиками последующей обработки, когда выступы разрушаются в процессе сварки.
Перекос отверстий можно предотвратить, убедившись, что верхний электрод точно удерживает выступы крепежа на штампованной металлической детали. Рама сварочного аппарата и электродный узел должны быть жесткими, чтобы избежать изгиба и смещения под нагрузкой.
При работе с высокопрочными термообработанными болтами и гайками могут возникнуть проблемы с термообработкой, поскольку быстрый нагрев и охлаждение при прихваточной сварке могут вызвать растрескивание или изменить свойства материала. Чтобы избежать этого, используйте гайки, которые не подвергаются термообработке, например гайки A307 или A563 класса A. В качестве альтернативы можно использовать такие материалы, как пруток A36 или другие предварительно квалифицированные материалы, пригодные для сварки.
Плохой провар, особенно при точечной сварке гаек, может привести к тому, что гайки со временем разболтаются. Обеспечьте надлежащий провар, отрегулировав параметры сварки и используя правильное усилие электрода. При наличии некачественных сварных швов ремонт или замена приварных гаек может включать сверление новых отверстий и использование гаечного ключа и гайки с обратной стороны, хотя это менее желательно из-за возможности повреждения рамы.
Соблюдая правила установки, выбирая подходящие материалы, используя правильную технику сварки, проводя регулярные проверки после сварки и будучи готовыми к ремонту и замене в случае необходимости, производители могут уменьшить распространенные проблемы, связанные с установкой приварных гаек, обеспечивая надежные и качественные сварные швы.
Чем гайки Rivnuts и Plus Nuts отличаются от традиционных приварных гаек?
При сравнении гаек Rivnuts и Plus Nuts с традиционными приварными гайками необходимо учитывать несколько ключевых факторов, включая способ установки, пригодность для применения, прочность и простоту использования.
Способ установки: Приварные гайки привариваются к другому металлическому элементу с помощью сварочного аппарата. Этот процесс требует специального оборудования и обеспечивает прочное, неразъемное соединение. Однако процесс сварки означает, что приварные гайки обычно не имеют покрытия и могут потребовать последующей гальванизации или покраски для защиты от коррозии.
Заклепочные гайки (также известные как глухие заклепки) устанавливаются с помощью ручного или пневматического инструмента и могут быть закреплены только с одной стороны. Это делает их особенно полезными в тех случаях, когда доступ к обеим сторонам материала невозможен. Заклепки вставляются и при затягивании крепежа выпирают с обратной стороны, фиксируя узел на месте.
Гайки Plus Nuts, хотя и не имеют четкого описания, в целом функционируют так же, как и гайки Rivnuts, но могут иметь специфические конструктивные отличия. Общий принцип заключается в том, что гайки вставляются, а затем фиксируются за счет механического воздействия (например, выпучивания).
Пригодность для применения: Приварные гайки идеально подходят для применения в условиях, требующих максимально прочного соединения, особенно в тонком листовом металле или там, где важна высокая прочность и долговечность. Они часто используются в тяжелых и ответственных условиях, где целостность крепления имеет первостепенное значение.
Заклепочники универсальны и подходят для широкого спектра материалов, включая листовой металл, слоистые материалы и хрупкие основания, где обычное нарезание отверстий не представляется возможным. Они особенно полезны в тех случаях, когда доступ к обеим сторонам материала ограничен.
Прочность и долговечность: Приварные гайки обеспечивают самое прочное соединение среди трех вариантов благодаря процессу сварки, который сплавляет гайку с металлом. Это делает их пригодными для применения в условиях высоких нагрузок и напряжений.
Заклепочные гайки, несмотря на свою прочность, обычно не могут сравниться по прочности с гайками под приварку. Однако они обеспечивают надежное и безопасное крепление, особенно в тех случаях, когда сварка невозможна или нецелесообразна.
Простота использования и стоимость: Приварные гайки требуют специализированного сварочного оборудования и могут быть более трудоемкими в установке. Это увеличивает стоимость и сложность процесса установки. Кроме того, приварные гайки обычно необходимо покрывать или красить после установки для защиты от коррозии.
Заклепки легче устанавливать с помощью ручного или пневматического инструмента, который стоит относительно дешевле сварочного оборудования. Это делает гайки Rivnuts более доступным и экономически эффективным вариантом для многих областей применения.
Резюме: Приварные гайки обеспечивают самое прочное соединение и подходят для применения в условиях высоких нагрузок, но требуют специализированного оборудования и более трудоемки и дорогостоящи в установке. Заклепочные гайки, напротив, проще в установке, подходят для различных материалов и сценариев с ограниченным доступом, а также являются более экономичным и универсальным решением, хотя они и не соответствуют по прочности приварным гайкам. Выбирая между этими вариантами, учитывайте специфические потребности вашего применения, включая требуемую прочность, простоту установки и используемые материалы.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Вы когда-нибудь задумывались, почему одни стальные конструкции выдерживают испытание временем, а другие - нет? Эта статья исследует мир болтовых и сварных соединений в стальных конструкциях, подчеркивая...
Задумывались ли вы когда-нибудь о невоспетых героях, скрепляющих наши машины? В этой статье мы исследуем увлекательный мир механических соединений, от скромной заклепки до могучей сварки.....
Представьте, что вы превращаете повседневные пластиковые изделия в прочные и высокопрочные компоненты, просто вставляя в них крошечные медные гайки. Эта статья в блоге исследует увлекательный мир медных гаек горячего плавления, раскрывая их...
Почему в самолетах используются заклепки, а не сварка? Ответ кроется в уникальных задачах аэрокосмической техники. Заклепки обеспечивают большую стабильность и надежность, что очень важно для тонких, легких материалов...
Вы когда-нибудь задумывались о том, как выбрать идеальный водяной насос? В этой статье мы окунемся в мир производителей насосов и рассмотрим ключевые факторы, которые...
Как выбрать между расходомером с отверстиями и клиновым расходомером? Оба прибора служат для измерения расхода, но у них есть свои преимущества и недостатки. Расходомеры с отверстиями известны своими...
1. Шлифование Основная цель шлифования сварных соединений из нержавеющей стали заключается в устранении следов сварки и достижении шероховатости поверхности R10um на заготовке для подготовки к нанесению яркого погружения.....
Вы когда-нибудь сталкивались с проблемой создания идеальной резьбы в заготовках? В этой статье раскрываются секреты нарезания резьбы - важнейшего процесса в механической обработке. Узнайте, как повысить производительность метчика, выбрать правильный...
Задумывались ли вы когда-нибудь, насколько важны механические уплотнения для предотвращения утечек и обеспечения бесперебойной работы оборудования? В этой статье блога мы погрузимся в мир механических...