Оптимизация автоматизации сварки: Робототехника и выбор оборудования
Вам интересно узнать, как автоматизация сварки меняет современное производство? Эта статья посвящена выбору подходящих роботов и оборудования для сварочных проектов, в ней рассматриваются такие важные аспекты, как модели роботов, оснастка и компоновка. Понимая эти аспекты, вы узнаете, как повысить производительность, обеспечить высокое качество сварных швов и оптимизировать весь процесс сварки. Погрузитесь в книгу, чтобы узнать, как интеллектуальное производство совершает революцию в отрасли и какие шаги вы можете предпринять для внедрения эффективных решений по автоматизации на своих предприятиях.
Интеллектуальное производство прочно вошло в производственную индустрию, а автоматическое производство стало эффективным способом для компаний усилить свое влияние, расширить масштаб продукции и завоевать рынок.
Проект автоматической рабочей станции прошел путь от традиционного штабелирования, сварки и обработки до сбора данных и интеллектуального производства и разрабатывался поэтапно.
В этом посте представлен анализ и объяснение трех аспектов проекта автоматизации сварочных работ, которые включают предварительный дизайн, описание приспособлений, планировку участка и ритмичность.
Выбор сварочного робота
Для успешной реализации проекта по автоматической сварке с помощью робота очень важно иметь полное представление о выбранной модели робота и ее характеристиках. Необходимо учитывать наличие особых правил и требований к информации о материале изделия, состоянию входящего материала, требованиям к процессу и требованиям к проверке.
Кроме того, необходимо понимать функции оборудования, информацию о технических параметрах и условия применения, чтобы создать комплексную схему планирования. Как правило, используется 6-осевой робот, а в качестве внешней оси приспособления используется 7-осевая или многоосевая, специально разработанная для производства роботов.
На основе процесс сварки требования (MIG, MAG, TIG, SUP, CO2, и т.д.), параметры размеров (такие как длина плеча и грузоподъемность), и состояние конструкции, необходимо выбрать соответствующую модель оборудования.
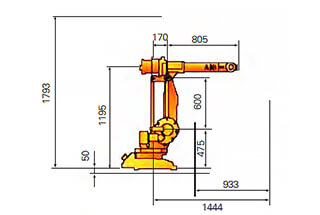
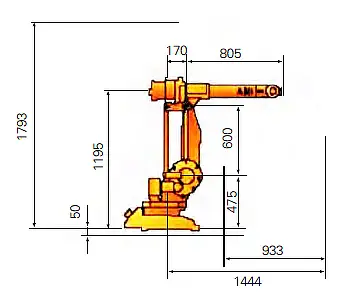
Для сварки нижней балки лифта используется Сварка MAG Для этого процесса был выбран робот ABB 1410-5/1.44.
Информация о конкретных параметрах приведена в таблице 1.
Таблица 1 Информация о сварочных изделиях (единицы измерения: мм)
Описание товара
Информация о продукте
Длина сварного шва
Размер сварного шва
длина
высота
ширина
Нижняя балка
1400
276
431
954
a2.5
122
276
431
1100
276
431
Очень важно выбрать подходящую модель робота, основываясь на конкретных параметрах и информации о процессе. Для изделий с максимальным размером 1400 мм была выбрана модель робота ABB 1410-5/1.44, которая может покрыть весь необходимый диапазон размеров.
Кроме того, необходимо учитывать, находится ли точность повторного позиционирования робота в пределах контрольного диапазона. Это связано с тем, что повторяемость работы робота определяет стабильность процесса сварки. Высокая точность повторного позиционирования не только отражает точность робота, но и гарантирует, что качество сварки соответствует требуемым стандартам. Низкая точность повторного позиционирования может привести к выпуску некачественной продукции, что приведет к убыткам для предприятия.
Схема траектории и информация о параметрах робота показаны на рисунке 1.
Описание проекта
Информация о параметрах манипулятора
Вес, удерживаемый на запястье
5 кг
Максимальный радиус пролета рычага
1440 мм
Количество осей
6 ось
Точность повторного позиционирования
025 мм (комплексное среднее значение для нескольких роботов)
Версия для роботов
Стандартное издание
Уровень защиты
IP54
Осевое движение
Ось
Диапазон движения
Максимальная скорость
1
+170° ~ -170°
120°/s
2
+70° ~ -70°
120°/s
3
+170° ~ -65°
120°/s
4
+150° ~ -150°
280°/s
5
+115° ~ -115°
280°/s
6
+300° ~ -300°
280°/s
Электропитание: 200 ~ 600 В, 50/60 Гц
Размер робота
Основание:620мм×450мм
Вес робота
225 кг
температура окружающей среды
-5℃-45℃
Максимальная влажность
95%
Максимальный уровень шума
70 дБ(A)
Рисунок 1 Информация о параметрах траектории движения робота
При первоначальном выборе модели робота необходимо учитывать ограничения по расположению и происхождению. Чтобы обеспечить доступность для сварки и избежать снижения эффективности работы, необходимо ознакомиться с таблицей описания функций и схемой траектории движения робота.
В настоящее время моделирование и тестирование производства может осуществляться с помощью программного обеспечения для обучения роботов. Это позволяет оценить и подтвердить диапазон сварки робота, площадь изделия и расположение позиций на ранних стадиях проекта. Заранее выявив и устранив все потенциальные проблемы, связанные с производством роботов, мы можем оптимизировать производственный процесс.
Описание внешнего оборудования
На ранних этапах моделирования и тестирования часто не хватает оценки внешнего оборудования, такого как оснастка, внешняя ось и стол скольжения. Это может привести к излишним затратам энергии на преобразование этих компонентов, увеличению цикла проекта и убыткам для предприятия.
Поэтому очень важно заранее оценить внешнее оборудование, такое как оснастка, внешняя ось и подвижный стол.
Сварочный инструмент
Сварочная оснастка играет решающую роль в общем ходе реализации проекта.
Проектирование оснастки - это предмет, требующий накопления опыта, механических и электрических знаний, а также глубокого понимания продукции. Наша цель - дать возможность разобраться с проектированием сварочной оснастки.
В целом роботы подходят для стандартных изделий с низкой повторяемостью при крупносерийном производстве. Поэтому последовательность в проектировании сварочной оснастки, в том числе последовательность точности повторного позиционирования робота, зажим последовательность, точность позиционирования, жесткость и требования к позиционированию имеют решающее значение.
Необходимо обеспечить точность позиционирования сварочного изделия в оснастке, а также контролировать сварочное напряжение и деформацию после сварки, что требует соответствующей жесткости.
Большинство сварочных инструментов размещаются с помощью пневматических, гидравлических, электрических или ручных опорных пневматических конструкций. С развитием технологий можно также рассмотреть возможность использования магнитной фиксации, но она должна применяться только для специальных инструментов без магнитного обдува и выбираться в зависимости от реальной ситуации.
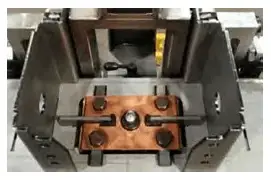
Кроме того, красная медь и сплавы часто используются для изготовления специальных прокладок (см. рис. 2 и рис. 3) для улучшения теплоотдачи и жесткости изделий.
Рис. 2 Модуль для специальных материалов
Рис. 3 Модуль из медного материала
Внешний позиционер вала
Позиционер используется в качестве внешней оси робота. Его точность позиционирования, оборота и точность вращения напрямую влияют на точность повторного позиционирования и качество сварки робота, что, в свою очередь, сказывается на качестве конечного продукта.
На этапе предварительного проектирования позиционера со сварочной оснасткой необходимо учитывать нагрузку, включая вес оснастки и свариваемого изделия. Чтобы избежать ситуаций с избыточным весом, необходимо выбирать редукторы, шестерни и кольцевые передачи с малым люфтом и высокой точностью вращения. Это помогает уменьшить инерцию вращения позиционера, что позволяет быстрее реагировать на ускорение и замедление, в конечном итоге повышая требования к точности.
В таблице 2 представлена информация о параметрах позиционера.
Сварочная система должна включать в себя следующие компоненты в соответствии с требованиями сварочного проекта: сварочная мощность источник питания, устройство подачи проволоки, сварочный пистолет, система охлаждения (некоторые из них интегрированы в источник питания), система очистки пистолета, система резки проволоки и система защиты от столкновений.
При наличии особых требований для повышения качества и эффективности сварки могут быть рассмотрены дополнительные вспомогательные системы оборудования. Они могут включать в себя контроль положения лазера, визуальное слежение, калибровку ПТС и другие подобные системы.
Анализ проблем, существующих в проекте
Каждый проект автоматизации может столкнуться с проблемами и трудностями. В этом посте мы выделили некоторые из наиболее распространенных проблем, возникающих в ходе рутинного процесса, и объяснили их.
Сварочный инструмент - ручной
Ручная оснастка - распространенный способ производства, используемый на некоторых предприятиях для сварки. Однако с точки зрения производства гибкость людей выше, чем у роботов, а человеческий мозг лучше управляет процессом, чем роботы.
Во время сварки сварщики могут в любой момент скорректировать процесс, наблюдая за сварочной ванной и траекторией движения сварочной горелки. В отличие от этого, роботы следуют заранее заданной программе сварки, что может привести к простому копированию ручных инструментов и создает проблемы с настройкой и отслеживанием.
Кроме того, поскольку роботы используются для массового производства, существует риск появления большого количества некачественных и переделанных изделий, что может привести к несоответствию эффективности производства.
Хотя идея оснастки может быть почерпнута из ручной оснастки, необходимо учитывать прочность и повторяемость с точки зрения производственных потребностей. Этого можно добиться с помощью специального технологического процесса или изменения конструкции оснастки в соответствии с требованиями роботов.
Недостаточный доступ к сварному шву
Как уже говорилось ранее, неполная идентификация и задержка с проектированием оснастки до оценки проекта привели к трудностям с выполнением некоторых сварных швов в процессе сварки. Кроме того, некоторые положения сварки были неподходящими, например, необходимость перехода от сварки в корабельном положении к сварке вертикально вниз, что привело к плохая сварка качество продукции.
Чтобы решить эти проблемы, необходимо проводить моделирование перед сваркой и хорошо понимать инструкции к роботам.
Выбор процесса роботизированной сварки
Процесс роботизированной сварки, включая параметры и последовательность сварки, отличается от ручной сварки. Выходные параметры робота, как правило, стабильны.
Копирование руководства параметры сварки и процессов для робота может оказаться неприемлемым, так как это может привести к увеличению сварочной деформации. Поэтому крайне важно пересмотреть процесс сварки, исходя из проектных соображений, учитывая особенности производства роботов.
Управление сварочным сырьем
Робот очень чувствителен к изменениям в исходных материалах. Таким образом, при использовании роботизированной сварки необходимо контролировать сварочное сырье.
Поэтому предприятиям и руководителям проектов важно понимать, что роботы способны не только заменить ручной труд на производстве.
Conclusion
Роботы широко используются в различных отраслях промышленности, и сварочные роботы - одна из них. Сварочные роботы имеют свои уникальные характеристики по сравнению с другими типами роботов.
Чтобы повысить эффективность и качество продукции компании и снизить трудоемкость за счет использования роботизированных рабочих мест, необходимо уделить внимание управлению сырьем, выбору оборудования, подтверждению технологического процесса, обучению персонала и другим аспектам.
Однако с точки зрения предприятия подготовка и производство решений по автоматизации - это не одномоментный процесс. Его влияние и значение не ограничиваются заменой людей машинами, но и включают в себя модернизацию всей отрасли. Для этого необходимо инвестировать в технологии и опыт и возвращать их качеством и рыночной стоимостью.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Для получения безупречного сварного шва требуется не только мастерство, но и владение взаимодействием между напряжением и током. Эти два параметра являются жизненной силой сварки, диктуя все от...
Вы когда-нибудь задумывались, почему сварные конструкции иногда выходят из строя, несмотря на их прочный внешний вид? В этой статье мы рассмотрим скрытые проблемы сварки и узнаем, как неравномерный нагрев и охлаждение могут привести к...
Вы когда-нибудь задумывались о том, как небоскребы становятся высокими, а автомобили остаются сваренными вместе? Этот блог раскрывает магию, лежащую в основе электросварочных аппаратов. Узнайте о таких ведущих производителях, как Lincoln Electric и Miller Welds,...
Вы когда-нибудь задумывались, какие бренды сварочного оборудования занимают лидирующие позиции в отрасли? В этой статье рассматриваются десять ведущих производителей сварочных аппаратов, подчеркиваются их инновации, глобальное присутствие и уникальные преимущества.....
Вы когда-нибудь задумывались о том, как точно рассчитать расход сварочных прутков? В этой статье блога мы рассмотрим методы и формулы, используемые экспертами отрасли для оценки расхода сварочных...
Вы когда-нибудь задумывались, как усовершенствовать технику сварки TIG? Выбор правильных параметров имеет решающее значение для получения прочных и чистых сварных швов. В этой статье мы рассмотрим основные моменты: выбор...
Почему сварка высокоуглеродистой стали представляет собой такую проблему? В этой статье рассматриваются уникальные трудности, связанные с этим материалом, такие как его склонность к образованию хрупкого мартенсита, что приводит к...
Представьте себе, что вы пытаетесь сварить материал, настолько прочный, что он не поддается износу, но при этом настолько хитрый, что неправильная техника может привести к катастрофическому разрушению. Именно с такой задачей сталкиваются...
Почему низкоуглеродистая сталь сваривается легко, а высокоуглеродистая - с трудом? В этой статье рассматривается свариваемость различных типов углеродистой стали, подчеркивается, как разное содержание углерода влияет на...