Сварные конструкции, несмотря на широкое применение в промышленности, часто сопряжены с трудностями, связанными в первую очередь со сварными соединениями. Эти проблемы можно разделить на несколько ключевых областей:
1. Остаточные напряжения и деформации:
Процесс сварки вызывает локальный интенсивный нагрев с последующим быстрым охлаждением, что приводит к неравномерному тепловому расширению и сжатию. Такая термическая цикличность приводит к остаточным напряжениям и искажениям в сварной конструкции. Эти проблемы не только нарушают точность размеров и эстетическое качество, но и усложняют послесварочные операции. В тяжелых случаях общая структурная целостность и несущая способность могут быть значительно нарушены.
2. Микроструктурные изменения:
Сварные соединения в процессе формирования проходят три различные фазы: плавление, затвердевание и формирование зоны термического влияния (ЗТВ). Каждая фаза изменяет микроструктуру материала, потенциально изменяя его механические свойства, коррозионную стойкость и усталостное поведение. В частности, HAZ может заметно отличаться по своим характеристикам от основного металла и металла шва.
3. Существенные изменения имущества:
Сварка может значительно изменить свойства основного материала. Эти изменения могут включать в себя модификацию прочности, пластичности, вязкости и твердости. В некоторых сплавах может происходить закалка под действием осадков или рост зерен, в то время как в других может наблюдаться размягчение из-за чрезмерного старения. Понимание и смягчение этих металлургических изменений имеет решающее значение для сохранения требуемых свойств материала в сварной конструкции.
4. Концентрация напряжений и режимы разрушения:
Сварочное напряжение, особенно остаточное, является существенным фактором, вызывающим различные механизмы разрушения:
- Хрупкое разрушение: Особенно в высокопрочных сталях или при низких температурах
- Усталостное разрушение: Ускоренное зарождение и распространение трещин при циклическом нагружении
- Коррозионное растрескивание под напряжением: Повышенная восприимчивость в коррозионных средах
- Смятие и нестабильность: Особенно в тонкостенных конструкциях или компонентах, подвергающихся сжатию
5. Неточности в размерах:
Сварочные искажения проявляются в виде изменения формы и размеров сварной конструкции. Это может привести к:
- Несоответствие сопрягаемых компонентов
- Сложности при сборке и монтаже
- Снижение эффективности конструкции за счет возникающих эксцентриситетов
- Несоблюдение установленных допусков и требований к конструкции
Эти искажения могут существенно повлиять на качество изготовления, функциональные характеристики и срок службы сварной конструкции. Для минимизации этих негативных последствий часто требуются такие стратегии, как правильная конструкция шва, контролируемая подача тепла, последовательность сварных швов и послесварочная обработка.
Возникновение сварочных напряжений и деформаций
1. Базовые знания о сварочных напряжениях и деформациях
1. Искажение
Искажение при сварке - это непреднамеренное изменение формы и размеров заготовки, возникающее в результате неравномерных циклов нагрева и охлаждения, присущих процессу сварки. Это явление возникает из-за локального теплового расширения и сжатия материала, а также фазовых превращений в зоне термического влияния (ЗТВ).
2. Стресс
Напряжение определяется как внутренняя сила на единицу площади, действующая в материале в ответ на внешние нагрузки или другие факторы, такие как тепловые градиенты. При сварке напряжение проявляется в виде:
- Тепловой стресс: Вызывается перепадами температур при нагревании и охлаждении
- Остаточное напряжение: Сохраняется в материале после снятия всех внешних нагрузок
- Механическое напряжение: Вызванное внешними силами или ограничениями в процессе сварки
3. Сварочные напряжения и сварочные деформации
Под сварочными напряжениями понимается сложная система внутренних напряжений, возникающих в сварном изделии во время и после процесса сварки. Эти напряжения возникают из-за:
- Неравномерные циклы нагрева и охлаждения
- Фазовые превращения материалов
- Ограничение теплового расширения и сжатия
Сварочное искажение - это измеряемое изменение геометрии и размеров сварного соединения, вызванное совокупным воздействием сварочных напряжений. К распространенным типам сварочных искажений относятся:
- Продольная усадка
- Поперечная усадка
- Угловое искажение
- Поклон или блюдо
Понимание взаимосвязи между сварочным напряжением и деформацией имеет решающее значение для реализации эффективных стратегий по снижению напряжений при проектировании и изготовлении сварочных материалов.
2. Причины возникновения сварочных напряжений и деформаций
1. Неравномерный нагрев сварных швов
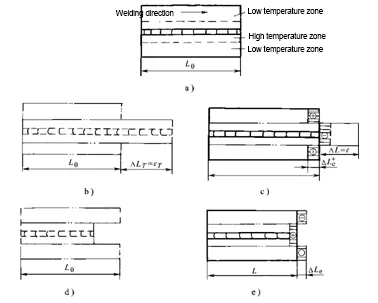
(1) Напряжение и деформация, вызванные центральным нагревом длинной полосы (аналогично наплавке)
Напряжение и деформация центра стальной полосы при нагреве и охлаждении
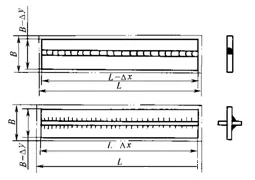
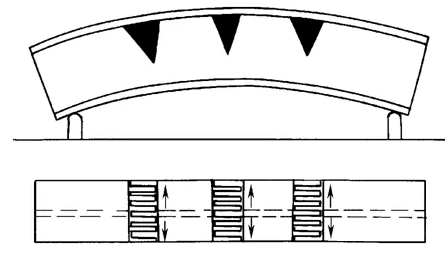
(2) Напряжения и деформации, вызванные нагревом с одной стороны длинной полосы (эквивалентно наплавке краев пластины)
Напряжение и деформация при нагревании и охлаждении с одной стороны стальная пластина край
2. Усадка сварного металла
3. Изменение структуры металла
4. Жесткость и устойчивость сварного соединения
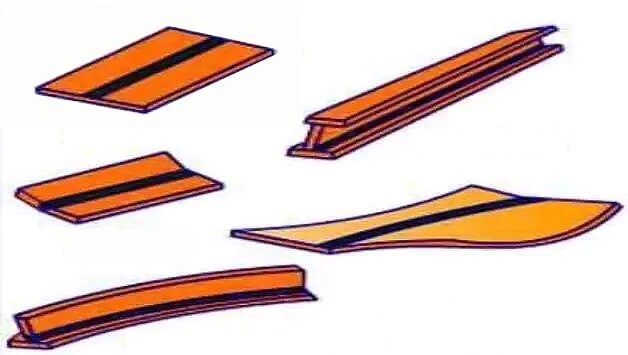
Сварочные искажения
1. Виды сварочных искажений и факторы, влияющие на них
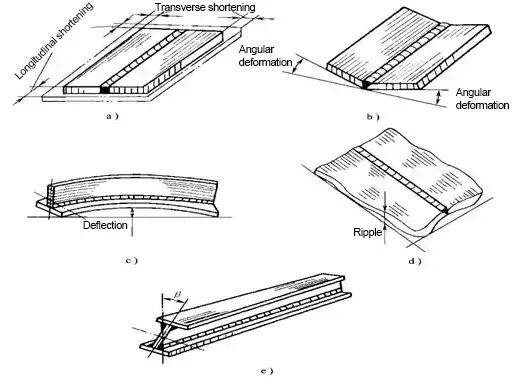
Сварочные искажения можно разделить на пять основных форм: усадочные искажения, угловые искажения, искажения при изгибе, волновые искажения и деформационные искажения.
Основные формы сварочных искажений
1). Усадка искажение
Явление, при котором размер сварного шва становится меньше, чем до сварки, называется усадочной деформацией.
Продольная и поперечная усадочная деформация
(1) Продольная усадочная деформация
(2) Поперечная усадочная деформация
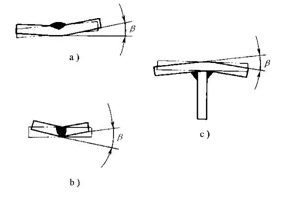
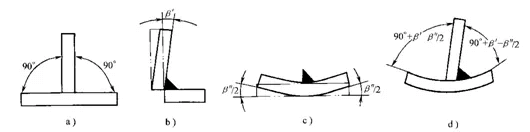
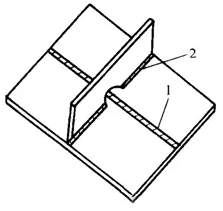
2). Угловой искажение
Основной причиной угловых искажений является неравномерное распределение поперечной усадки по толщине листа.
Угловое искривление нескольких суставов
Угловое искажение Т-образного шарнира
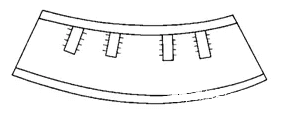
3). Изгиб искажение
Деформация при изгибе возникает из-за несовпадения или несимметричности центральной линии сварного шва и нейтральной оси сечения конструкции, а также из-за неравномерного распределения усадки сварного шва по ширине сварного соединения.
(1) Деформация при изгибе, вызванная продольной усадкой
Деформация при изгибе, вызванная продольной усадкой сварного шва
(2) Деформация при изгибе, вызванная поперечной усадкой
Деформация при изгибе, вызванная поперечной усадкой сварного шва
4). Волновое искажение
Волновое искажение часто возникает в процессе сварки тонких пластин толщиной менее 6 мм, которое также называют искажением нестабильности.
Волновое искажение, вызванное деформацией сварного шва
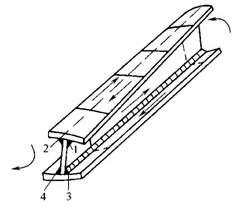
5). Искажение
Основной причиной деформации является неравномерное распределение деформации сварного шва по длине шва.
Искажение Двутавровая балка
2. Меры по контролю сварочных искажений
1). Конструктивные меры
(1) Выберите разумную форму и размер сварного шва
1) Выберите наименьший размер сварного шва.
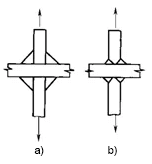
Крестообразное соединение с одинаковой несущей способностью
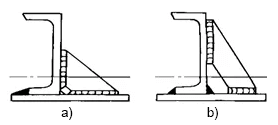
2) Выберите разумную форму паза.
Паз Т-образного соединения
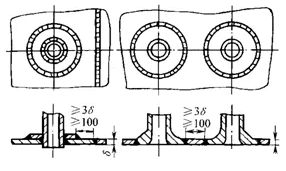
(2) Сократите количество сварных швов
Профили и штампованные детали являются предпочтительными вариантами, когда это возможно. Для конструкций с большим количеством и плотностью сварных швов можно использовать литые конструкции сварных швов, чтобы уменьшить их количество. Кроме того, увеличение толщины стенового листа для уменьшения количества ребер или использование профилированных конструкций вместо ребер может помочь предотвратить деформацию тонколистовых конструкций.
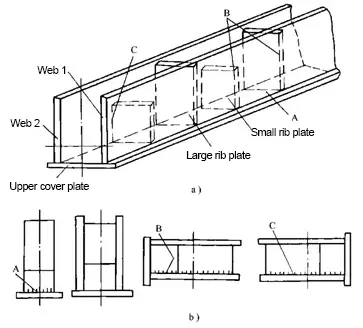
(3) Разумное расположение места сварки
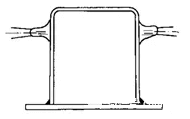
Балки, колонны и другие сварные элементы часто имеют изгибные деформации из-за эксцентричной конфигурации сварного шва.
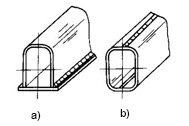
Расположение сварных швов в коробчатой конструкции
Разумное расположение сварного шва для предотвращения деформации
2). Процессуальные меры
(1) Метод резервирования
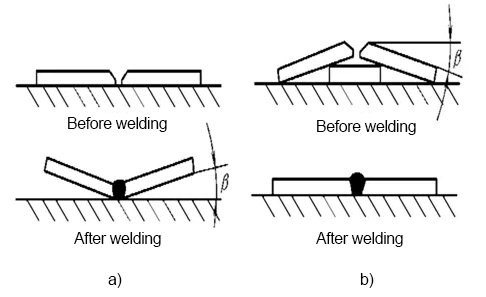
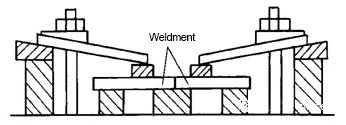
(2) Метод обратного искажения
Метод обратного искажения для плоской пластины стыковая сварка
(3) Метод жесткой фиксации
1) Закрепите сварную конструкцию на жесткой платформе.
Жесткая фиксация при сращивании тонких пластин
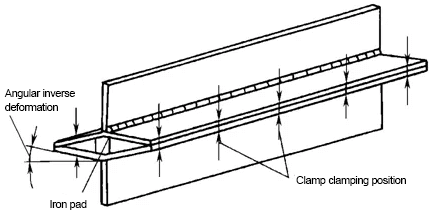
2) Сварной элемент объединяется в более жесткую или симметричную конструкцию.
Жесткая фиксация и предотвращение деформации тавровой балки
3) Сварочное приспособление используется для повышения жесткости и устойчивости конструкции.
Жесткая фиксация при соединении встык
4) Используйте временные опоры для усиления жесткости конструкции.
Временная опора при сварке в защитном экране
(4) Выберите разумную последовательность сборки и сварки.
Последовательность сварки при сборке оказывает большое влияние на деформацию сварная конструкция.
(1) Если позволяют условия, большие и сложные сварные конструкции должны быть разделены на несколько частей с простыми конструкциями, сварены отдельно, а затем собраны в единое целое.
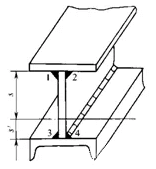
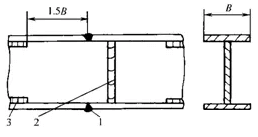
(2) Сварной шов при сварке должен быть максимально приближен к нейтральной оси структурной секции.
Сборка и сварка главной балки
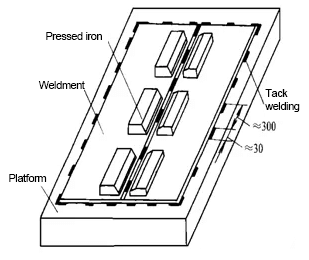
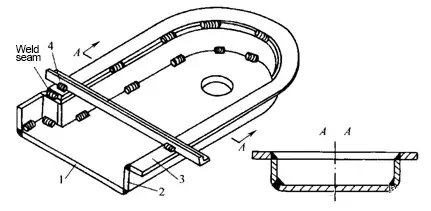
3) Для конструкции с асимметричным расположением сварных швов, сторона с малым количеством сварных швов должна быть сварена первой при монтажной сварке.
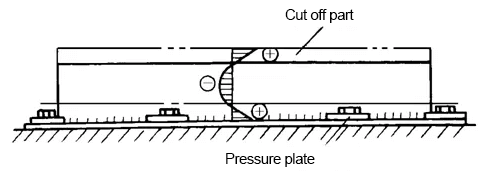
Последовательность сварки верхнего штампа пресса
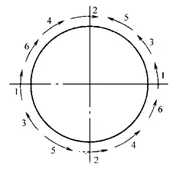
4) Конструкция с симметричным расположением сварных швов должна свариваться симметрично четными сварщиками.
Последовательность сварки цилиндрического стыкового шва
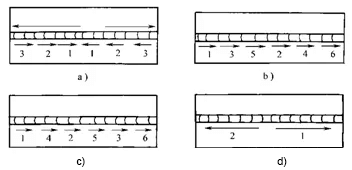
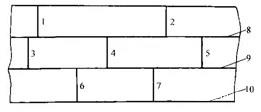
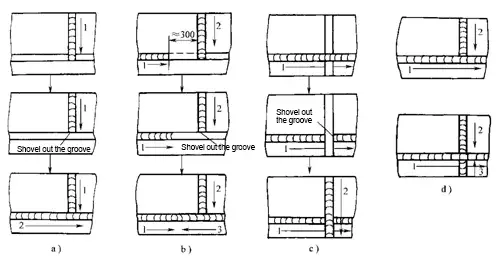
5) При сварке длинных швов (более 1 м) для уменьшения усадочных деформаций после сварки можно использовать направление и последовательность, показанные на рисунке ниже.
(5) Разумно выбирать методы сварки и параметры процесса сварки
Сварка асимметричных секционных конструкций
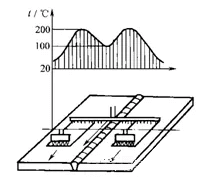
(6) Метод теплового баланса
Используйте метод теплового баланса для предотвращения сварочных деформаций
(7) Метод рассеивания тепла
3. Метод исправления сварочных искажений
1). Ручная коррекция
2). Метод механической коррекции
Исправление изгибной деформации балки методом механической коррекции
3). Метод коррекции нагрева пламени
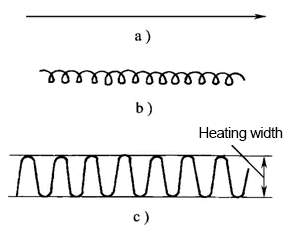
Способы нагрева пламени включают точечный, линейный и треугольный нагрев.
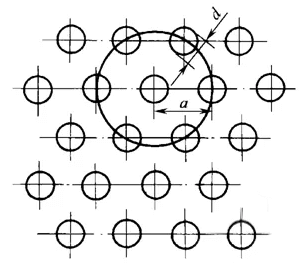
(1) Точечный нагрев
(2) Линейный нагрев
(3) Треугольное отопление
Пламенная коррекция изгибной деформации двутавровой балки
Исправление сварочных искажений с помощью нагрева пламенем зависит от следующих трех факторов:
(1) Режим обогрева
(2) Положение нагрева
(3) Температура нагрева и площадь зоны нагрева
Остаточные напряжения при сварке
1. Классификация остаточных напряжений при сварке
1). В соответствии с причинами стресса
(1) Тепловой стресс
Термические напряжения возникают из-за неравномерного распределения температуры в процессе сварки. Поскольку металл шва и окружающий его основной материал нагреваются и остывают с разной скоростью, происходит локальное расширение и сжатие, что приводит к возникновению напряжений.
(2) Трансформационный стресс
Трансформационное напряжение, также известное как напряжение фазового превращения, возникает в результате объемных изменений, связанных с микроструктурными изменениями в материале во время циклов нагрева и охлаждения. Это особенно важно для сталей, подвергающихся мартенситному или бейнитному превращению.
(3) Напряжение пластической деформации
Пластическая деформация развивается, когда материал испытывает локальное растяжение из-за тепловых градиентов и ограничений во время сварки. Эта неоднородная пластическая деформация способствует возникновению остаточного напряжения после охлаждения.
2). По времени существования стресса
(1) Переходное напряжение при сварке
Переходные напряжения при сварке, также называемые мгновенными напряжениями, возникают во время самого процесса сварки. Это динамическое напряженное состояние, которое быстро изменяется по мере перемещения источника тепла вдоль траектории сварки, вызывая непрерывные изменения в распределении температуры и свойствах материала.
(2) Остаточные напряжения при сварке
Сварочное остаточное напряжение - это статическое напряжение, которое остается в сварной конструкции после ее полного остывания до температуры окружающей среды и снятия всех внешних нагрузок. Это напряжение может существенно повлиять на механическое поведение и срок службы сварных компонентов.
2. Распределение сварочных остаточных напряжений
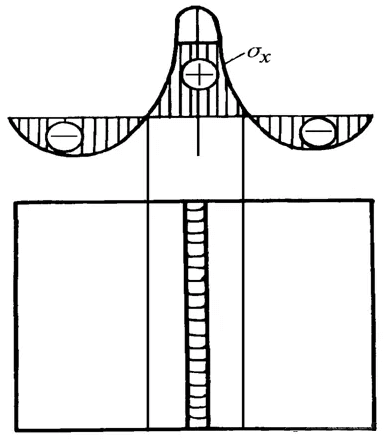
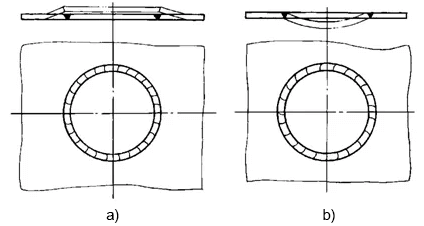
1). Распределение продольных остаточное напряжение σx
Распределение стыкового шва по сечению сварного шва 0х
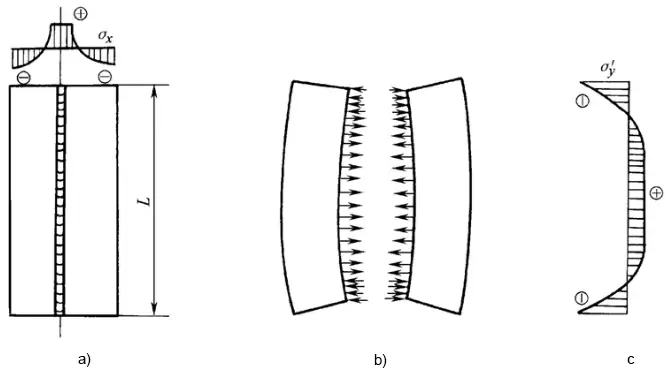
2). Распределение поперечного остаточного напряжения σy
(1) Поперечное напряжение, вызванное продольной усадкой сварки и прилегающей к ней зоны пластической деформации, равно σ'y
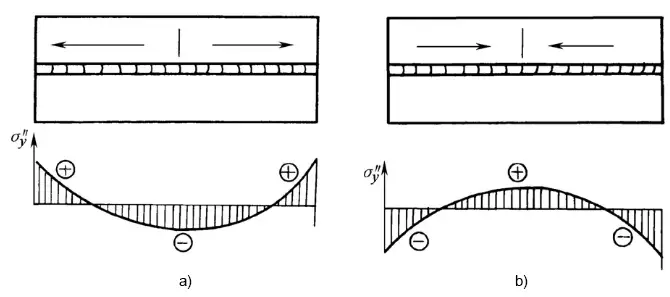
(2) Механическое напряжение, вызванное поперечной усадкой в год σ" y
Распределение σ" Y во время сварки в разных направлениях
3. Влияние остаточных сварочных напряжений на структуру сварки
1). Влияние на прочность конструкции
2). Влияние на точность размеров при обработке сварных швов
Внутренний стресс разрыхление и деформация, вызванные механической обработкой
3). Влияние на устойчивость компрессионных элементов
4. Меры по контролю остаточных напряжений при сварке
1). Конструктивные меры
1) Сведите к минимуму количество и размер сварных швов на конструкции.
2) Избегайте чрезмерной концентрации сварных швов и соблюдайте достаточное расстояние между ними.
Сварка сопла емкости
3) Форма соединения с меньшей жесткостью должна быть принята.
Меры по снижению жесткости суставов
2). Процессуальные меры
1) Примите разумную последовательность и направление сварки при сборке.
① При сварке шва на плоскости необходимо обеспечить относительно свободную продольную и поперечную усадку шва.
Разумная последовательность сборки и сварки швов сращивания
② Сварной шов с наибольшей усадкой должен быть сварен первым.
Последовательность сварки дуплексной балочной конструкции с защитной пластиной
③ Сварной шов с наибольшим напряжением во время работы должен быть сварен первым.
Последовательность сварки стыковой двутавровой балки
④ При сварке плоского поперечного шва легко возникает большое сварочное напряжение в месте пересечения шва.
Последовательность сварки плоских поперечных швов
⑤ Конструкция, в которой имеются стыковые сварные швы и сварные швы пересекаться.
2) Метод предварительного нагрева.
3) Холодная сварка.
4) Уменьшите нагрузку на сварные швы.
Уменьшить локальную жесткость и внутреннее напряжение
Схема метода нагрева "зона снятия напряжения"
5. Метод устранения или снижения остаточных напряжений при сварке
1). Метод термической обработки
(1) Интегральная термическая обработка
(2) Местная термическая обработка
2). Метод механического растяжения
3). Метод растяжения по разности температур
Схема устранения остаточных напряжений методом "температурной разницы при растяжении"
4). Сварка молотком
5). Метод вибрации
6. Определение остаточных напряжений при сварке
1). Механические методы
(1) Метод секционирования
Метод секционирования предполагает аккуратное разрезание сваренного компонента на мелкие части, что позволяет снять и измерить остаточные напряжения. Этот разрушающий метод позволяет получить полный профиль напряжений в сварном шве и зоне термического влияния (HAZ).
(2) Метод сверления отверстий
Этот полуразрушающий метод предполагает сверление небольшого отверстия в сварной зоне и измерение релаксации деформации. Он особенно эффективен для измерения остаточных напряжений вблизи поверхности и позволяет получить данные о распределении напряжений на различной глубине.
2). Неразрушающие физические методы
(1) Магнитные методы
Такие методы, как анализ шума Баркхаузена (BNA) и магнитострикция, используют взаимосвязь между магнитными свойствами материала и его напряженным состоянием. Эти методы особенно подходят для ферромагнитных материалов и позволяют проводить быстрые измерения на месте.
(2) Дифракция рентгеновских лучей (XRD)
XRD использует принцип закона Брэгга для измерения деформаций кристаллической решетки, вызванных остаточными напряжениями. Этот высокоточный метод является неразрушающим и позволяет измерять поверхностные напряжения с отличным пространственным разрешением, что делает его идеальным для сложных геометрий и многопроходных сварных швов.
(3) Ультразвуковые методы
Эти методы используют акустоупругий эффект, когда скорость ультразвуковых волн изменяется в зависимости от напряженного состояния материала. Дифракция во времени (TOFD) и критически преломленные продольные волны (LCR) широко используются для измерения остаточного напряжения через толщину толстых сварных деталей.
(4) Дифракция нейтронов
Дифракция нейтронов, не упомянутая в первоначальном списке, является мощным неразрушающим методом для измерения остаточных напряжений в толстых сварных деталях. Он обеспечивает отличную глубину проникновения и особенно полезен для сложных геометрических форм и многофазных материалов.
Практические советы и инструменты
Техника отопления
Равномерное отопление
Равномерный нагрев всей детали перед сваркой может значительно уменьшить тепловые перепады, вызывающие деформацию. Этого можно добиться с помощью печей или других контролируемых нагревательных механизмов, а для предотвращения дифференциального сжатия также важно обеспечить равномерное охлаждение, подвесив деталь вертикально с хорошим потоком воздуха.
Предварительный нагрев
Предварительный подогрев металла перед сваркой помогает уменьшить разницу температур между зоной сварки и остальной частью заготовки. Это минимизирует резкое расширение и сжатие, тем самым снижая вероятность деформации.
Решения для рабочего холдинга
Зажим
Прочные зажимы могут удерживать детали на месте во время сварки, предотвращая их смещение и сохраняя выравнивание. Важно применять зажимы равномерно, чтобы избежать возникновения неравномерных напряжений. Специализированные зажимы, такие как зажимы для теплоотвода, также помогают управлять распределением тепла.
Приспособления и оснастка
Нестандартные приспособления и оснастка позволяют удерживать детали в точных положениях во время сварки, исключая их смещение и снижая риск деформации. Эти инструменты особенно полезны при выполнении повторяющихся сварочных работ в производственных условиях.
Техника сварки
Сварка швов
При шовной сварке вместо непрерывного шва используется серия коротких швов. Эта техника позволяет уменьшить количество тепла в локализованной области, что помогает предотвратить чрезмерное тепловое расширение и сжатие, особенно в тонких материалах, склонных к деформации.
Сварка встык
Сварка с обратным шагом изменяет направление наложения шва, начиная с конца соединения и двигаясь назад, чтобы сбалансировать тепловые напряжения и уменьшить деформацию. Эта техника эффективна для управления усадочными силами.
Упрочнение
Упрочнение сварного шва молотком растягивает металл и снимает напряжения, что особенно полезно для уменьшения деформации в стыковых и угловых сварных швах. Необходимо соблюдать осторожность, чтобы избежать чрезмерного упрочнения, которое может привести к дефектам поверхности.
Инструмент и оборудование
Зажимы для радиаторов
Зажимы с теплоотводом, такие как Dimide 1/4 Series Clamp, используют алюминиевые губки с охлаждающими ребрами для отвода тепла, уменьшая деформацию и позволяя сварному шву остывать более равномерно.
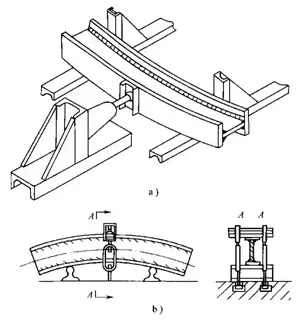
Интегрированные машины для сварки труб на катушках
Оборудование таких компаний, как SEC Industrial, позволяет получать точные сварные швы без искажений благодаря тщательному контролю процесса сварки. Эти машины особенно полезны при выполнении сложных сварных швов в строительстве трубопроводов и других промышленных областях.
Подготовка и планирование
Подгонка деталей
Обеспечение плотного прилегания металлических деталей перед сваркой позволяет минимизировать зазоры и уменьшить расход металла на сварку. Правильная подгонка деталей необходима для сохранения структурной целостности и выравнивания сварного узла.
Очистка и подготовка
Очистка металлических поверхностей перед сваркой улучшает качество сварного шва и снижает риск возникновения искажений и дефектов. Загрязнения могут повлиять на сварочную ванну и привести к неравномерному нагреву и охлаждению.
Продвинутые техники
Снятие теплового напряжения
Контролируемый нагрев и охлаждение сварного шва снижают остаточные напряжения, обеспечивая более равномерное распределение напряжений. Этот процесс включает в себя нагрев сварной детали до повышенной температуры и последующее контролируемое охлаждение.
Использование медных охлаждающих шин
Медные охлаждающие шины вблизи зоны сварки поглощают избыточное тепло, предотвращая перегрев и уменьшая деформацию, благодаря высокой теплопроводности меди.
Применяя эти практические советы и используя правильные инструменты, сварщики могут эффективно управлять искажениями и минимизировать их, обеспечивая высокое качество и структурную прочность сварных деталей.
Часто задаваемые вопросы
Ниже приведены ответы на некоторые часто задаваемые вопросы:
Каковы основные причины искажения сварного шва?
Основными причинами искажения сварного шва являются неравномерный нагрев и охлаждение, остаточное напряжение, тепловое расширение и сжатие. Неравномерный нагрев и охлаждение во время сварки вызывают дифференциальное тепловое расширение и сжатие, что приводит к деформации. Остаточное напряжение возникает из-за сжимающих и растягивающих напряжений, возникающих в основном металле и металле шва при нагреве и охлаждении. Присущие сварочной ванне тепловые расширения и сжатия при нагреве и охлаждении также вызывают напряжения, способствующие деформации. Кроме того, такие факторы, как техника и процесс сварки, свойства материала, подготовка шва, размер шва, крепление и зажим, а также подача тепла, могут существенно повлиять на степень деформации шва. Понимание этих причин имеет решающее значение для реализации эффективных стратегий по минимизации искажений и обеспечению структурной целостности сварных компонентов.
Как тепловое расширение и сжатие влияет на деформацию сварного шва?
Тепловое расширение и сжатие значительно влияют на деформацию сварного шва из-за изменения температуры в процессе сварки. Когда металл нагревается, он расширяется. Этому расширению противостоит окружающий более холодный металл, создавая внутренние напряжения. По мере остывания и затвердевания сварного шва металл сжимается, вызывая усадку в зоне шва и зоне термического влияния (ЗТВ). Этому сжатию также сопротивляется более холодный материнский металл, что приводит к растягивающим и сжимающим напряжениям, которые могут превысить предел текучести металла, что приводит к необратимой деформации и искажению. Это искажение может проявляться в различных формах, таких как продольное, поперечное или угловое искажение, в зависимости от условий сварки и свойств материала.
Каковы различные типы искажения сварного шва?
К различным типам искажения сварного шва относятся продольное искажение, поперечное искажение, угловое искажение, смятие, изгиб, коробление, вращательное искажение и искажение при скручивании. Продольное искажение происходит по всей длине сварного шва, вызывая укорачивание заготовки. Поперечная деформация происходит перпендикулярно сварочному шву, стягивая края шва. Угловое искажение изменяет углы между свариваемыми деталями из-за неравномерной поперечной усадки. Смятие, изгиб и коробление - это сложные искажения, которые включают в себя несколько типов одновременно, что приводит к изгибу или прогибу металла внутрь. Вращательные искажения связаны с вращательным движением вокруг линии сварки, а скручивающие искажения возникают в результате неравномерного нагрева и охлаждения, что приводит к скручиванию заготовки. На эти искажения влияют такие факторы, как ограничения, свойства материала, конструкция сварного шва, подача тепла и процедура сварки.
Как спроектировать сварные соединения, чтобы минимизировать деформацию?
Для проектирования сварных соединений и минимизации деформации можно использовать несколько стратегий. Обеспечьте правильный размер сварного соединения, чтобы избежать переварки, которая увеличивает усадочные силы. Расположите сварные швы вблизи нейтральной оси и сбалансируйте их с обеих сторон, чтобы уменьшить эффект рычага. Планируйте тщательную последовательность сварки, чередуя стороны для противодействия усадочным усилиям. Используйте прерывистую сварку и минимизируйте количество проходов. Зажимы и приспособления помогают сохранить выравнивание, а предварительная установка деталей учитывает усадку. Методы снятия термических напряжений позволяют уменьшить остаточные напряжения. Оптимизируйте параметры сварки, чтобы снизить тепловыделение, и продумайте конструкцию, чтобы минимизировать количество необходимого металла для сварки. Все эти подходы в совокупности помогают уменьшить деформацию сварного шва.
Какие методы сварки могут помочь уменьшить искажения?
Для уменьшения искажений при сварке можно использовать несколько методов:
- Минимизация расхода металла и тепла при сварке: Избегайте чрезмерной сварки, обеспечивая размер шва не больше необходимого, используйте прерывистую сварку вместо непрерывной и сократите количество проходов сварки, выбирая большие проходы с меньшим количеством циклов.
- Оптимальное размещение сварного шва: Расположите сварные швы вблизи нейтральной оси, чтобы уменьшить воздействие усадочных сил, и сбалансируйте сварные швы вокруг нейтральной оси, выполняя сварку с обеих сторон пластины.
- Последовательность и техника сварки: Используйте альтернативную последовательность сварки для борьбы с усадкой в различных зонах и применяйте технику сварки с обратным шагом для контроля расширения и сжатия во время сварки.
- Механический и тепловой контроль: Используйте зажим для фиксации деталей в нужном положении во время сварки, применяйте упрочнение для снятия напряжений и используйте термическое снятие напряжений путем контролируемого нагрева и охлаждения.
- Дизайн и подготовка: Предварительно установите детали для противодействия ожидаемому искажению и обеспечьте правильную подготовку шва с помощью заготовок нужного размера для уменьшения объема металла шва.
- Минимизация времени сварки: Сократите время сварки, чтобы ограничить количество нагретого металла, возможно, используя для этого механизированное сварочное оборудование.
- Сбалансированная сварка: Выстраивайте последовательность сварки таким образом, чтобы уравновесить остаточные напряжения с обеих сторон сварного соединения, особенно при многопроходных стыковых и филейных сварных швах.
Применяя эти технологии, сварщики могут значительно уменьшить искажения, что приводит к получению более точных и стабильных сварных соединений.
Как выбор защитного газа влияет на искажение сварного шва?
Выбор защитного газа существенно влияет на деформацию сварного шва, воздействуя на тепловые свойства металла шва, распределение тепла, стабильность дуги и общую геометрию шва. Состав защитного газа, например пропорции аргона, гелия, углекислого газа и кислорода, может изменять скорость охлаждения и теплопроводность, что, в свою очередь, влияет на степень поперечной и угловой усадки. Например, более высокий процент аргона может замедлить охлаждение и увеличить усадку, в то время как гелий может ускорить охлаждение и уменьшить усадку. Кроме того, оптимизация расхода газа помогает поддерживать постоянный подвод тепла и тем самым минимизировать деформацию. Таким образом, выбор подходящего состава защитного газа и поддержание оптимальной скорости потока имеют решающее значение для контроля искажений сварного шва и получения высококачественных сварных швов.