Вы когда-нибудь задумывались, как точно рассчитать расход сварочных прутков? В этой статье блога мы рассмотрим методы и формулы, используемые экспертами отрасли для оценки потребности в сварочных материалах. Понимание этих методов позволит вам оптимизировать сварочный процесс, сократить количество отходов и повысить эффективность проекта. Приготовьтесь погрузиться в мир расчетов расхода сварочных прутков!
Чтобы определить расход сварочных прутков, на практике обычно используют метод, при котором рассчитывают вес металла шва, а затем делят его на производительность сварочного материала.
Расчет эффективности сварочных материалов необходим. Однако, поскольку диаметр сварочных прутков и проволоки различается, эффективность также будет сильно отличаться.
Для промышленности точный расчет коэффициента использования сварочных материалов поможет сократить ненужные отходы при сварке.
Согласно опыту сварщиков, коэффициент использования сварочной проволоки выше, чем у сварочных прутков.
В некоторых отраслях существует специальная рекомендуемая таблица для расчета веса сварочных материалов, которая обычно делится в зависимости от размера канавки и количества сварочных материалов, необходимых на метр для определенного числа степеней канавки (в этом случае обычно учитывается коэффициент использования).
Если такая информация доступна, можно создать электронную таблицу, формулу и заполнять ее каждый раз.
Очень важно правильно оценить потребность в сварочных прутках в процессе сварочного строительства. Если расчет окажется слишком высоким, возникнет переизбыток запасов, а если слишком низким, бюджет проекта окажется недостаточным и может даже повлиять на нормальный ход и качество проекта.
Для расчета расхода сварочных прутков в основном используется несколько методов:
Прямой расчет: Этот метод является наиболее простым. Сначала нужно рассчитать вес металла шва, затем разделить этот вес на коэффициент использования сварочного материала, чтобы определить расход сварочного прутка. Этот метод упоминается во многих источниках, что подчеркивает его повсеместность и практичность.
Формула расчета: На основе представленной формулы можно рассчитать расход сварочного прутка, используя такие параметры, как площадь поперечного сечения сварного шва, длина шва и плотность наплавленного металла. Конкретная формула подробно описана в статье ниже.
Стандартный метод квотирования: Этот метод предполагает использование норм расхода сварочных материалов. Эти нормы обычно выражаются в единицах веса сварочного материала, расходуемого на метр сварного шва (т. е. кг/м), и выбираются в зависимости от типа используемой сварочной проволоки (например, проволоки для основной или кислотной сварки).
Учет массового коэффициента флюса и коэффициента переноса сварочного стержня: При дуговой сварке не железным порошком расход сварочного прутка зависит от массового коэффициента флюса, коэффициента переноса и площади шва. Значения этих коэффициентов различны для разных марок сварочных прутков, и конкретные значения можно найти в соответствующих материалах, предоставляемых производителем.
Формула расхода сварочного прутка
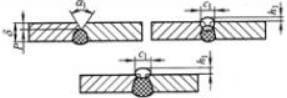
Расход сварочных прутков в основном определяется такими факторами, как тип соединения, тип канавки, длина шва и другие характеристики сварочная конструкция.
Вот несколько формул расчета:
A) Формула расчета расхода электродов выглядит следующим образом:
A - площадь поперечного сечения сварного шва (см)2); (См. Таблицу 1)
L - длина сварного шва (см);
ρ - плотность осажденного металла (г/см3);
Ks - коэффициент электродных потерь,
B) Другая формула для расчета расхода порошкового электрода из цветных металлов:
m = ALρ/Kn * (1+Kb)
Где,
m - расход сварочного прутка (г);
A - площадь поперечного сечения сварного шва (см)2); (См. Таблицу 1)
L - длина сварного шва (см);
ρ - плотность осажденного металла (г/см3):
Kb - коэффициент качества покрытия, см. таблицу ниже:
Kn - коэффициент переноса металла от электрода к сварному шву (включая потери при горении, разбрызгивании и на кончике электрода)
Например:
1. Сайт стальная пластина с известной толщиной 20 мм снабжен V-образным пазом, длина шва L составляет 3 м, а сварочный пруток - 5015. Как рассчитать расход сварочного прутка?
(Согласно таблице, площадь сечения осажденного металла A=250 мм2, the плотность стали ρ= 7,8 г/см3, коэффициент конверсии Kn=0,79, весовой коэффициент электродного покрытия Kb=0,32).
Решение: известная площадь сечения осажденного металла A=250 мм2плотность стали ρ= 7,8 г/см3, коэффициент передачи Kn=0,79, Kb=0,32, L=3м.
Ответ: Расход сварочного прутка составляет 9,77 кг.
2. Ручная дуговая сварка используется для сварки 10-метровой трубы из углеродистой стали сварной шов. Диаметр электрода Φ4.0, а размер галтели 10 мм. Сколько электродов необходимо? (Скорость осаждения сварочного прутка составляет 55%)
Каковы конкретные значения коэффициента качества и коэффициента переноса флюса сварочного прутка?
Коэффициент качества (Kb) флюса сварочного прутка обычно составляет от 25% до 40%. Коэффициент переноса (Kn) от сварочного прутка к сварному шву, включающий потери от сгорания и брызг, составляет от 5% до 10%, а потери от неиспользованных головок сварочных прутков - от 10% до 15%.
Поэтому коэффициент передачи обычно устанавливается в диапазоне от 0,75 до 0,85.
Каковы различия в потреблении различных типов сварочных прутков (например, щелочных и кислотных) в практическом применении?
Различия в потреблении различных типов сварочных прутков в практическом применении отражаются в основном в следующих аспектах:
Принципы выбора сварочных материалов:
Материалы, расходуемые в процессе сварки (в том числе сварочные прутки, сварочная проволока и т.д.), выбираются в зависимости от химического состава наплавляемого металла. Это означает, что разные типы сварочных прутков могут иметь разный расход из-за различий в типах флюсов и источниках сварочного тока.
Состав и характеристики флюса для сварочных прутков:
Кислотные и щелочные сварочные стержни имеют разные компоненты в составе флюса, что приводит к различным характеристикам в процессе сварки. Кислотный сварочный флюс содержит различные оксиды, которые обладают сильными окислительными свойствами, в то время как щелочной сварочный флюс содержит больше силикатов, оксидов железа, титана и т.д., и обладает более слабыми окислительными свойствами. Эти различия могут влиять на количество пыли, образующейся во время сварки, стабильность дуги и текучесть шлака, что, в свою очередь, косвенно влияет на расход сварочных прутков.
Производительность сварочного процесса:
Кислотные сварочные стержни могут использоваться как для переменного, так и для постоянного тока, обеспечивая хорошие характеристики сварочного процесса, стабильную дугу, меньшее количество брызг, хорошую текучесть шлака, легкое удаление шлака и красивый внешний вид шва. По сравнению с этим, щелочные сварочные прутки из-за своего специфического химического состава и характеристик флюса могут требовать большего внимания и регулировки в процессе сварки, что может привести к относительно более высокому расходу при тех же условиях.
Область применения и соотношение объемов производства:
В последние годы, с широким распространением обычной низколегированной стали, использование щелочных сварочных прутков в сварке постепенно увеличивается. Это указывает на то, что по мере увеличения применения конкретных видов стали потребление соответствующих видов сварочных прутков (таких как щелочные сварочные прутки) также будет соответственно увеличиваться. В то же время сварка некоторых конкретных видов стали может привести к увеличению потребления конкретных видов сварочных прутков (например, сварочных прутков E308H, которые требуют высокого химического состава осажденного металла).
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Как убедиться в высоком качестве сварочных прутков, которые вы используете? В этой статье представлены простые методы проверки качества сварочных прутков, включая визуальный осмотр, проверку прочности покрытия и...
Вы когда-нибудь задумывались, почему одни сварные швы держатся крепко, а другие не получаются? В этой статье раскрываются секреты сварочных прутков, их типы и важнейшая роль в обеспечении прочности сварных швов. Узнайте, как...
Вы когда-нибудь задумывались, что означают эти цифры и буквы на сварочных прутках? В этой статье раскрывается система кодирования сварочных прутков из углеродистой и нержавеющей стали, что поможет вам понять их прочность на разрыв,...
Вы когда-нибудь задумывались, что делает сварку из нержавеющей стали такой прочной? В этой статье мы исследуем увлекательный мир сварочных прутков из нержавеющей стали и узнаем, как их уникальный состав и свойства делают...
В процессе сварки существует множество причин, по которым сварочный робот может сжечь контактный наконечник. Наблюдаемые симптомы, указывающие на частую замену контактного наконечника, включают: износ...
Вы когда-нибудь задумывались, почему сварочные электроды иногда залипают? Эта распространенная проблема может нарушить вашу работу и повредить материалы. В этой статье вы узнаете об основных причинах залипания электродов, таких как...
Почему правильный выбор электрода и сварочной проволоки так важен для идеального сварного шва? В этом руководстве рассматриваются особенности различных моделей электродов и сварочной проволоки, включая их применение...
Почему одни сварные швы выдерживают экстремальные условия, а другие выходят из строя? В этой статье мы исследуем сложный мир сварочных линий, начиная с их образования и заканчивая факторами, влияющими на...
Сварочные деформации нержавеющей стали могут привести к значительным проблемам при изготовлении металлоконструкций. В статье рассматриваются различные методы контроля и исправления этих деформаций, такие как использование медных пластин, воды...