Объяснение сварочных символов: Полный список с диаграммами
Сварочные символы могут показаться иностранным языком, но их освоение имеет решающее значение для эффективного общения в мире машиностроения. В этой статье опытный инженер-механик расскажет об этих замысловатых символах и даст вам знания, позволяющие уверенно интерпретировать и применять их в своих проектах. Приготовьтесь раскрыть секреты сварочных символов и поднять свои инженерные навыки на новую высоту!
Настоящий стандарт устанавливает метод представления сварочных символов. Он применим как к сварке плавлением металла, так и к контактной сварке.
2. Нормативные ссылки
GB/T 5185: Обозначение методов сварки и пайки металлов на чертежах
GB/T 12212: Технические чертежи - размеры, пропорции и упрощенное представление сварочных символов
3. Основные требования
3.1 Четкая индикация типа сварки
Символ сварки должен четко указывать на тип выполняемого сварного шва и не должен содержать излишних примечаний. Изображение сварного шва может быть выполнено с помощью графического метода или метода маркировки символа сварки. Как правило, предпочтительнее метод обозначения сварного шва, но если он неясен или если графический метод проще, его можно использовать вместо него.
3.2 Компоненты сварочных символов
Символ сварки состоит из основного символа и лидера, а при необходимости могут быть добавлены дополнительные символы, такие как вспомогательный символ, дополнительный символ и символ размера сварного шва. Масштаб, размер и способ представления графических символов должны соответствовать GB/T 12212. Часто используемые графические методы в GB/T 12212 см. в приложении C (нормативное приложение).
3.3 Индикация размера и процесса сварки
Если профессиональные стандарты определяют размер и процесс сварки, они должны быть указаны в символе сварки. Способ сварки, указанный на чертеже, должен соответствовать приложению В (нормативное приложение). Любая послесварочная обработка, такая как лопатка, шлифовка или резка, должна быть указана в технических требованиях.
I. Основные формы наложения сварных швов
1. Стыковое соединение
2. Перекрытие
3. Соединение под прямым углом
4. Т-образное соединение
5. Коническое соединение:
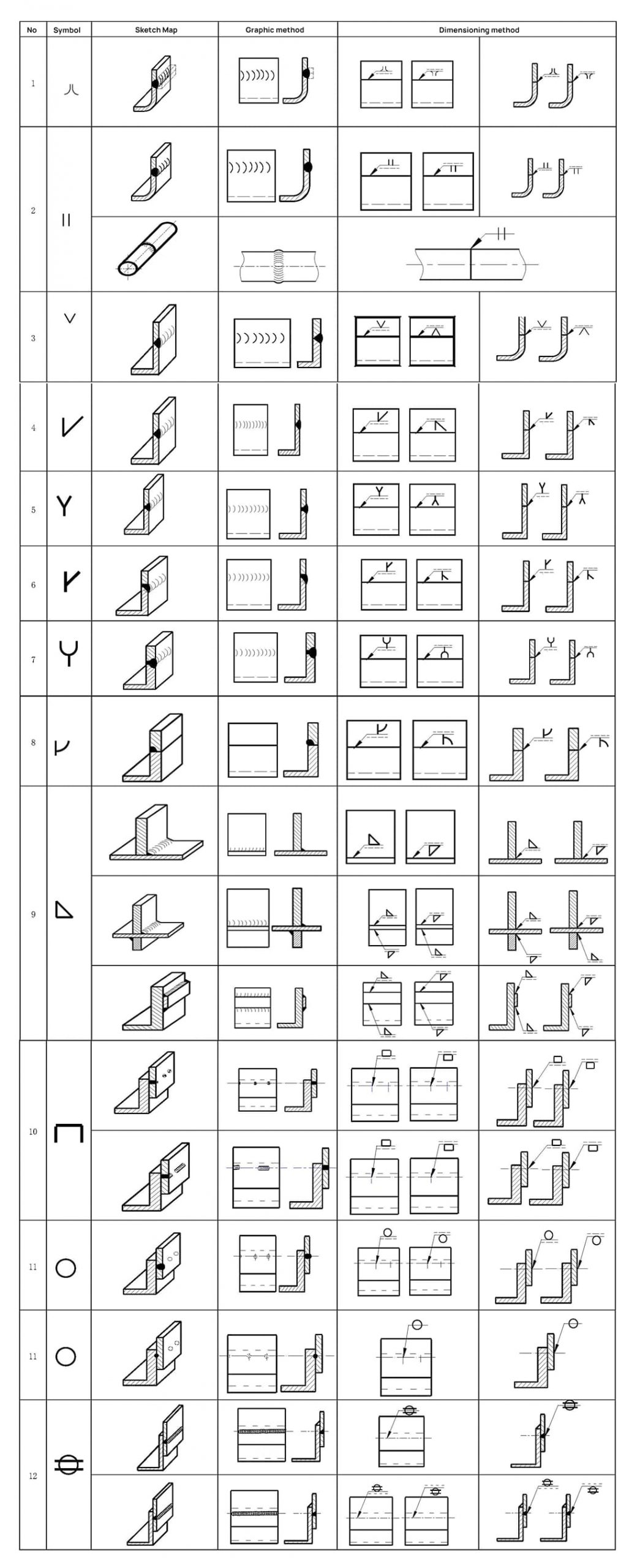
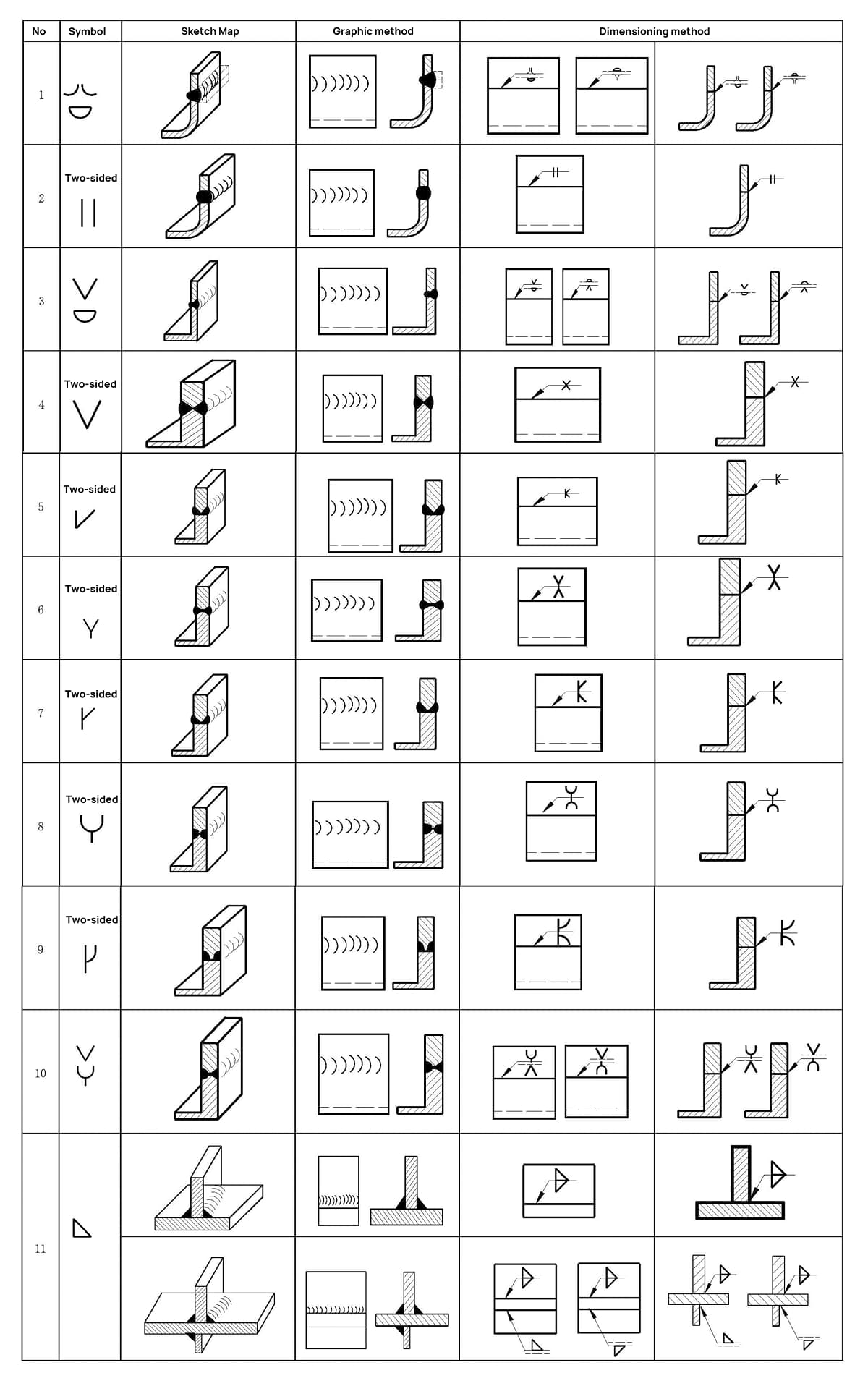
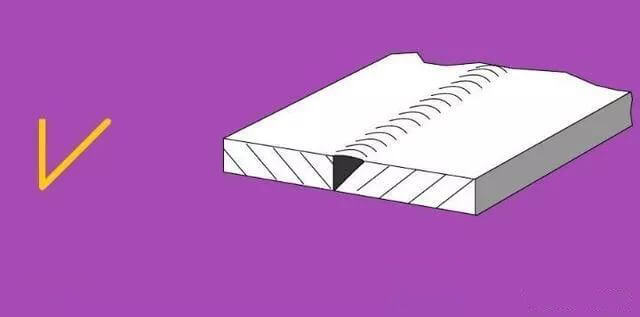
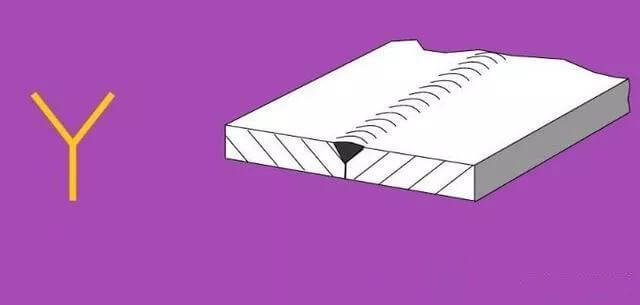
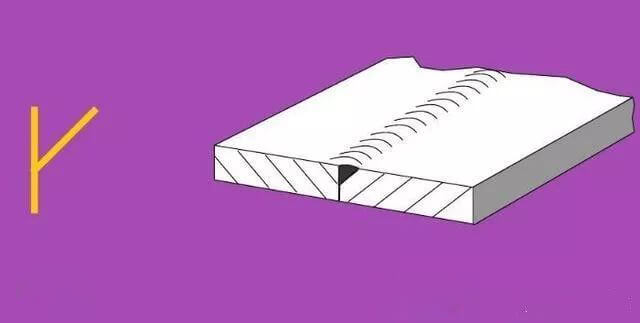
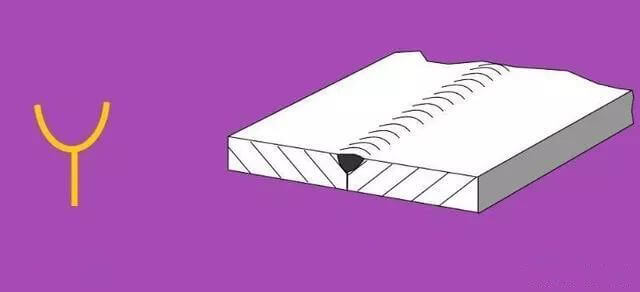
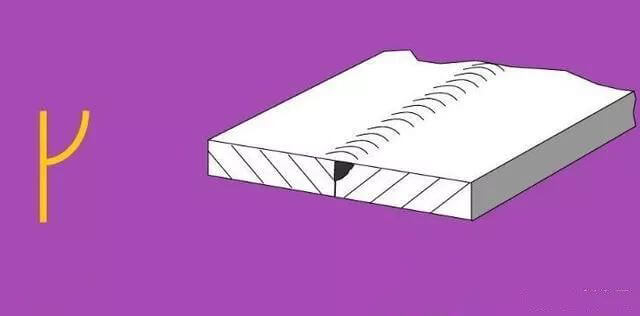
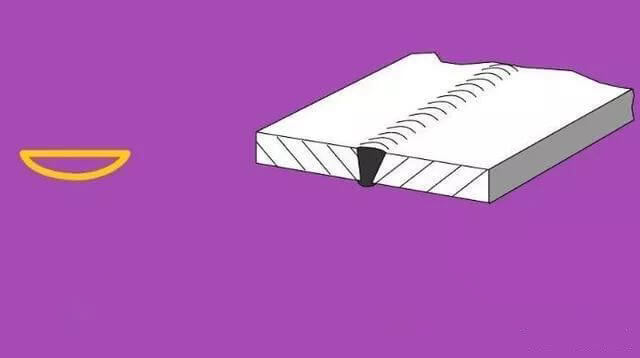
II. Основные формы разрушения сварных швов
Нет.
Схематическая диаграмма
Форма скоса
Сварочные символы
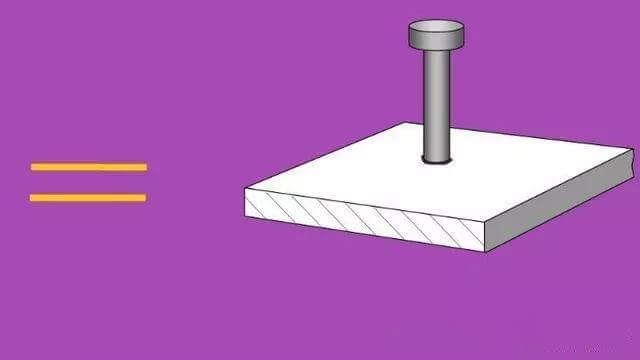
1
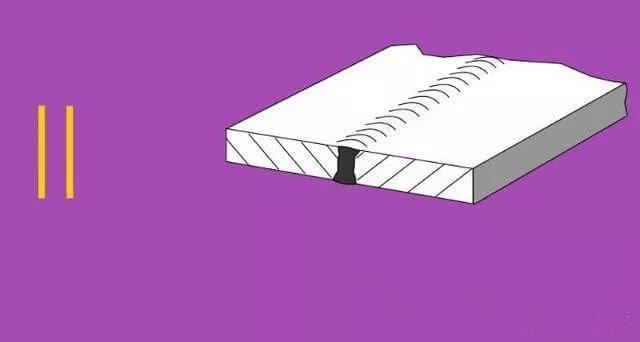
I-образный паз
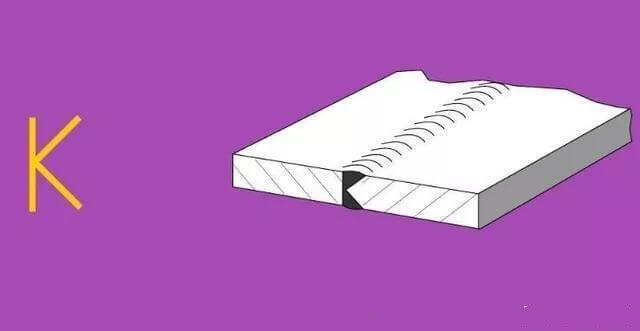
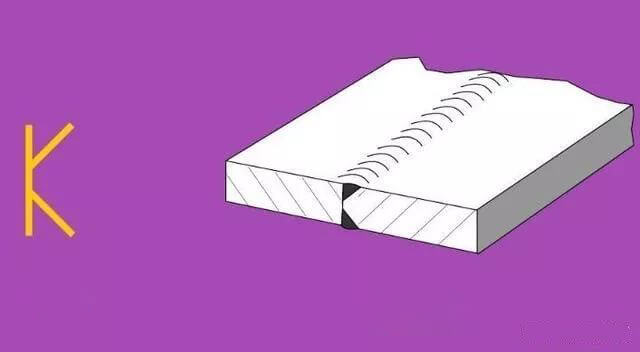
2
К-образный паз
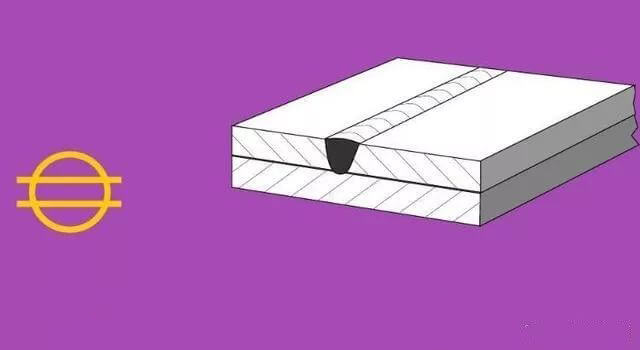
3
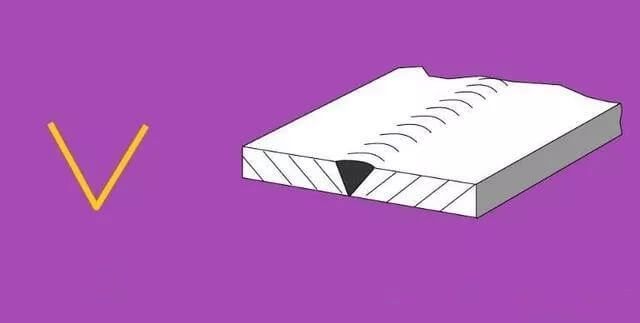
V-образная канавка
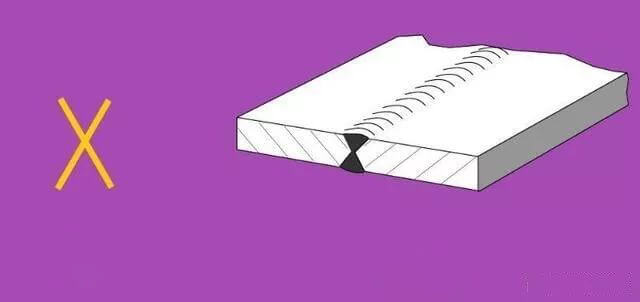
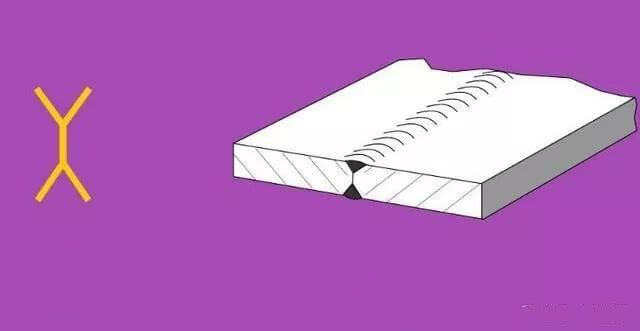
4
Х-образная канавка
5
Y-образный зазор
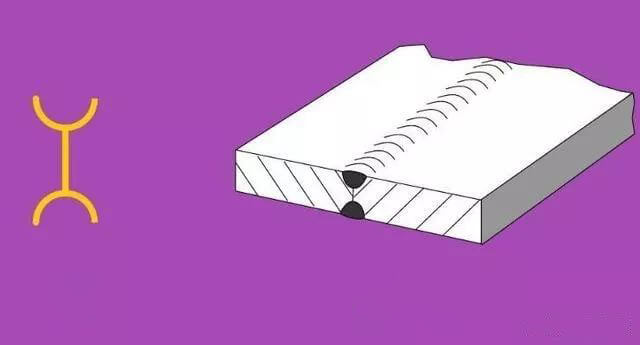
6
Х-образная форма (с чистым краем)
7
Косой V-образный зазор
8
Косой Y-образный зазор
9
Внахлест (трехсторонняя сварка)
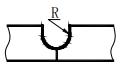
10
U-образный зазор
11
Односторонний U-образный разрыв
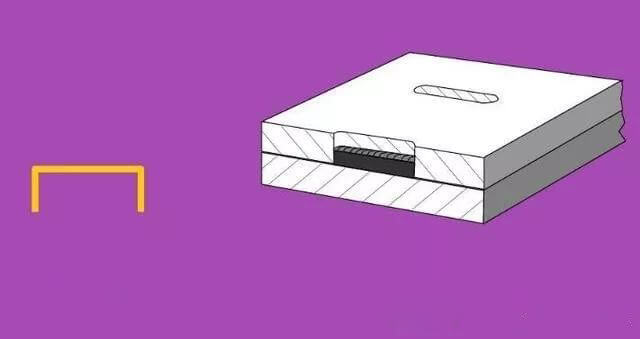
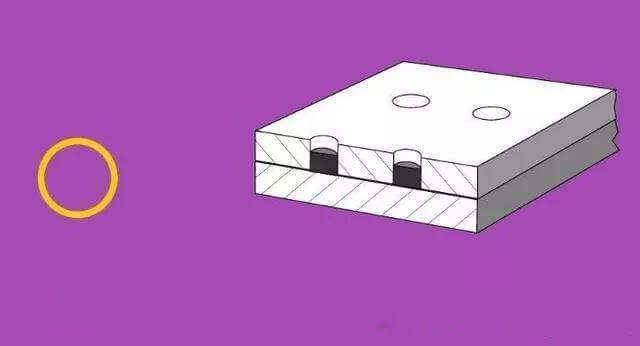
12
Точечная сварка
13
Неравномерный перерыв
14
Неравномерный перерыв
15
Неравномерный перерыв
III. Сварочные символы
1. Определение сварочных символов
Символы сварки - это стандартизированные обозначения, используемые на инженерных чертежах для передачи подробной информации о требованиях к сварке. Эти символы указывают на методы сварки, форму шва, размер шва и другие технические детали, необходимые для процесса изготовления.
2. Компоненты сварочных символов
Сварочные символы состоят из нескольких элементов, каждый из которых служит определенной цели при передаче подробных инструкций по сварке:
(1) Символы сварного шва
Основные символы: Представляют собой форму поперечного сечения сварного шва, например, филе, канавка или точечный шов.
Дополнительные символы: Укажите дополнительные характеристики сварного шва, такие как контур (например, плоский, выпуклый, вогнутый).
Дополнительные символы: Укажите дополнительные сведения о характеристиках сварного шва, например, символы отделки или символы полевого шва.
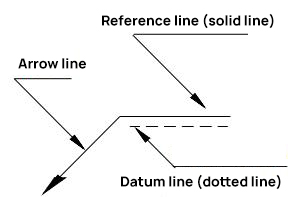
(2) Справочная линия
Опорная линия - это фундаментальная часть структуры сварочного символа, состоящая из:
Линия стрелы: Указывает на место, где должен быть выполнен сварной шов.
Справочная линия: Горизонтальная линия, на которой размещаются символы и размеры сварного шва.
(3) Символы размеров сварного шва
Эти символы указывают размеры сварного шва, например, размер галтели или глубину канавки.
3. Стандартное расположение символов сварки на чертежах
Основной формат аннотаций символов сварки
Стандарты на сварочные символы, например, разработанные Американским обществом сварки (AWS) или ISO, определяют точные правила размещения символов сварного шва, символов размеров и значений размеров на базовой линии. Соблюдение этих стандартов обеспечивает четкость и согласованность сварочных схем.
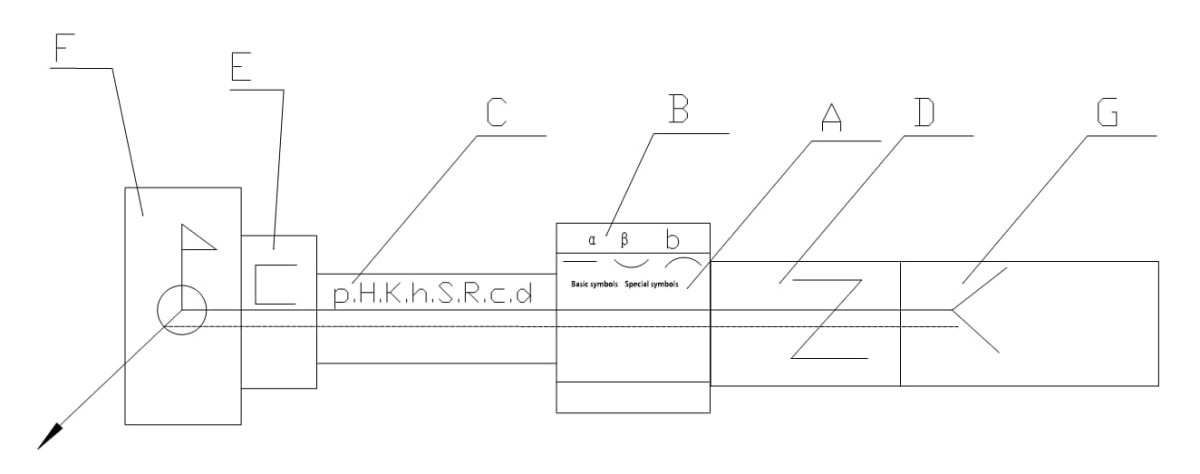
Символы и числовые значения располагаются в семи отдельных зонах (A~G) относительно базовой линии. Эти зоны остаются в неизменном положении независимо от направления линии стрелки. Зоны определяются следующим образом:
Зона А: Основная функциональная зона
Содержание: Основные символы, специальные символы, символы подложки, символы плоскости, выпуклости и вогнутости во вспомогательных символах.
Зона B: дополнительная функциональная зона
Расположение: Выше или ниже зоны А.
Содержание: Угол канавки (α), угол поверхности канавки (β) и зазор между корнями (b) в размере сварного шва.
Зона C: Левая сторона основного символа
Содержание: Обозначения и значения размеров на поперечном сечении сварного шва, такие как тупая кромка (p), глубина канавки (H), размер угла сварки (K), усиление (h), эффективная толщина шва (S), радиус корня (R), ширина шва (C) и диаметр ядра плавления (d).
Зона D: Правая сторона основного символа
Содержание: Символы сварного шва в шахматном порядке и значения продольных размеров сварного шва, такие как количество секций шва (n), длина шва (l) и расстояние между швами (e).
Зона E: Символы трехстороннего сварного шва
Содержание: Отмечает символы трехстороннего шва в дополнительных символах.
Зона F: Символы полевой сварки
Содержание: Обозначает символы сварного шва в поле и окружающие символы сварного шва в дополнительных символах.
Зона G: символы хвоста
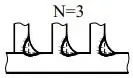
Содержание: Обозначает хвостовые символы в дополнительных символах. После хвостовых символов указывается дополнительная информация, такая как количество одинаковых сварных швов (N), код метода сварки, качество шва и требования к контролю.
4. Коды обозначения распространенных методов сварки на чертежах
Обратитесь к таблице ниже (примечание: таблица не представлена в запросе).
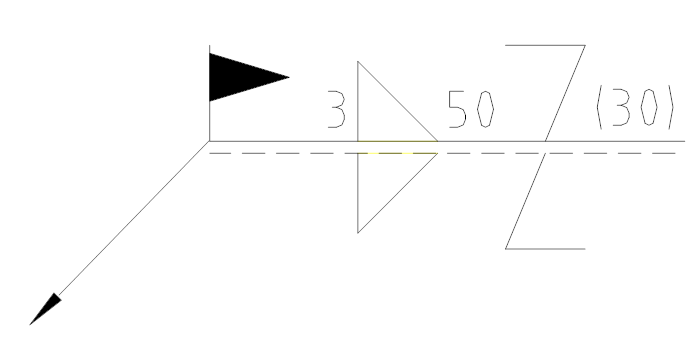
Индикация: Высота шва - 3, сварка в шахматном порядке, длина шва - 50, интервал - 30, требуется сварка на месте.
Пример 2:
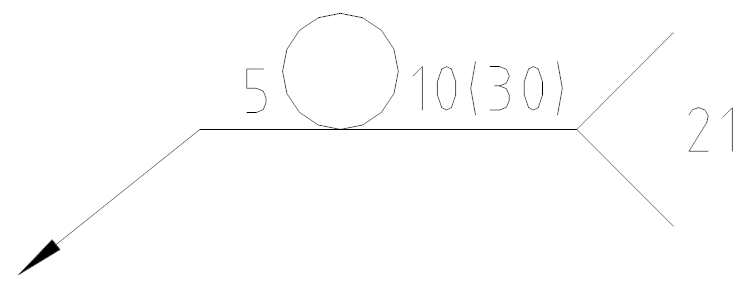
Утверждение: Диаметр точечного шва равен 5, количество точечных швов - 10, а интервал - 30.
Пример 3:
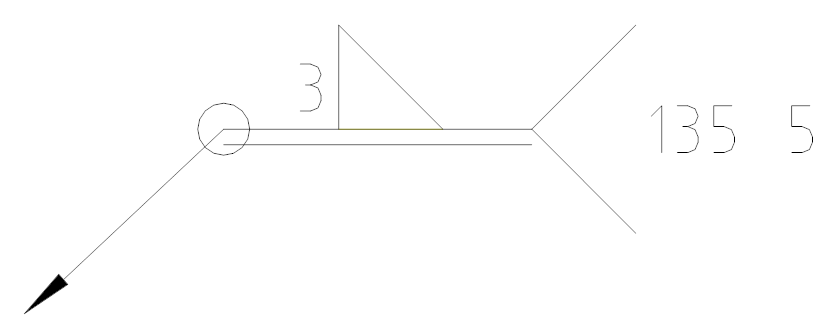
Индикация: Высота шва - 3, с полной сваркой вокруг. Шов выполнен с использованием CO2 сварка в газовой среде, в общей сложности 5 мест.
Пример 4:
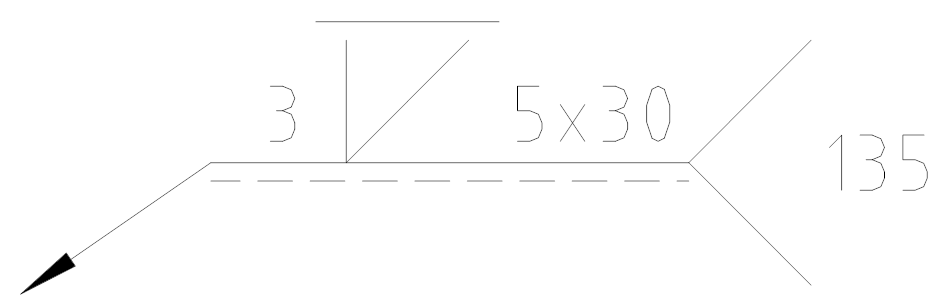
Индикация: Высота шва - 3, со скосом V-образной канавки, поверхность шва отшлифована, длина шва - 30, всего 5 сегментов, сварка производится с использованием CO2 сварка в газовой среде.
6. Основные символы
Основной символ представляет собой форму поперечного сечения сварного шва, как показано в таблице 1.
Таблица 1 Основные символы сварки
Серийный номер
Название символа
Карта эскизов
Символ сварки
1
Сварная кромка (полностью оплавленная кромка)
Примечание: неполностью проплавленный сварной шов кромки обозначается I-образным символом сварного шва, и добавляется эффективная толщина сварного шва S, как показано в таблице 7
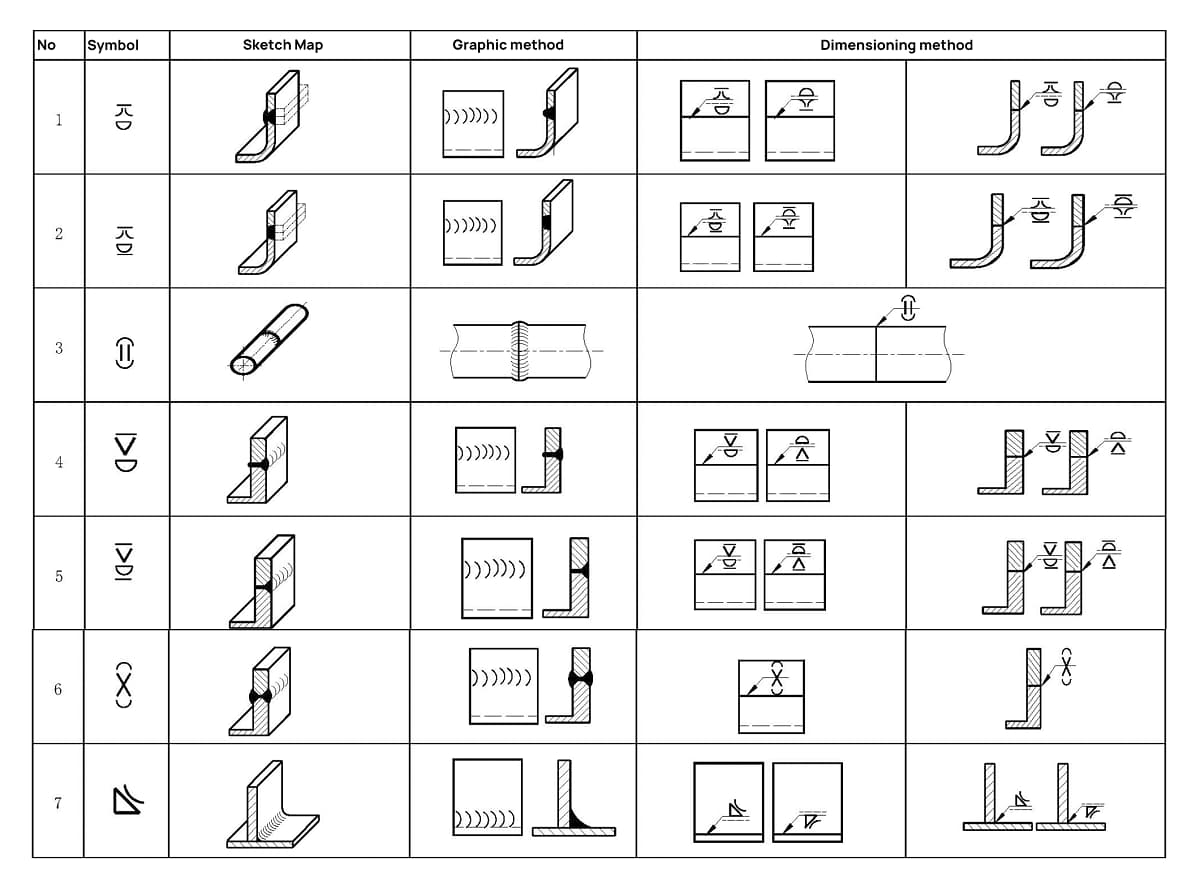
Дополнительные символы используются для добавления дополнительной информации о характеристиках сварных швов. Примеры дополнительных символов приведены в таблице 4.
Таблица 5 Пример применения дополнительного символа
Серийный номер
Карта эскизов
Пример размеров
Объясните
1
Указывает на наличие опорной пластины в нижней части задней части V-образного сварного шва
2
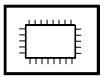
Сварные швы расположены с трех сторон заготовки, метод сварки - ручная дуговая сварка
3
Это означает сварку вокруг заготовки на месте
IV. Расположение сварочных символов на чертежах
1. Основные требования
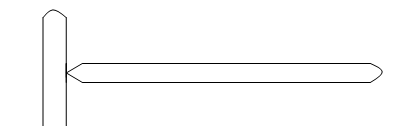
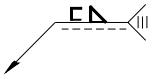
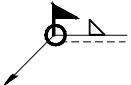
Полные методы представления сварных швов состоят из основного символа, вспомогательного символа, дополнительного символа, ведущей линии, символа размера и данных. Ведущая линия состоит из ведущей линии со стрелкой (также известной как линия со стрелкой) и базовой линии, которая может быть как сплошной, так и пунктирной, как показано на рисунке 1.
Рис. 1 Лидерская линия
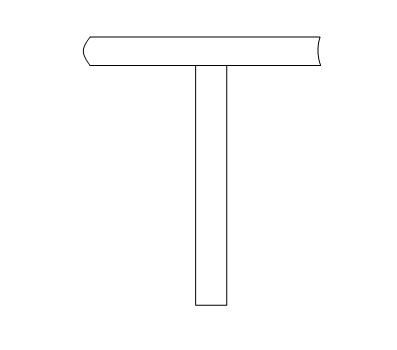
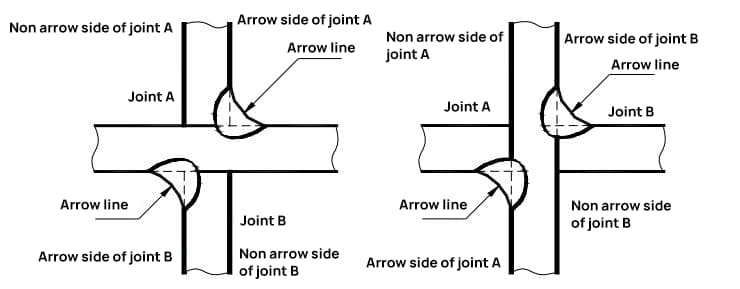
2. Взаимосвязь между линией стрелки и сварочным швом
Для описания взаимоотношений между линиями стрелок и суставами используются два термина:
a. Стрелочная сторона разъема;
b. Неширокая сторона разъема.
Описание этих двух терминов см. на рисунках 2 и 3.
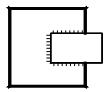
(a) Сварной шов со стороны стрелки
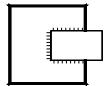
(b) Сварной шов находится на стороне, не обозначенной стрелкой
Рис. 2 Т-образное соединение с одним сварным швом
Рис. 3 Поперечный шов двойного галтельного шва
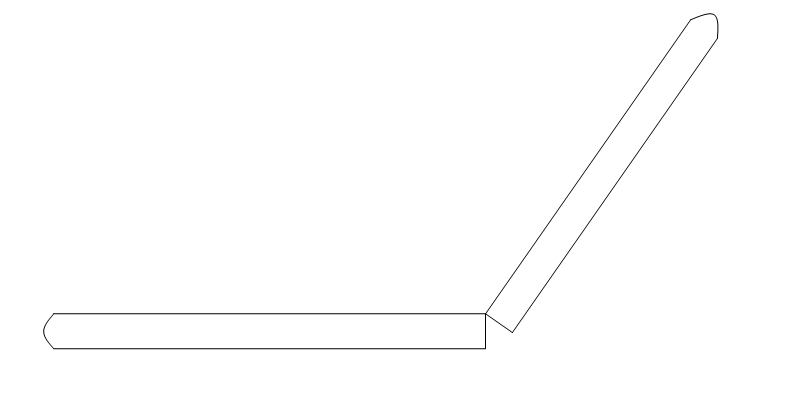
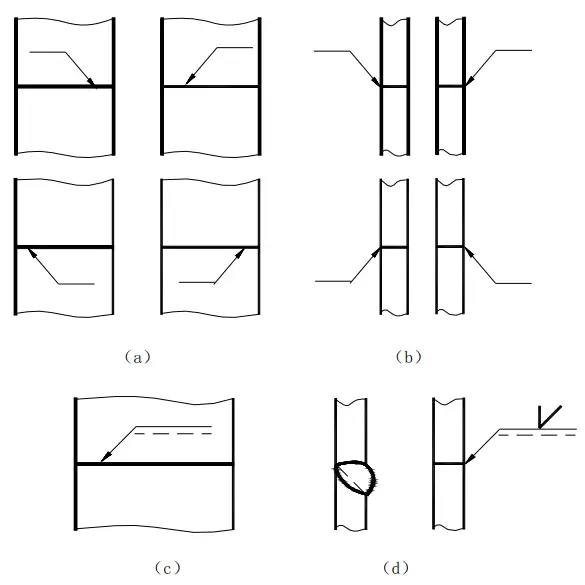
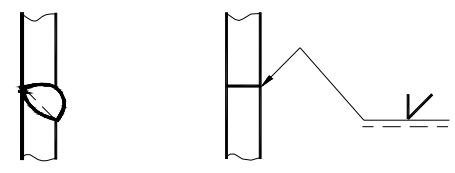
3. Положение стрелки
Как правило, нет особых требований к положению линии стрелки относительно сварного шва, как показано на рисунках 4(a) и (b). Однако при маркировке односторонних V-образных, односторонних V-образных с тупым краем и J-образных сварных швов стрелка должна быть направлена в сторону заготовки с канавкой, как показано на рисунках 4(c) и (d). При необходимости допускается однократный изгиб линии стрелки, как показано на рисунке 5.
Рис. 4 Расположение линии стрелки
Рис. 5 Изогнутая линия стрелки
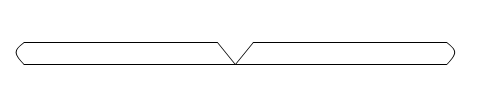
4. Расположение контрольной линии
Пунктирная линия базовой линии может быть проведена как выше, так и ниже сплошной линии базовой линии. Базовая линия должна быть параллельна нижнему краю чертежа.
5. Положение опорной метки относительно линии привязки
a. Если сварной шов находится на стороне стрелки, основной символ должен быть нанесен на сплошную линию со стороны базовой линии, как показано на рис. 6(a);
b. Если сварной шов находится на неширокой стороне соединения, основной символ должен быть нанесен на пунктирную линию со стороны базовой линии, как показано на рис. 6(b);
c. При обозначении симметричных и двусторонних сварных швов пунктирные линии могут не понадобиться, как показано на рис. 6 (c) и (d).
(a) сварной шов находится со стороны стрелки
(b) Сварной шов находится на нестрелочной стороне соединения.
(c) Симметричный сварной шов
(d) Двухсторонний сварной шов
Рис. 6 Положение базового символа относительно базовой линии
V. Символ размера сварного шва и место его нанесения
1. Основные размеры и связанные с ними понятия сварных швов
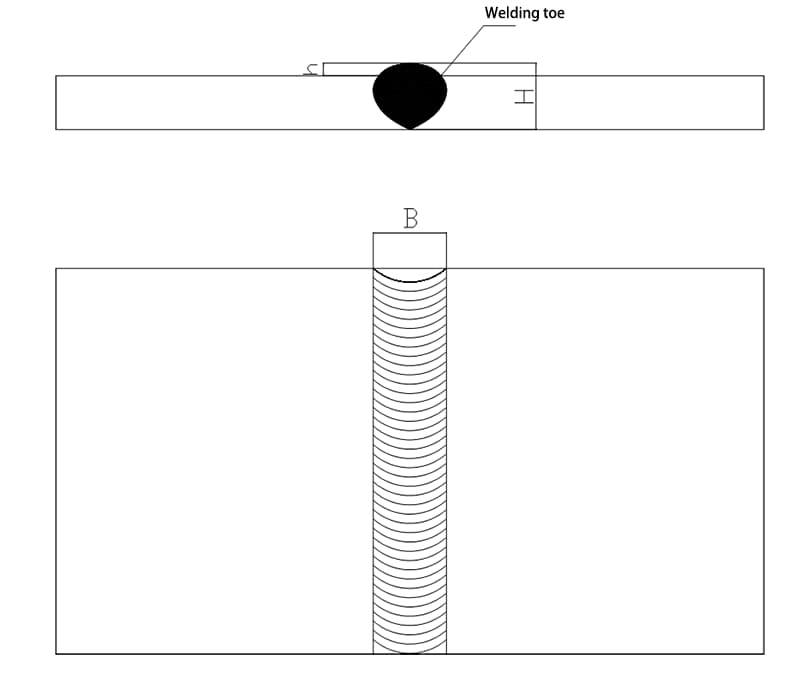
1. Сварной палец:
Стык между поверхностью сварного шва и основным металлом.
2. Ширина сварного шва (B):
Расстояние между двумя сварными пальцами на поверхности сварного шва.
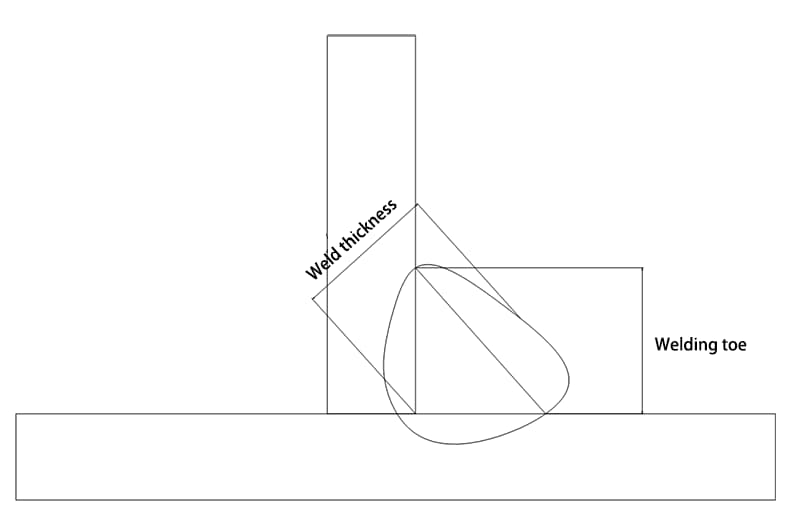
3. Толщина сварного шва:
В поперечном сечении сварного шва - расстояние от передней части шва до задней части шва.
4. Размер ноги:
Длина прямоугольной стороны в самом большом равнобедренном прямоугольном треугольнике, нарисованном в поперечном сечении сварного шва.
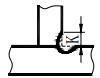
5. Приварить ножку:
В поперечном сечении сварного шва наименьшее расстояние от носка шва на одной прямоугольной поверхности до другой прямоугольной поверхности.
6. Глубина проникновения:
В поперечном сечении сварного соединения глубина проплавления основного металла или предыдущего сварного шва.
7. Сварочный форм-фактор:
Отношение ширины шва B к расчетной глубине шва H в одношовном сечении при сварке плавлением.
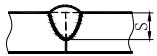
8. Усиление:
Максимальная высота металла шва, превышающая линию на поверхности основного металла.
9. Сварной корень:
Место соединения задней стенки сварного шва и основного металла.
10. Кратер
При дуговой сварке в конце сварочного пути образуется углубление из-за неправильного обрыва или гашения дуги.
11. Сварной бассейн
Во время сварки плавлением под воздействием сварочное тепло Источник, часть металла на заготовке, которая образует определенную геометрическую форму и становится жидкой.
Рисунок 1 Коэффициент образования сварного шва (¢) = B/H
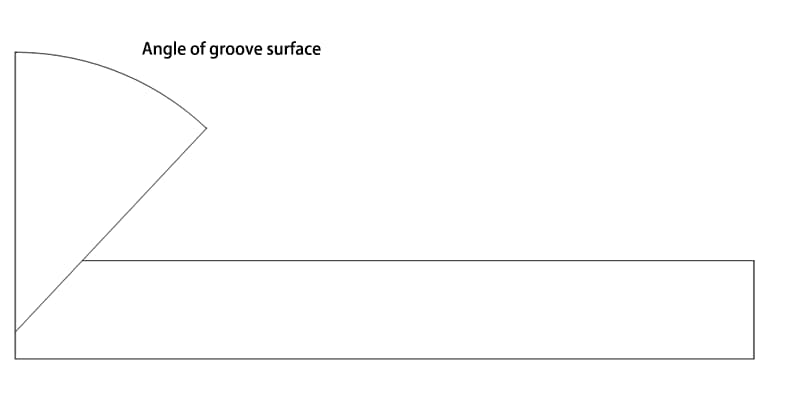
Угол между торцевой поверхностью обрабатываемого паза и поверхностью паза:
2. Общие требования
2.1 При необходимости условные обозначения могут быть предоставлены вместе с размерными символами и данными. Обозначения размеров см. в таблице 6.
Таблица 6 Условные обозначения размеров сварных швов
Символ
Название символа
Пример диаграммы
Символ
Название символа
Пример диаграммы
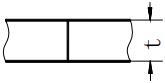
δ
Толщина заготовки
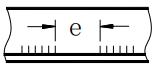
e
Расстояние между сварными швами
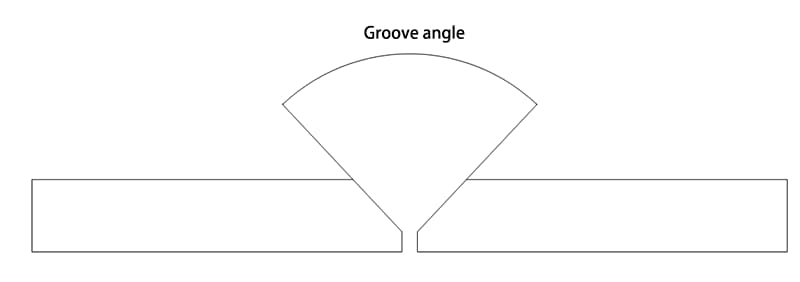
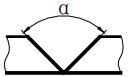
α
Угол паза
K
Размер филе
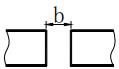
b
Корневой зазор
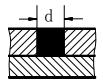
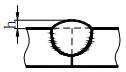
d
Диаметр самородка
P
Тупой край
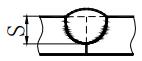
S
Эффективная толщина сварного шва
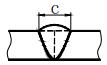
c
Ширина сварного шва
N
Количество одинаковых сварных швов символ
R
Радиус корня
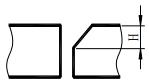
H
Глубина канавки
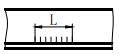
L
Длина сварного шва
h
Избыточная высота
n
Количество сегментов сварного шва
β
Угол наклона торца канавки
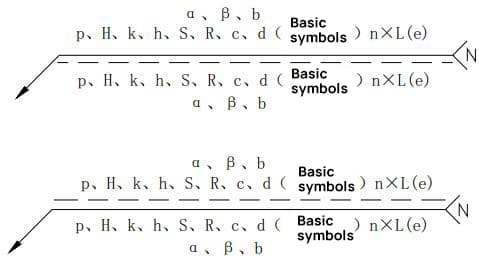
2.2 Принципы маркировки символа и данных о размере сварного шва показаны на рисунке 7.
a. Размеры поперечного сечения сварного шва указаны в левой части основного символа;
b. Размер в направлении длины сварного шва указывается в правой части основного символа;
c. Угол паза, угол торца паза и размер корневого зазора указываются в верхней или нижней части основного символа;
d. В конце указывается номерной знак для одного и того же сварного шва;
e. Если необходимо обозначить много размерных данных и их трудно различить, перед данными можно добавить соответствующие символы размерности для наглядности.
Рис. 7 Принцип маркировки размера сварного шва
2.3 Пример маркировки размера сварного шва см. в таблице 7.
Таблица 7 Пример размеров сварного шва
Серийный номер
Название сварки
Карта эскизов
Символ сварочного размера
Пример
1
Стыковая сварка
S: Эффективная толщина сварного шва
2
Обжимной шов
S: Эффективная толщина сварного шва
3
Непрерывный сварной шов
K: Размер филе
4
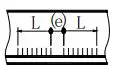
Прерывистый сварной шов
L: длина сварного шва, за исключением кратера; e: зазор в сварном шве; n: количество сегментов сварного шва
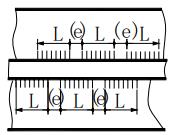
5
Прерывистый сварной шов в шахматном порядке
L: длина сварного шва, за исключением кратера;e: сварочный зазор;n: количество сегментов сварного шва;K: размер сварного шва
6
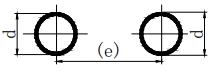
Сварка штекером или щелевая сварка
L: длина сварного шва, без учета кратера; e: зазор в сварном шве; n: количество сегментов сварного шва; c: ширина щели.
e: Зазор в сварном шве; n: количество сегментов сварного шва; d: диаметр отверстия.
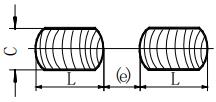
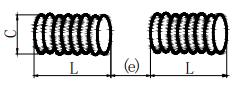
7
Сварной шов
L: длина сварного шва, без учета кратера; e: зазор в сварном шве; n: количество сегментов сварного шва; c: ширина сварного шва.
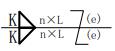
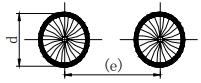
8
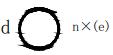
Точечная сварка
n: Количество сегментов сварного шва; e: расстояние между ними; d: диаметр пятна сварки.
3. Описание размерных символов
3.1 Размер для определения положения сварного шва должен быть указан на чертеже, а не в обозначении сварного шва.
3.2 Если в правой части основного символа отсутствует маркировка и не указана дополнительная информация, считается, что сварной шов является непрерывным по всей длине изделия.
3.3 Если слева от основного символа нет маркировки и не указана другая информация, считается, что стыковой шов должен быть заварен полностью.
3.4 Если сварные швы заглушки и канавки имеют скошенные края, следует отметить размер дна отверстия.
VI. Пример применения символов
Приложение A
(Информационное приложение)
Пример применения символа
A. 1 Применение основных символов
Примеры основных символов см. в таблице A.1.
A. 2 Базовая комбинация символов
Примеры применения основных комбинаций символов см. в таблице A.2.
A. 3 Комбинация основных и вспомогательных символов
Примеры сочетания основных и вспомогательных символов см. в таблице A.3.
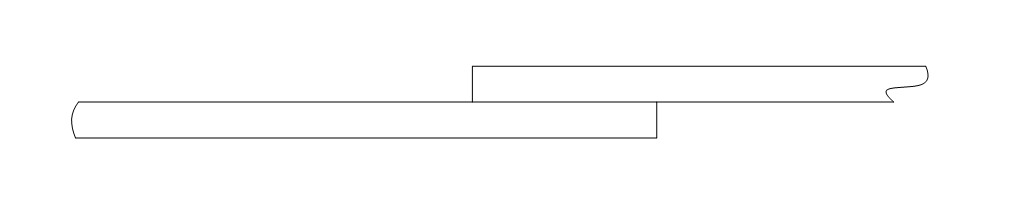
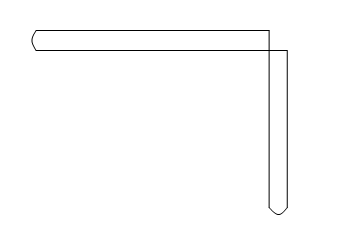
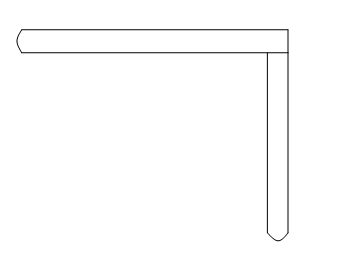
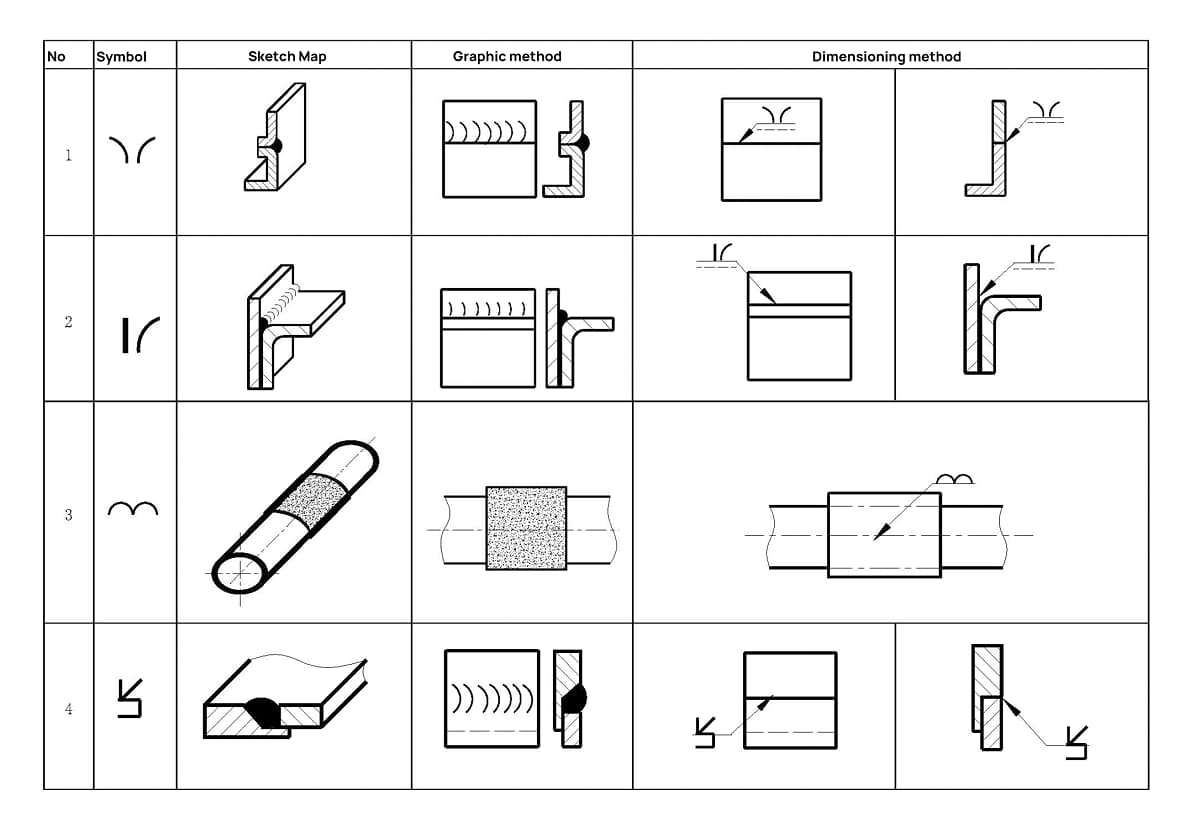
A. 4 Особые случаи
Обозначения сварного шва с развальцовкой, сварного шва с односторонней развальцовкой, сварного шва в штабеля и сварного шва с замковой кромкой см. в таблице A.4.
Таблица A.1 Примеры применения основных символов
Таблица A.2 Пример комбинации основных символов
Таблица A.3 Примеры сочетания основных и вспомогательных символов
Таблица A.4 Маркировка специальных сварных швов
Приложение B
(Нормативное приложение)
Метод сварки и его название
B. 1 Обозначение метода сварки на чертежах
Когда различные методы сварки обозначены на чертежах, вместо кодов, указанных в GB/T 5185, должны использоваться китайские иероглифы.
B. 2 Распространенные методы сварки и их названия
Распространенные методы сварки и их названия приведены ниже:
a) Ручная дуговая сварка (MIG-сварка покрытым электродом);
b) Дуговая сварка под флюсом;
в) MIG-сварка: Защитная сварка в расплавленном инертном газе;
г) MAG-сварка: Сварка в среде защитного газа в расплавленном неинертном состоянии;
д) TIG: сварка вольфрамовым электродом в инертном газе.
Если на чертеже необходимо простое изображение сварного шва, его можно показать с помощью видов, видов в поперечном сечении или чертежей поперечного сечения. В данном приложении для удобства использования приведен простой метод, обычно используемый компаниями, как описано в GB/T 12212. Для получения дополнительной информации обратитесь к GB/T 12212.
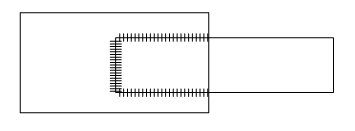
C. 2 Просмотры
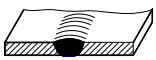
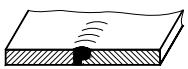
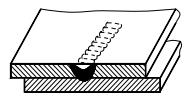
C. 2.1 Способ нанесения сварных швов показан на рис. C.1 и рис. C.2 (ряд тонких сплошных линий, обозначающих сварные швы, может быть нанесен от руки).
Также допускается использование толстых линий (2b ~ 3b) для изображения сварных швов, как показано на рис. C.3.
Однако в одном и том же рисунке можно использовать только один способ раскрашивания.
Метод нанесения сварных швов
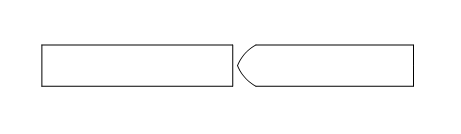
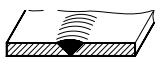
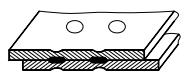
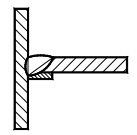
C. 2.2 При изображении торцевой поверхности сварного шва обычно используется толстая сплошная линия, очерчивающая контур шва.
При необходимости можно использовать тонкую сплошную линию, чтобы изобразить форму канавки до сварки, как показано на рис. C.4.
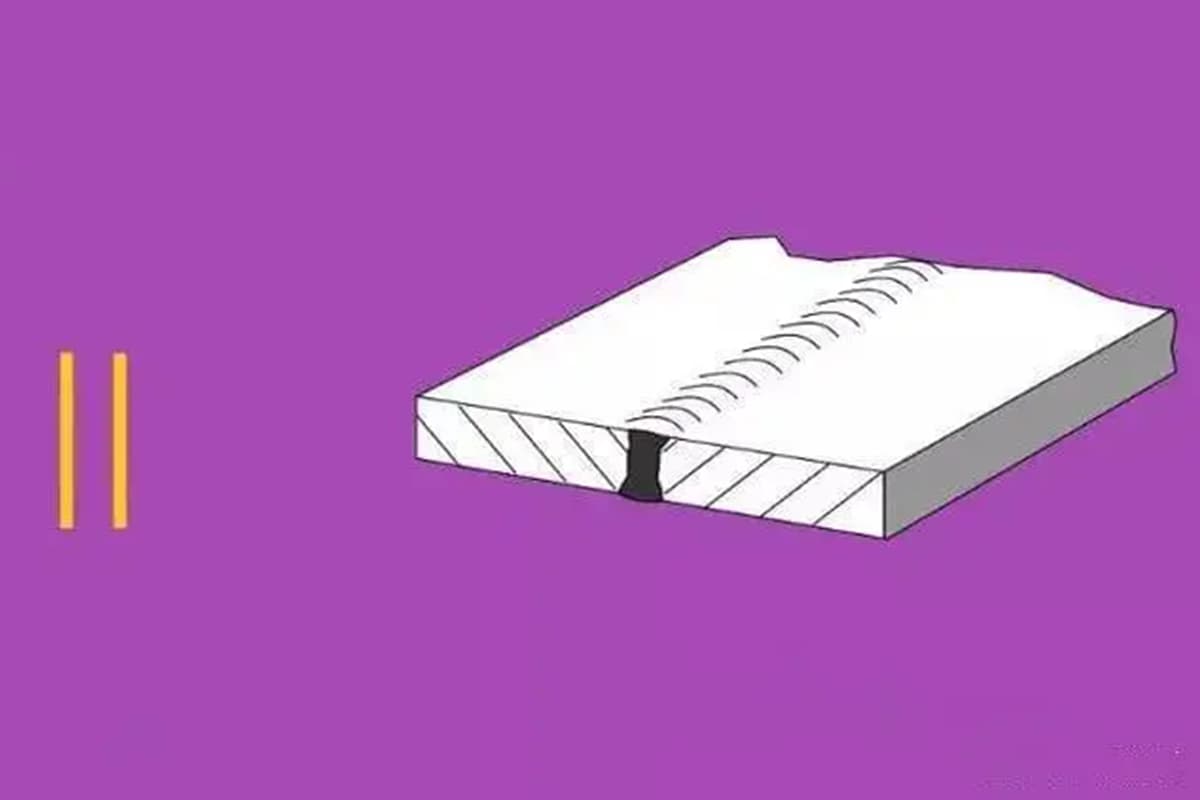
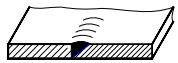
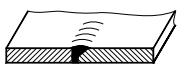
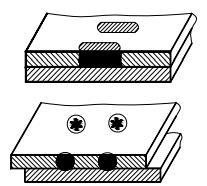
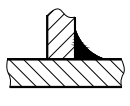
C. 3 Вид в разрезе или вид в разрезе
На видах в разрезе или профиле область сварки металла плавлением обычно обозначается черным цветом, как показано на рисунке С.5. Если необходимо указать и форму канавки, то область сварки плавлением также может быть представлена, как указано в пункте C.2.2, как показано на рисунке C.6.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель компании MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Вы когда-нибудь задумывались о том, как сварка превращает отдельные металлические детали в единое целое? В этой статье мы исследуем увлекательный мир сварных соединений, рассмотрим их типы, механические характеристики и...
Вы когда-нибудь задумывались, что означает "X-сварка" или "прихватка"? В нашей последней статье мы разбираем 292 важнейших сварочных термина, давая четкие определения и приводя практические примеры. Независимо от того, опытный вы сварщик или только начинаете,...
I. Содержание проверки корпуса сварочного робота II. Содержание проверки блока управления сварочного робота III. Содержание проверки внешней оси и сварочного зажима сварочного...
Представьте себе технологию сварки, которая обеспечивает точность, эффективность и универсальность, сводя к минимуму количество дефектов. Плазменно-дуговая сварка с переменной полярностью (VPPAW) позволяет добиться именно этого при сварке алюминиевых сплавов. Благодаря независимой регулировке тока...
Вы когда-нибудь задумывались, как тонкий металлический лист безупречно соединяется в сложных механизмах? Эта статья исследует увлекательный мир сварочных технологий, от ручной дуговой сварки до MIG и...
Эта статья посвящена увлекательному миру сварки, начиная с ручной дуговой сварки и заканчивая передовыми методами сварки в газовой среде. Вы узнаете о методах, преимуществах и способах применения различных сварочных процессов. Приготовьтесь к...
Вы когда-нибудь задумывались, как металлы соединяются, создавая окружающий нас мир? В этой статье мы погрузимся в увлекательный мир сварки, изучим ее основные принципы, методы и важнейшую роль, которую она...
Вы когда-нибудь задумывались, как инженеры-сварщики решают самые распространенные проблемы в своей области? От понимания дефектов сварного шва до освоения лучших методов работы с различными материалами - в этой статье рассказывается о 80 важнейших...
1. Введение Легкий вес, высокая скорость, безопасность, энергоэффективность, комфорт и долгий срок службы - вот символы современного железнодорожного транспорта. Ключом к достижению скорости движения поездов является решение...