Окончательное руководство по 3D-печати: Все, что вам нужно знать
Представьте, что вы создаете все, что хотите, слой за слоем, прямо у себя на столе. Добро пожаловать в мир 3D-печати! Эта революционная технология, также известная как аддитивное производство, позволяет создавать объекты путем послойного добавления материала, минуя традиционные методы вырезания из цельного блока. В этой статье вы узнаете о том, как работает 3D-печать, о ее различных методах и о ее невероятном применении в таких областях, как аэрокосмическая промышленность, медицина и производство. Приготовьтесь узнать, как 3D-печать меняет будущее производства и дизайна.
Аддитивное производство (AM), широко известное как технология 3D-печати, - это технология быстрого прототипирования, отличающаяся от традиционного производства с уменьшением материала.
Благодаря цифровому трехмерному сканированию и послойной обработке модели, с помощью цифрового производственного оборудования, похожего на принтеры, материалы непрерывно накладываются друг на друга, формируя требуемую твердотельную модель.
Технологическая схема аддитивного производства:
Технология 3D-печати была впервые разработана Чарльзом Халлом в 1986 году в процессе, названном стереолитографией (SLA), а затем были разработаны такие технологии, как селективное лазерное спекание (SLS), селективное лазерное плавление (SLM), технология микроструйной склейки (3DP).
С момента вступления в 21 век технология 3D-печати совершила новые прорывы и развитие, и под началом крупных технологий появилось множество малых технологий, отвечающих потребностям конкретных отраслей.
Например, технология SLA: цифровая обработка света (DLP), многоструйная технология (Ployjet), технология SLM: прямая обработка света. металлический лазер спекания (DMLS).
В настоящее время он широко используется в аэрокосмической промышленности, медицинском оборудовании, строительстве, автомобилестроении, энергетике, ювелирном дизайне и других областях.
Журнал Time включил аддитивное производство в список "10 самых быстрорастущих отраслей в США".
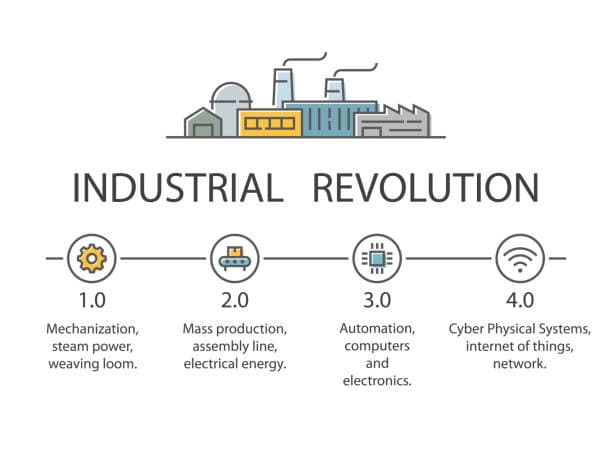
Британский журнал Economist считает, что она "будет способствовать реализации третьей промышленной революции вместе с другими цифровыми способами производства", изменит будущие способы производства и жизни, изменит способ производства товаров, изменит мировую экономическую модель, а затем и жизнь человека.
Анализ технических систем предыдущих промышленных революций
Промышленная революция
Характеристики
Теоретическая основа
Энергетическая / силовая установка
Производственная парадигма
Производственная парадигма
Первая промышленная революция (1750-1850)
Механизация
Паровая машина
Изготовление исходного равного материала и изготовление уменьшенного материала
Производство на одном станке
Вторая промышленная революция (1850-1950)
Электрификация
Теория механического сокращения, основанная на определенности и стандартизации
Нефтехимическая энергетика / двигатель внутреннего сгорания, мотор
Современное сокращенное и равноценное производство материалов
Массовое производство на основе конвейера
Третья промышленная революция (1950-2020)
Оцифровка
Кибернетика + теория систем
Реактивная энергия, ядерная энергия
Современное сокращенное и равноценное производство материалов
Автоматическое производство на базе компьютера
Четвертая промышленная революция (2020-2080?)
Интеллектуализация
Система + кибернетика + теория информации
Возобновляемая энергия / электростанция на основе управляемого ядерного синтеза
Интеграция процессов на основе аддитивного производства
Интеллектуальный завод на базе промышленного интернета
По сравнению с традиционной технологией производства (производство из уменьшенных материалов), 3D-печать не требует предварительного изготовления форм, удаления большого количества материалов в процессе производства, а также получения конечного продукта без сложного процесса штамповки.
Он обладает такими характеристиками, как "удаление пресс-форм, уменьшение количества отходов и сокращение складских запасов".
В производстве он позволяет оптимизировать структуру, экономить материалы и энергию, а также значительно повысить эффективность производства.
Эта технология применима для разработки новых продуктов, быстрого изготовления отдельных деталей и мелкосерийные детали производство, изготовление деталей сложной формы, проектирование и изготовление пресс-форм и т.д.
В то же время он применим для производства труднообрабатываемых материалов, контроля формы, сборки и быстрого реинжиниринга.
Время изобретения технологий 3D-печати и основные компании
SLA
Изобретатель: Чарльз Халл (1984) Доминирующая компания: America 3D systems, Liantai Technology
LOM
Изобретатель: Михаил Фейгин (1986) Доминирующая компания: America Helisys
FDM
Изобретатель: Скотт Крамп (1988) Доминирующая компания: Америка Stratasys/3Dsystems
SLS
Изобретатель: К.Р. Дечард (1989) Доминирующая компания: America 3DSystems, Huashu high tech
3DP
Изобретатель: Эмануал Сакс(1993) Доминирующая компания: America Zcorporation
SLM
Изобретатель: Дитер Шварце(1995) Доминирующая компания: Немецкое решение SLM, bolite
EBM
Изобретатель: Arcam AB (1997) Доминирующая компания: Швеция Arcam AB
Polyjet3D
Изобретатель: Objet(2000) Доминирующая компания: Israel3D systems
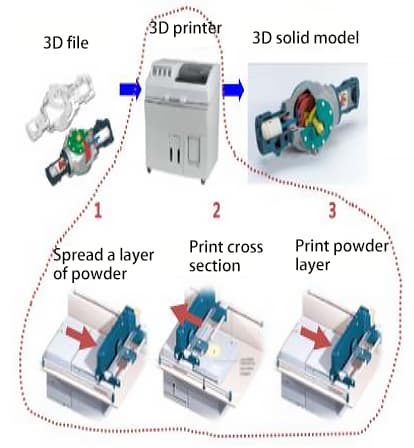
Основные принципы аддитивного производства
Процесс аддитивного производства в основном включает в себя два процесса: трехмерное проектирование и послойную печать.
Сначала для моделирования используется программное обеспечение для компьютерного моделирования, а затем построенная трехмерная модель разбивается на секции слой за слоем, чтобы направить принтер для печати слой за слоем.
1. 3D дизайн:
Стандартным форматом файлов для совместной работы дизайнерского программного обеспечения и принтера является формат STL.
В файле STL используются треугольные поверхности для аппроксимации поверхности объекта.
Чем меньше треугольная поверхность, тем выше разрешение генерируемой поверхности.
PLY - это сканер, который сканирует трехмерные файлы, созданные в результате сканирования.
Файлы VRML или WRL, созданные PLY, часто используются в качестве входных файлов для полноцветной печати.
2. Послойная печать:
Принтер считывает информацию о поперечных сечениях в документе, печатает эти сечения слой за слоем с помощью жидких, порошковых или листовых материалов, а затем соединяет сечения каждого слоя различными способами, чтобы создать единое целое, которое может создавать изделия любой формы.
Схема работы машины для аддитивного производства:
Принцип работы машины аддитивного производства в основном такой же, как и у обычного принтера, но материалы для печати совершенно другие.
Материалы для печати обычных принтеров - это чернила и бумага, в то время как машина для аддитивного производства содержит различные "печатные материалы", такие как металл, керамика, пластик и песок.
После подключения принтера к компьютеру материалы укладываются слой за слоем под управлением компьютера (процесс послойной обработки очень похож на струйную печать), и в итоге чертеж на компьютере превращается в физический объект.
Станок для аддитивного производства - это оборудование, которое может "печатать" настоящие 3D-объекты.
Классификация аддитивных технологий
Стандарт ISO / ASTM 52900:2015, выпущенный комитетом по технологиям аддитивного производства при международной организации по стандартизации, классифицирует аддитивные технологии на семь категорий, а именно: стереолитография (SLA)
Напыление клея (3DP)
Направленное осаждение энергии (DED)
Тонкое ламинирование (LOM)
Экструзия материалов (FDM)
Распыление материалов (ployjet)
Плавление в порошковом слое (SLM, SLS, EBM)
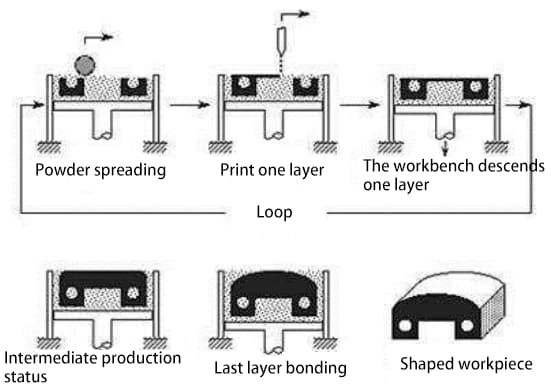
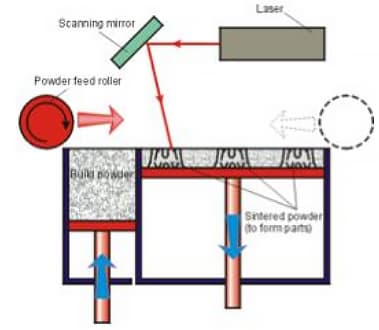
1. Селективное лазерное спекание (SLS)
Принцип заключается в том, что твердый порошок выборочно спекается слой за слоем с помощью лазера (в дополнение к основному металлическому порошку необходимо добавить определенную долю связующего порошка с низкой температурой плавления, а связующий порошок обычно представляет собой металлический порошок с низкой температурой плавления или органическую смолу и т.д.), и спеченный порошок накладывается на слой затвердевшего порошка, чтобы в итоге сформировать деталь желаемой формы.
Основным устройством, на котором базируется эта технология, является инфракрасный лазер, а энергетической рабочей средой - аргоновая или азотная атмосфера.
Его преимуществами являются простота производственного процесса, высокая эффективность производства, множество видов формовочных материалов, высокий коэффициент использования материала, широкое применение готовых изделий и отсутствие необходимости в вспомогательных системах.
Недостатком является то, что под действием клея в структуре появляются поры, ухудшаются механические свойства, требуется высокотемпературная переплавка и повторная обработка.
Кроме того, при длительном хранении продукт деформируется из-за выделения внутреннее напряжение, а качество поверхности среднее. Эксплуатационные расходы высоки, а оборудование дорогостоящее.
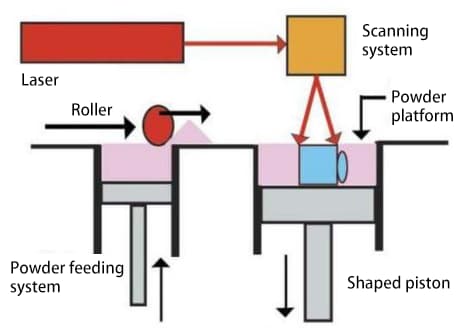
2. Селективное лазерное плавление (SLM)
Основное отличие этой технологии от технологии SLS заключается в том, что SLM напрямую нагревает металлический порошок с помощью лазера и не зависит от связующего порошка.
Металлический порошок достигает эффекта металлургического соединения через плавление и затвердевание, и в итоге получаются металлические детали с заданной структурой.
Для того чтобы лучше плавить металлы, технология SLM должна использовать лазерные лучи с высокой поглощающей способностью металлов.
Поэтому обычно используются лазерные лучи с меньшей длиной волны, такие как Nd YAG-лазер (1,064 мкм) и волоконный лазер (1,09 мкм).
Преимуществом является то, что в технологии SLM используется чистый металлический порошок, а плотность формируемых металлических деталей может достигать почти 100%;
Механические свойства, такие как прочность на разрыв, лучше, чем у литья, и даже достигают уровня поковок;
Плотность, механические свойства и точность формования лучше, чем при SLS.
Другая технология, селективное электронно-лучевое плавление (EBM), похожа на технологию SLM, за исключением того, что EBM использует кинетическую энергию высокоскоростного электронного луча для преобразования в тепловую энергию в качестве источника тепла для плавления металла, а рабочей средой является вакуум.
Использование электронного луча в качестве источника тепла позволяет достичь более высокой температуры плавления, чем лазер, а мощность печи и скорость нагрева можно регулировать.
Он может расплавлять тугоплавкие металлы и плавить различные металлы.
Однако есть и недостатки, такие как низкий выход металла, высокое удельное энергопотребление и жесткие требования к вакууму.
3. Направленное осаждение энергии (DED)
Принцип работы этой технологии аналогичен SLM.
Расплавленный бассейн образуется в зоне осаждения с помощью лазера или других источников энергии и движется с высокой скоростью.
Материал распыляется непосредственно в фокус мощного лазера через сопло в виде порошка или проволоки.
После расплавления он наносится слой за слоем, образуя необходимые детали.
По сравнению с технологией SLM эта технология имеет следующие преимущества:
Во-первых, это позволяет лазерная головка и заготовка могут перемещаться более гибко, что увеличивает свободу проектирования.
Во-вторых, при работе оборудования DED инертный газ напрямую выходит из лазерная головка и окружает поток порошка и расплавленный бассейн.
Он не зависит от наличия камеры давления, заполненной инертным газом.
Процесс 3D-печати может начаться немедленно, что значительно сокращает время подготовки производства.
В-третьих, он может производить крупные детали без вспомогательной структуры.
Недостатком является то, что процесс плавления не такой точный, как SLM, и готовые детали обычно приходится дорабатывать.
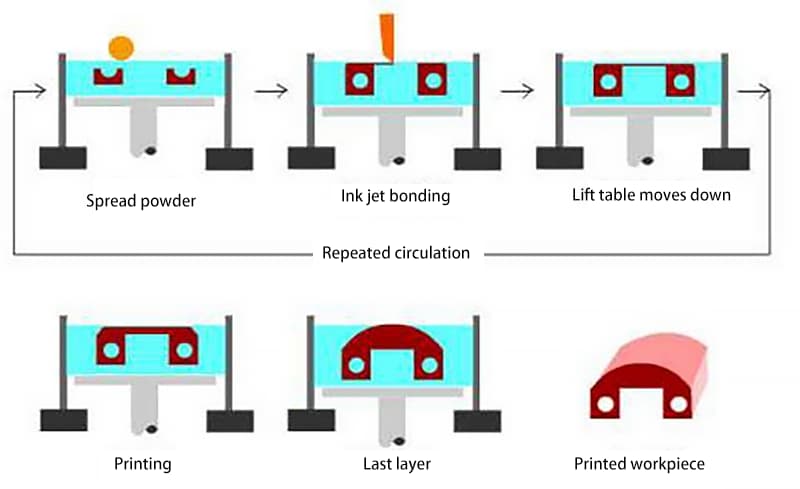
4. Технология микроспрейного склеивания (3DP)
Технология 3DP похожа на процесс SLS и формируется из керамики и гипсового порошка.
Отличие заключается в том, что порошок материала соединяется не путем лазерного спекания твердого порошка, а путем распыления прозрачного или цветного клея вдоль поперечного сечения детали через головку для печати клеем и затвердевания порошка.
Порошок в других местах используется в качестве опоры, а затем укладывается слой порошка.
Процесс повторяется до тех пор, пока печать не будет завершена.
Основным устройством, на которое в основном опирается технология 3DP, является клеевая печатающая головка, преимущества которой заключаются в широком спектре материалов для формования, малом потреблении энергии и небольшом объеме оборудования.
Однако недостатки также очевидны.
Детали, склеенные клеем, имеют низкую прочность, требуют последующей обработки, а изделия получаются рыхлыми и пористыми.
Технология polyjet3D, разработанная израильской компанией objet, похожа на 3DP, но в ней используется не клей, а светочувствительный полимерный формовочный материал, который напыляется.
В настоящее время технология polyjet3D стала изюминкой компании STRATASYS.
Во-первых, различные основные материалы могут быть смешаны вне машины, а новые материалы с лучшей производительностью может быть получена путем комбинирования.
Во-вторых, точность продукции может достигать разрешения в 16 микрон, и можно получать гладкие и очень тонкие детали и модели.
Наконец, технология широко распространена и может применяться для печати деталей с различной геометрией, механическими свойствами и цветами.
Например, матричная технология polyjet поддерживает одновременное распыление материалов нескольких моделей и цветов.
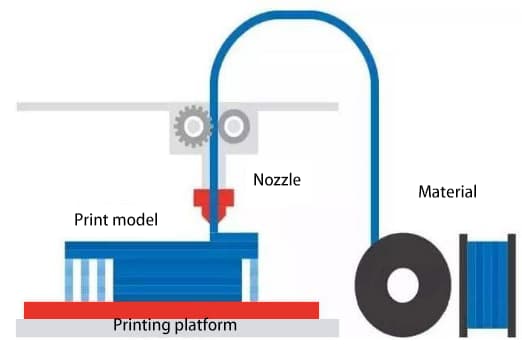
5. Формование методом литья с плавлением (FDM)
Принцип работы заключается в том, что нитевидное сырье (как правило, термопластичные материалы) подается в форсунку для горячего расплава через проволочный питатель, а затем нагревается и расплавляется в форсунке.
Расплавленные нити термопластичного материала выдавливаются через сопло, и экструзионная головка точно перемещается по контуру каждого участка детали.
Экструдированный полутекучий термопластичный материал осаждается и застывает в аккуратный тонкий слой, покрывающий собранные детали.
Таким образом, твердотельная модель или деталь укладывается слой за слоем снизу вверх.
Эта технология в основном основана на использовании микросопел (обычно диаметром 0,2-0,6 мм) и нагревателей (для поддержания температуры полутекучих формовочных материалов всего на 1 °С выше температуры плавления).
Его преимуществами являются:
1. Отсутствие необходимости в дорогостоящих компонентах, таких как лазеры, низкая стоимость и высокая скорость.
2. Нет ограничений по условиям использования. Его можно использовать как в офисе, так и дома.
Он прост в обслуживании, имеет небольшие размеры и не загрязняет окружающую среду.
3. Материал легко меняется, обладает высокой прочностью и жесткостью, что значительно сокращает цикл разработки продукта, позволяя быстро реагировать на изменения рынка и удовлетворять индивидуальные потребности клиентов.
Но есть и недостатки, такие как низкая точность деталей и сложность формирования сложных компонентов и крупных деталей.
6. Многослойное твердое производство (LOM)
В качестве сырья для этого метода используются листы (например, бумага или пластиковая пленка).
В соответствии с поперечным сечением детали, полученным с помощью компьютерного сканирования, лист, покрытый с обратной стороны клеем-расплавом, вырезается с помощью лазерная резка в соответствии с контуром детали.
После этого вырезанный лист накладывается на вырезанный лист, скрепляется с помощью устройства горячего прессования, а затем вырезается и скрепляется поперечное сечение следующего слоя детали, образуя цельную деталь.
Технология LOM в основном опирается на характеристики клея-расплава, который обладает такими преимуществами, как хорошая поддержка модели, легкая очистка от отходов, большой размер деталей, низкая стоимость и высокая эффективность.
Недостатком является низкая прочность на разрыв и эластичность, а также невозможность изготовления полых деталей;
Под влиянием материалов детали, напечатанные по технологии LOM, легко впитывают влагу и расширяются, а на поверхности появляются ступенчатые линии.
7. 3D-формование со светоотверждением (SLA)
Принцип технологии SLA заключается в том, что под управлением компьютера поверхность жидкой светочувствительной смолы сканируется ультрафиолетовым лазером точка за точкой в соответствии с секционными данными каждого слоя детали, так что тонкий слой смолы в сканируемой области отверждается реакцией фотополимеризации, образуя тонкий слой детали, который отверждается слой за слоем, пока не будет изготовлена вся деталь.
Эта технология в основном основана на использовании УФ-лазера и подходящих фоточувствительных материалов.
С одной стороны, материал из жидкой смолы формуется и отверждается от точки к линии и от линии к поверхности, что обеспечивает высокую точность и лучшее качество поверхности.
С другой стороны, сами смоляные материалы имеют некоторые недостатки, такие как ограниченная прочность, жесткость и термостойкость, которые не способствуют длительному хранению.
Усадка происходит в процессе отверждения смолы, что неизбежно приводит к возникновению напряжения или деформации.
Несмотря на то, что технология SLA развивалась ранее и в настоящее время является относительно зрелой, стоимость оборудования SLA все еще высока, затраты на обслуживание и использование высоки, а опорная конструкция заготовки должна быть разработана.
Заверните его
Согласно приведенному выше обзору распространенных на рынке методов 3D-печати, различные технологии аддитивного производства обычно имеют различия в материалах, источниках энергии и способах формовки.
Выбор технологии аддитивного производства зависит от использования деталей в последующих отраслях.
Технология аддитивного производства металлов обычно используется в аэрокосмической области, в то время как технология аддитивного производства неметаллов имеет более широкое применение, в основном в других областях промышленного дизайна, таких как автомобильная бытовая техника, медицинские приборы, товары для культуры и творчества и т.д.
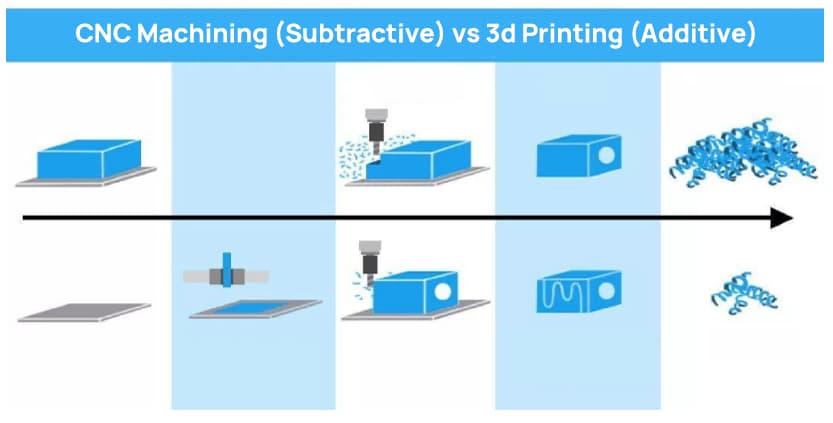
Аддитивное производство и субтрактивное производство
Сравнение между уменьшенным производством материалов и увеличенным производством материалов
Разница между традиционным производственным процессом и 3D-печатью
Контраст
Традиционный процесс производства
3D-печать
Принцип обработки
Закрепите сырье на оборудовании и используйте инструменты для уменьшения или удаления сырья, чтобы придать ему форму. Например: токарная обработка и резка железа. Или конструирование форм и литье материалов.
Оцифруйте напечатанную модель, нарежьте ее и укладывайте материалы слой за слоем. Например, возможны варианты лазерного спекания и селективного лазерного плавления.
Материал
В процессе резки образуется много отходов, стоимость неполного избыточного материала снижается, а коэффициент использования материала низкий.
Добавляйте материалы слой за слоем в соответствии с формой среза модели. Расходные материалы по требованию, экономия материалов.
Плесень
Проектирование пресс-формы занимает много времени, существует риск поломки пресс-формы и длительного перепроектирования
Нет необходимости в традиционных инструментах, приспособлениях, станках или любых пресс-формах и опорных конструкциях, что экономит время
Структура детали
Традиционный процесс производства интегральных изделий использует болтовое соединение и клепки. Конструкция для сращивания имеет множество соединений, множество деталей и сложную сборку.
Общая конструкция собирается напрямую, что уменьшает количество деталей, снижает вес конструкции, уменьшает количество стыков и обеспечивает хорошую герметичность. Сборка проста, а эффективность производства повышена.
Исполнение детали
Детали легко деформируются и гнутся после извлечения из инструмента.
Прямое формование, отсутствие деформации деталей при изгибе
Дизайн продукта
Разработка руководства по производству, дизайн продукта в соответствии с целесообразностью процесса резки и изготовления модели.
Производство с управлением проектированием позволяет смело проектировать поверхности и полости без учета сложности технологической резки и изготовления моделей
Ремонт деталей
Измерение размеров арматуры, изготовление новых деталей и их замена
Добавьте материалы к поврежденным деталям для ремонта
В 1980-х годах технология аддитивного производства начала бурно развиваться в Европе и США.
Применение технологии 3D-печати можно отнести к технологии трехмерного светоотверждения (SLA), разработанной Чарльзом Халлом из США в 1986 году.
В последующие 20 лет один за другим были получены патенты на ряд технологий 3D-печати, таких как слоистое твердотельное производство (LOM) и литье из расплава (FDM).
Тем временем в Европе и Америке постепенно сформировался ряд инновационных компаний, занимающихся 3D-печатью, таких как 3D systems, STRATASYS, SLM solution.
Поскольку технология 3D-печати зародилась в Европе и США, после более чем 30 лет развития SLA (стереоскопическое световое отверждение), SLS (селективное лазерное спекание) и другие технологии стали относительно зрелыми.
Она является относительно совершенной в области исследований и разработок и производства высокотемпературных металлических материалов и оборудования.
В XXI веке технология аддитивного производства получила дальнейшее развитие в различных областях, таких как цифровая обработка света (DLP) и многоструйная технология (Ployjet).
Также появились специальные материалы для 3D-печати и оборудование для 3D-печати.
В настоящее время индустрия 3D-печати во всем мире в основном сформировала полную промышленную цепочку, включающую сырье, детали, процессы, оборудование и услуги.
Некоторые ключевые предприятия превратились из единственного производителя оборудования в поставщика комплексных решений - от проектирования до производства конечных деталей.
Разработка технологии аддитивного производства
В 1986 году Чарльз Халл, американский ученый, разработал первый коммерческий станок для 3D-печати.
В 1993 году Массачусетский технологический институт получил патент на технологию 3D-печати.
В 1995 году Zcorp получила единственное разрешение от Массачусетского технологического института и приступила к разработке машины для аддитивного производства.
В 2005 году компания zcorp успешно разработала Spectrum Z510, первую на рынке машину для цветного аддитивного производства высокой четкости.
В 2010 году американская команда Jim Kor создала первый в мире автомобильный урбеч, напечатанный с помощью машины аддитивного производства.
В 2011 году британские исследователи разработали первый в мире шоколадный 3D-принтер.
В 2011 году инженеры из Саутгемптонского университета разработали первый в мире самолет, изготовленный из аддитивных материалов.
В 2012 году шотландские ученые впервые использовали человеческие клетки для печати искусственной ткани печени с помощью машины аддитивного производства.
В 2013 году компания Solid Concepts, занимающаяся аддитивным производством в Остине, штат Техас, разработала и изготовила металлический пистолет, изготовленный методом аддитивного производства.
В 2018 году российские космонавты использовали 3D-биопринтер на международной космической станции, чтобы попытаться распечатать щитовидную железу подопытных крыс в условиях невесомости.
В 2019 году Калифорнийский университет в Сан-Диего впервые использовал технологию быстрого аддитивного производства для изготовления каркаса спинного мозга, имитирующего структуру центральной нервной системы.
После загрузки нейронных стволовых клеток он был имплантирован в позвоночник крыс с серьезными повреждениями спинного мозга, что успешно помогло крысам восстановить двигательные функции.
Технология 3D-печати и область применения
Аддитивное производство металлических материалов
Применение лазерного селективного плавления (SLM):
Сложные мелкие металлические прецизионные детали, металлические коронки, медицинские имплантаты.
Применение лазерного формирования ближней сетки (LENS):
Крупные сложные металлические детали самолетов
Применение электронно-лучевого селективного плавления (EBSM):
Сложные металлические компоненты для аэрокосмической промышленности, медицинские имплантаты;
Применение электронно-лучевого плавкого осаждения (EBDM):
Крупные металлические детали для аэрокосмической промышленности
Аддитивное производство неметаллических материалов
Применение светоотверждаемого формования (SLA):
Проектирование и разработка промышленных изделий, производство инновационных и креативных продуктов, изготовление восковых форм для точного литья.
Формирование методом осаждения расплава (FDM):
Проектирование и разработка промышленных изделий и производство инновационных и креативных продуктов.
Применение лазерного селективного спекания (SLS):
Инженерные пластиковые детали для аэрокосмической промышленности, песчаные стержни для литья автомобильной и бытовой техники, медицинские хирургические направляющие и ортопедические имплантаты
Применение трехмерной печати (3DP):
Дизайн и разработка промышленных изделий, песчаные стержни для литья, медицинские имплантаты, медицинские модели, инновационные и креативные продукты, архитектура.
Применение распылительного формования материалов (Ployjet):
Дизайн и разработка промышленных изделий, медицинских имплантатов, производство инновационных и креативных продуктов, восковых форм для литья.
Тип материала для 3D-печати
Материалы для 3D-печати являются важной материальной основой для развития технологии 3D-печати, а материалы - важным ограничением для развития 3D-печати.
Согласно статистике отрасли применения 3D-печати, опубликованной компанией wohlersAssociates Inc. в 2019 году, наибольшая доля приходится на автомобильную промышленность - 16,4%;
Потребительская электроника и аэрокосмическая промышленность занимают второе и третье места с 15,4% и 14,7%.
В соответствии с характеристиками продукции в области переработки и сбыта, существует большой спрос на металлические и композитные материалы, которые, как ожидается, станут "переломным моментом" в производстве материалов для 3D-печати.
Материалы для 3D-печати и области их применения
Сырье, используемое в общей 3D-печати, специально разработано для оборудования и процессов 3D-печати, которые отличаются от обычных металлические материалыпластмассы, гипс, смолы и т. д. Их форма обычно бывает порошкообразной, нитевидной, слоистой, жидкой и т.д.
Технологии аддитивного производства можно классифицировать с точки зрения свойства материала:
Например, для стереолитографии (SLA) используется жидкая светочувствительная смола;
Для изготовления слоистых твердых материалов (LOM) требуются листовые материалы, такие как бумага и пластиковая пленка, а для селективного лазерного спекания (SLS) и селективного лазерного плавления (SLM) - в основном металлические и керамические порошковые материалы.
Материалы для 3D-печати и соответствующие технологии
В тяжелых промышленных изделиях обычно используются высокотемпературные и коррозионностойкие металлические материалы.
Чтобы удовлетворить потребности тяжелых промышленных изделий, 3D-печать сначала развивалась и больше всего инвестировала в металлический порошок.
Металлический порошок обычно требует высокой чистоты, хорошей сферичности, узкого распределения частиц по размерам и низкого содержания кислорода.
В настоящее время металлические порошковые материалы, используемые для 3D-печати, в основном включают титановый сплав, кобальто-хромовый сплав, нержавеющую сталь и алюминиевый сплав материалы, а также золото, серебро и другие порошковые материалы из драгоценных металлов, используемые для печати ювелирных изделий.
Титановый сплав широко используется для изготовления деталей холодного конца компрессоров авиационных двигателей и различных конструкционных деталей ракет, ракет и самолетов благодаря своей высокой прочности, хорошей коррозионной стойкости и высокой жаропрочности.
Кроме того, порошок из нержавеющей стали широко используется благодаря своей коррозионной стойкости. 3D-печатные модели из нержавеющей стали обладают высокой прочностью и подходят для печати крупногабаритных изделий.
В настоящее время в Европе и США реализовано лазерное прямое формование небольших деталей из нержавеющей стали, суперсплава и других материалов.
В будущем лазерное ускоренное формование крупных металлических деталей из суперсплавов и титановых сплавов станет основным техническим направлением.
2. Инженерные пластмассы
Инженерные пластмассы относятся к промышленным пластмассам, используемым в качестве промышленных деталей или материалов для оболочек, которые обладают превосходной прочностью, ударопрочностью, термостойкостью, твердостью и устойчивостью к старению.
Инженерные пластики в настоящее время являются наиболее широко используемыми материалами для 3D-печати, включая материалы ABS, PC, нейлон и т.д.
PC-ABS - один из наиболее широко используемых термопластичных инженерных пластиков.
Он обладает прочностью ABS и высокой прочностью и термостойкостью материалов PC, и в основном используется в автомобильной промышленности, производстве бытовой техники и средств связи.
Прочность образца, изготовленного из этого материала, примерно на 60% выше, чем у традиционных деталей.
В промышленности материалы PC-ABS обычно используются для печати термопластичных деталей, таких как концептуальные модели, функциональные прототипы, производственные инструменты и готовые детали.
PC-ISO - это белый термопластичный материал, прошедший медицинскую и санитарную сертификацию.
Он обладает высокой прочностью и широко используется в фармацевтической промышленности и производстве медицинского оборудования, например, в хирургическом моделировании, ремонте черепа, стоматологии и других профессиональных областях.
3. Материал фоточувствительной смолы
Фоточувствительная смола - это, как правило, жидкость, которая может немедленно вызвать реакцию полимеризации до полного отверждения под воздействием ультрафиолетового света определенной длины волны, и может быть использована для изготовления высокопрочных, устойчивых к высоким температурам и водонепроницаемых материалов.
Материал Somos 19120 розового цвета - это специальный материал для литья.
После формовки он может непосредственно заменить восковую пленку прототипа точного литья, избежать риска развития формы, иметь характеристики низкого уровня удержания золы и высокой точности.
Следующий материал Somos - это белый материал. Это новый тип материала PC с очень хорошей прочностью. По своим характеристикам он практически не уступает нейлоновому материалу, изготовленному методом селективного лазерного спекания (SLS), и обладает лучшей точностью и качеством поверхности.
Компоненты, изготовленные из этого материала, обладают наилучшей жесткостью и прочностью, сохраняя при этом такие преимущества светоотверждаемых материалов для трехмерного моделирования, как изысканность исполнения, точность размеров и красивый внешний вид.
В основном он используется в автомобильной промышленности, производстве бытовой техники и электронных потребительских товаров.
4. Керамические материалы
Он обладает высокой прочностью, высокой твердостью, термостойкостью, низкой плотностью, хорошей химической стабильностью, коррозионной стойкостью и другими отличными характеристиками, и широко используется в аэрокосмической, автомобильной, биологической и других отраслях промышленности.
При традиционной технологии сложные керамические детали необходимо формировать с помощью пресс-форм, которые имеют высокую стоимость обработки и длительный цикл разработки, а также с трудом отвечают требованиям постоянного обновления продукции.
В 3D-печати для обработки керамического порошка используется селективное лазерное спекание (SLS), которое позволяет устранить громоздкие этапы проектирования и реализовать быстрое создание прототипов изделий.
Этот материал имеет определенные дефекты. При SLS используется смесь керамического порошка, спеченного лазером, и определенного связующего порошка.
После лазерного спекания керамические изделия необходимо поместить в печь с регулируемой температурой для последующей обработки.
Кроме того, при прямом и быстром спекании керамического порошка лазером поверхностное натяжение жидкой фазы высокое, и в процессе быстрого затвердевания возникает большое тепловое напряжение, что приводит к образованию микротрещин.
5. Другие материалы
В последние годы пищевые материалы, такие как цветные гипсовые материалы, искусственный костный порошок, клеточные биологические материалы и сахар, также применяются в области 3D-печати.
Цветной гипсовый материал - это полноцветный материал для 3D-печати.
По принципу послойной печати на порошковых материалах, после обработки 3D-печатных изделий на поверхности могут появиться эффекты мелких частиц, напоминающие камни, а на изогнутой поверхности - мелкие кольцевые текстуры.
Поэтому они чаще всего используются в анимационной кукле и других областях.
Свежее мясо, напечатанное в Университете Пенсильвании в США, изготавливается путем использования клеточной среды, культивируемой в лаборатории, для создания заменителя, похожего на свежее мясо, с использованием водного раствора в качестве связующего вещества, а затем соединяется со специальными молекулами сахара.
Существуют также биологические чернила из человеческих клеток, которые пока находятся на стадии разработки, и такая же специальная биологическая бумага.
При печати биологические чернила распыляются на биологическую бумагу под управлением компьютера и в итоге формируют различные органы.
Что касается пищевых материалов, то в настоящее время сахарные 3D-принтеры могут напрямую создавать десерты различной формы, красивые и вкусные, распыляя нагретый сахар.
Существующие специальные материалы для аддитивного производства включают в себя металлические материалы, неорганические неметаллические материалы, органические полимерные материалы и биоматериалы.
Однако применение технологии аддитивного производства серьезно ограничено из-за небольшого количества отдельных материалов и недостаточной производительности.
В настоящее время лидеры отрасли и некоторые предприятия, производящие материалы, один за другим открывают поле для специальных материалов, создавая ряд новых полимерных композиционных материалов, высокоэффективных сплавов, биоактивных материалов, керамических материалов и других специальных материалов.
Соответствующие предприятия сочетают наноматериалы, углеродные волокна и другие материалы с существующими системами материалов, разрабатывают многофункциональные нанокомпозиты, композиты, армированные волокнами, композиты с неорганическими наполнителями, композиты с металлическими наполнителями, полимерные сплавы и другие композиты, которые не только наделяют материалы многофункциональными характеристиками, но и расширяют область применения технологии аддитивного производства, делая композиты одним из направлений развития специальных материалов.
Преимущества аддитивного производства
По сравнению с традиционным производственным методом уменьшения материалов (механическая обработка - метод удаления материалов путем режущие инструменты), аддитивное производство (аддитивное производство) имеет множество преимуществ:
1. Сокращение времени производства и повышение эффективности:
Изготовление модели традиционными методами обычно занимает несколько дней, в зависимости от размера и сложности модели, в то время как с помощью технологии трехмерной печати это время можно сократить до нескольких часов, что, конечно, зависит от производительности принтера и размера и сложности модели.
2. Повысить эффективность использования сырья:
По сравнению с традиционной технологией производства металла, аддитивная машина производит меньше побочных продуктов при изготовлении металла.
С развитием печатных материалов производство "чистой формы" может стать более экологичным методом обработки.
3. Завершите реализацию сложной структуры для улучшения характеристик продукта:
Традиционное производство из уменьшенных материалов имеет ограничения по обработке сложные формы и внутренних брюшных структур, а аддитивное производство может улучшить характеристики изделия за счет изготовления сложных структур и имеет несравненные преимущества в аэрокосмической промышленности, обработке пресс-форм и других областях.
Мероприятие по 3D-печати
1984-1989
1984: Чарльз Халл разработал первую технологию 3D-печати SLA
1986: Создана компания LOM technology и основана компания 3D systems
1988: Формирование технологии FDM
1989: формирование технологии SLS, создание компаний STRATASYS и EOS
1990-2010
1992 год: сформировалась технология 3DP, и компания 3D Systems выпустила первый трехмерный ТПА со световым отверждением.
2002: 3D-печать первого человеческого органа - почки.
2006: родился первый SLS-принтер
2009: на рынке появился комплект 3D-принтера, выпущенный компанией makerbot
С 2011 года
2011: компания Materialise впервые предоставляет услуги по печати ювелирных изделий из золота и серебра
2012: Гиганты 3D-печати Stratasys и Objet объединились
2013: Первая в Китае 3D-печать крупногабаритных деталей главного подшипника самолета из титанового сплава
2016: GE приобрела двух гигантов 3D-печати - Concept laser и Arcam.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Вы когда-нибудь задумывались о том, как 3D-печать произвела революцию в производстве? В этой статье мы рассмотрим основные процессы и особенности 3D-печати, начиная с ее истоков с порошка и...
Что позволяет создавать замысловатые конструкции в 3D-печати? Ответ кроется в поддерживающих структурах. В этой статье рассматриваются необходимость, типы и стратегии проектирования опорных конструкций, которые предотвращают деформацию деталей...
Представьте, что вы создаете сложные предметы с нуля, используя только лазер и сырье. Это не научная фантастика, это магия лазерной 3D-печати, передового процесса аддитивного производства. Это...
Представьте себе мир, в котором мы можем печатать человеческие органы не только в 3D, но и с возможностью роста и эволюции, как живые ткани. Таковы перспективы 5D...
Представьте себе мир, в котором предметы не только принимают форму, но и развиваются с течением времени. Это обещание 4D-печати - революционного скачка по сравнению с традиционной 3D-печатью, включающей время как...
Как технология, позволяющая создавать материалы слой за слоем, может произвести революцию в оборонной промышленности? Аддитивное производство, или 3D-печать, меняет военный потенциал, позволяя быстрее производить важные компоненты,...