Станок - это машина, которая используется для производства других машин. Его также называют рабочим или инструментальным станком, а традиционно именуют станком.
Станки обычно делятся на металлорежущие, кузнечные, деревообрабатывающие и другие.
В современном машиностроении существует множество способов обработки механических деталей. Помимо резки, существуют также литье, ковка, сварка, штамповка, экструзия и многое другое. Однако детали с высокой точностью и тонкостью шероховатость поверхности как правило, нуждаются в обработке методом резания на станке.
Станки играют важную роль в строительстве модернизации национальной экономики.
Типы станков
Существует множество разновидностей и спецификаций станков с ЧПУ, и методы их классификации могут быть различными. Однако в целом их можно классифицировать по функциям и структуре, используя следующие четыре принципа.
Классификация по траектории управления движением станка
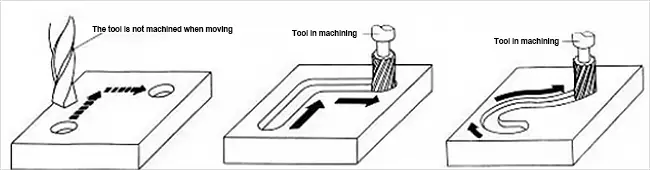
(1) станок с ЧПУ инструмент с точечным управлением
Точечное управление требует только точного позиционирования подвижных частей станка из одной точки в другую, а требования к траектории движения между точками не являются жесткими. Во время перемещения не происходит никакой обработки, и перемещение между координатными осями не имеет значения.
Чтобы добиться быстрого и точного позиционирования, смещение между двумя точками обычно сначала быстро перемещается, а затем медленно приближается к точке позиционирования, чтобы обеспечить точность позиционирования. На рисунке ниже показана траектория движения при управлении положением точки.
К станкам с функцией точечного управления в основном относятся сверлильные станки с ЧПУ, фрезерные станки с ЧПУ, перфораторы с ЧПУ и другие.
С развитием технологий числового программного управления и снижением цен на системы числового программного управления, системы числового программного управления, используемые только для точечного управления, становятся все более редкими.
(2) Станок с ЧПУ с линейным управлением
Станки с ЧПУ с линейным управлением, также известные как станки с ЧПУ с параллельным управлением, обладают возможностью не только точного позиционирования между контрольными точками, но и контроля скорости перемещения и траектории между двумя связанными точками.
Однако маршрут его перемещения проходит только параллельно координатной оси станка, что означает одновременное управление только одной координатной осью, что устраняет необходимость использования функции интерполяции в системе ЧПУ. При перемещении инструмент может резать с заданной скоростью подачи, и обычно он может обрабатывать только прямоугольные и ступенчатые детали.
Станки с функцией линейного управления в основном состоят из относительно простых токарных станков с ЧПУ, фрезерных станков с ЧПУ, шлифовальных станков с ЧПУ и так далее. Система ЧПУ такого станка также известна как система ЧПУ с линейным управлением. Аналогично, Станки с ЧПУ которые используются исключительно для линейного управления, встречаются редко.
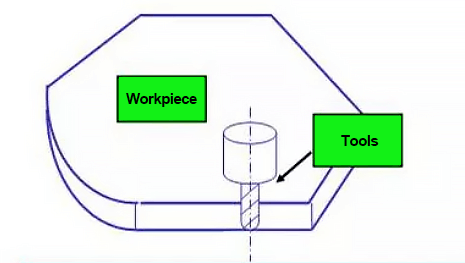
(3) Станок с ЧПУ с контурным управлением
Схема обработки на станке с ЧПУ с контурным управлением
Станок с ЧПУ с контурным управлением, также известный как станок с ЧПУ с непрерывным управлением, имеет возможность управлять перемещением и скоростью двух или более координат движения одновременно.
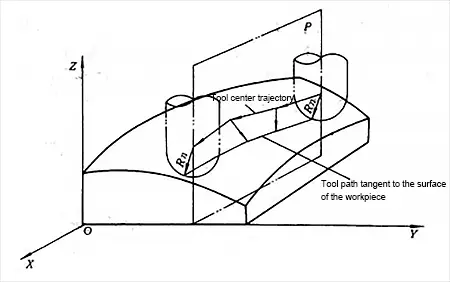
Чтобы соответствовать траектории относительного движения инструмента по контуру заготовки и требованиям контура обработки заготовки, управление перемещением и управление скоростью каждого координатного перемещения должны быть точно согласованы в соответствии с заданной пропорциональной зависимостью. Поэтому устройство ЧПУ в этом режиме управления требует функции интерполяции.
Интерполяция предполагает описание формы линии или дуги с помощью математической обработки калькулятора интерполяции в системе ЧПУ на основе ввода основных данных программы, таких как координаты конца линии, координаты конца дуги и координаты центра или радиуса. Затем по результатам вычислений на контроллер каждой координатной оси распределяются импульсы, управляющие перемещением звеньев каждой координатной оси для достижения требуемого контура.
Во время движения инструмент может непрерывно резать поверхность заготовки и обрабатывать все виды прямых линий, дуг и кривых. Такие станки в основном состоят из токарных станков с ЧПУ, фрезерных станков с ЧПУ, проволочно-вырезных станков с ЧПУ, обрабатывающих центров и так далее.
Соответствующее устройство ЧПУ называется системой ЧПУ с контурным управлением, которую можно разделить на следующие виды в зависимости от количества управляемых координатных осей:
① Двухосевая навеска
В основном используется для Токарный станок с ЧПУ обработка вращающихся поверхностей или фрезерный станок с ЧПУ для обработки криволинейных цилиндрических поверхностей.
② Двухосевое полукольцо
В основном используется для управления станками с более чем тремя осями. Две оси могут быть связаны между собой, а на другую ось может подаваться периодическое питание.
③ Трехосевая навеска
Как правило, они делятся на две категории. Одна - это связь трех линейных координатных осей X/Y/Z, которая в основном используется во фрезерных станках с ЧПУ, обрабатывающих центрах и так далее.
Другой вариант - управление осью координат вращения, вращающейся вокруг одной из осей линейных координат в дополнение к двум линейным координатам в X/Y/Z одновременно.
Например, в токарном центре, помимо связи продольной (ось Z) и поперечной (ось x) линейных координатных осей, необходимо одновременно управлять связью главного шпинделя (ось c), вращающегося вокруг оси z.
④ Четырехкоординатная навеска
Он одновременно управляет связью между тремя линейными координатными осями X/Y/Z и вращающейся координатной осью.
⑤ Пятиосевая навеска
Помимо одновременного управления связью трех координатных осей X/Y/Z, она также управляет двумя координатными осями A, B и C, вращающимися вокруг этих линейных координатных осей, образуя связь одновременного управления пятью осями.
В это время инструмент может быть установлен в любом направлении в пространстве. Например, можно управлять поворотом инструмента вокруг оси x и оси y одновременно, чтобы инструмент сохранял нормальное направление к обрабатываемой поверхности контура в точке резания, обеспечивая гладкость обработанной поверхности, повышая точность и эффективность обработки и уменьшая шероховатость обработанной поверхности.
2. Классификация по режиму сервоуправления
(1) станок с ЧПУ с открытым контуром управления
Сервопривод подачи этого типа станков работает в открытом режиме, что означает отсутствие устройства обратной связи. Как правило, его приводным двигателем является шаговый двигатель. Главная особенность шагового двигателя заключается в том, что каждый раз, когда схема управления изменяет командный импульсный сигнал, двигатель поворачивается на угол шага, а сам двигатель обладает способностью к самоблокировке.
Сигнал команды подачи, выдаваемый системой ЧПУ, управляет приводной цепью через распределитель импульсов. Он управляет координатным перемещением по количеству импульсов преобразования, скоростью перемещения - по частоте импульсов преобразования, а направлением перемещения - по порядку распределения импульсов преобразования. Поэтому наиболее существенной особенностью этого режима управления является удобство управления, простота конструкции и низкая цена.
Поток командных сигналов, передаваемых системой ЧПУ, является односторонним, поэтому нет проблем с устойчивостью системы управления. Однако, поскольку ошибка механической передачи не корректируется обратной связью, точность перемещения невелика. Ранние станки с ЧПУ использовали этот режим управления, но процент отказов был относительно высок.
В настоящее время он по-прежнему широко используется благодаря усовершенствованию схемы управления. В Китае, в частности, этот режим управления часто используется при преобразовании ЧПУ общеэкономических систем ЧПУ и старого оборудования. Кроме того, этот режим управления может быть сконфигурирован с однокристальным микрокомпьютером или одноплатным компьютером в качестве устройства числового управления, что снижает цену всей системы.
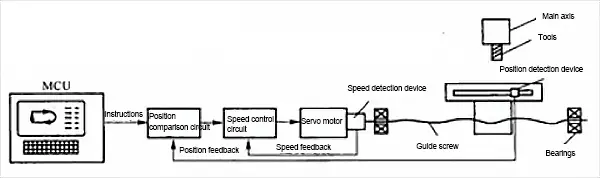
(2) станок с замкнутым контуром управления
Сервопривод подачи этого типа станков с ЧПУ работает в режиме управления с обратной связью по замкнутому контуру. В качестве приводного двигателя может использоваться серводвигатель постоянного или переменного тока, а также должны быть настроены обратная связь по положению и обратная связь по скорости.
Во время обработки фактическое смещение движущихся частей постоянно определяется и своевременно передается на компаратор в системе ЧПУ. Затем это значение сравнивается с командным сигналом, полученным в результате операции интерполяции. Разница между ними используется в качестве управляющего сигнала сервопривода, который приводит в движение перемещаемую деталь для устранения ошибок смещения.
Позиция установки элемента обнаружения обратной связи по положению и используемого устройства обратной связи определяет, является ли это режимом управления с полным или полузакрытым контуром.
① Полный замкнутый контур управления
Как показано на рисунке, устройство обратной связи по положению использует элемент обнаружения линейного перемещения, в качестве которого в настоящее время широко применяются решетчатые линейки. Он устанавливается на седле станка, что позволяет непосредственно определять линейное перемещение координат станка.
Благодаря обратной связи можно устранить погрешность передачи во всей цепи механической передачи от двигателя к седлу станка, что обеспечивает высокую точность статического позиционирования станка.
Однако в рамках всего контура управления характеристики трения, жесткости и зазора многих звеньев механической трансмиссии являются нелинейными. Кроме того, время динамического отклика всей цепи механической передачи намного больше времени электрического отклика, что создает значительные трудности для коррекции стабильности всей замкнутой системы. Таким образом, проектирование и настройка системы также очень сложны.
Этот режим управления с полным замкнутым циклом в основном используется для координатных станков с ЧПУ и прецизионных шлифовальных станков с ЧПУ, к которым предъявляются высокие требования по точности.
② Полузамкнутый контур управления
Как показано на рисунке, для обратной связи по положению используется элемент определения угла, причем в настоящее время в основном применяются энкодеры. Он устанавливается непосредственно на конце серводвигателя или ведущего винта.
Поскольку большинство звеньев механической передачи не включены в замкнутый контур системы, это позволяет получить более стабильные характеристики управления.
Механические ошибки передачи, такие как ошибки ведущего винта, не могут быть исправлены в любое время с помощью обратной связи. Однако для повышения точности можно использовать метод компенсации программных настроек.
В настоящее время большинство станков с ЧПУ используют полузамкнутый режим управления.
③ Станок с ЧПУ с гибридным управлением
Характеристики вышеуказанных режимов управления избирательно комбинируются для создания гибридной схемы управления.
Как уже упоминалось ранее, режим управления с разомкнутым контуром обладает хорошей стабильностью, низкой стоимостью и низкой точностью, в то время как стабильность полного замкнутого контура оставляет желать лучшего.
Поэтому, чтобы дополнить друг друга и удовлетворить требования к управлению некоторыми станками, необходимо использовать гибридный режим управления.
Широко используется компенсация в разомкнутом и полузамкнутом контуре.
3. Классификация по функциональному уровню системы ЧПУ
В соответствии с функциональным уровнем a CNC В системе, как правило, они делятся на низкие, средние и высокие.
Границы низкого, среднего и высокого классов условны, и в разные периоды стандарты деления будут отличаться.
В соответствии с текущим уровнем развития, различные типы Системы ЧПУ На основании определенных функций и показателей их можно разделить на низкие, средние и высокие.
Среди них средние и высокие классы принято называть полнофункциональными ЧПУ или стандартными ЧПУ.
4. Классификация в зависимости от типа технологии обработки и использования станков
(1) Резка металла
Речь идет о станках с ЧПУ с различными процессами резания, такими как точение, фрезерование, бурениеШлифование, развертывание и строгание.
Их можно разделить на следующие две категории:
① Обычные станки с ЧПУ
Например, токарные станки с ЧПУ, фрезерные станки с ЧПУ, шлифовальные станки с ЧПУ и т.д.
② Обрабатывающие центры
Его главная особенность - магазин для инструментов с механизмом автоматической смены инструмента, через который заготовка проходит один раз.
После зажима, автоматически меняя все виды режущие инструментыРазличные процессы, такие как фрезерование (точение) шпонки, петли, сверление и нарезание резьбы, непрерывно обрабатываются на каждой обрабатываемой поверхности заготовки на одном и том же станке, таком как (строительные/фрезерные) обрабатывающие центры, токарные центры, сверлильные центры и т.д.
(2) Обработка металлов давлением
Речь идет о станках с ЧПУ, использующих технологии экструзии, штамповки, прессования, вытяжки и другие. процессы формования. Обычно используются прессы с ЧПУ, прессы с ЧПУ листогибочный пресс станки, трубогибочные станки с ЧПУ, прядильные станки с ЧПУ и т.д.
(3) Специальная обработка
В основном это WEDM с ЧПУ, EDM с ЧПУ, машина пламенной резки с ЧПУ, Лазерная обработка с ЧПУ, и т.д.
(4) Геодезия и черчение
В основном это КИМ, инструмент для настройки инструмента с ЧПУ, плоттер с ЧПУ и т.д.