I. Обзор оснастки листогибочного пресса
Листогибочная оснастка, широко используемая в производстве листового металла, является распространенным инструментом для обработки листового металла.
Инструменты листогибочного пресса в основном можно разделить на две категории: верхний инструмент (пуансон) и его принадлежности, нижний инструмент (матрица) и его принадлежности.
Компоненты верхнего инструмента включают верхний зажим, пуансон, рукоятку и головку инструмента. Компоненты нижнего инструмента состоят из матрицы, держателя матрицы, седла и зажимов. Эти компоненты могут быть взаимозаменяемыми и изготавливаются из инструментальных материалов.
При работе верхний инструмент (пуансон) давит на поверхность листа, а нижний инструмент (матрица) сжимает его, деформируя лист до нужной формы. Во время этого процесса лист сгибается и деформируется, при этом внутренний материал сгибаемого радиуса сжимается, а внешний - растягивается.
Материал оснастки и лист неизбежно будут испытывать трение и сжатие друг о друга, что приведет к необратимому износу оснастки.
Поверхность контакта между материалом инструмента листогибочного пресса и заготовкой часто является свежей поверхностью; контактное давление чрезвычайно велико, иногда оно превышает предел текучести обрабатываемого материала.
Температура поверхности контакта может варьироваться от 200 до 500 °C и достигать максимума при 800-1000 °C. Износ инструментального материала обычно происходит в результате сочетания механического износа, тепловой деформации и химического воздействия.
Поэтому при выборе материала для оснастки листогибочного пресса следует учитывать определенные свойства: твердость, жаропрочность и износостойкость.
Как правило, используется углеродистая сталь T8-T12, при этом T10 является наиболее популярной благодаря сбалансированной прочности и износостойкости.
После термообработки его твердость может превышать 60HRC. Она экономична в производстве, но обладает плохой закалкой и жаростойкостью (до 250°C). Эта сталь часто используется для стандартных листогибочные станки. Для превосходного инструментального материала, 42CrMo выбрана высокопрочная легированная конструкционная сталь.
42CrMo - это сверхвысокопрочная сталь с превосходной прочностью и вязкостью. После отпуска она может похвастаться высоким пределом усталости и многократной ударной вязкостью и может работать при температуре ниже 500°C. После термообработки ее идеальная твердость составляет около 45-48HRC.
В настоящее время большинство Листогибочный пресс с ЧПУ Инструменты изготовлены из материала 42CrMo. Еще лучшим вариантом является инструментальная сталь для холодной обработки Cr12MoV. Обогащенная достаточным количеством хрома, молибдена и ванадия, она обеспечивает улучшенную закалку и твердость.
После закалки ее общие механические свойства превосходят другие виды стали, что делает ее пригодной для изготовления сложных часто используемых холодноштамповочных форм большого сечения. Инструменты, изготовленные из нее, отличаются высокой точностью и долговечностью, хотя стоимость материала значительно выше.
II. Классификация оснастки для листогибочных прессов
Листогибочный пресс оснастка - это вспомогательный инструмент, используемый листогибочными машинами для придания формы листам и обработки листовых материалов. Эти инструменты состоят из различных компонентов, а различные штампы состоят из различных частей и форм.
Они в первую очередь изменяют физическое состояние материала, которому придается форма, главным образом металлические листыпод действием давления, оказываемого листогибочной машиной. Этот процесс изменения помогает добиться желаемой формы материала.
Конструктивно оснастку листогибочного пресса можно разделить на два основных типа: верхние и нижние штампы.
В большинстве случаев верхний кубик является активным (движущимся), в то время как нижний штамп остается неподвижным. Однако в некоторых листогибочных машинах с различными режимами работы эта схема может быть изменена на противоположную, но общая концепция остается неизменной.
С точки зрения удобства использования штампы для листогибочных машин можно разделить на стандартные и специальные.
Стандартные верхние плашки обычно имеют углы наклона наконечника около 30 градусов (реальный угол 26-28 градусов), 60 градусов и в диапазоне от 78 до 88 градусов.
С другой стороны, углы пазов для нижних штампов составляют примерно 30 градусов, 45 градусов, 60 градусов и варьируются от 80 до 90 градусов.
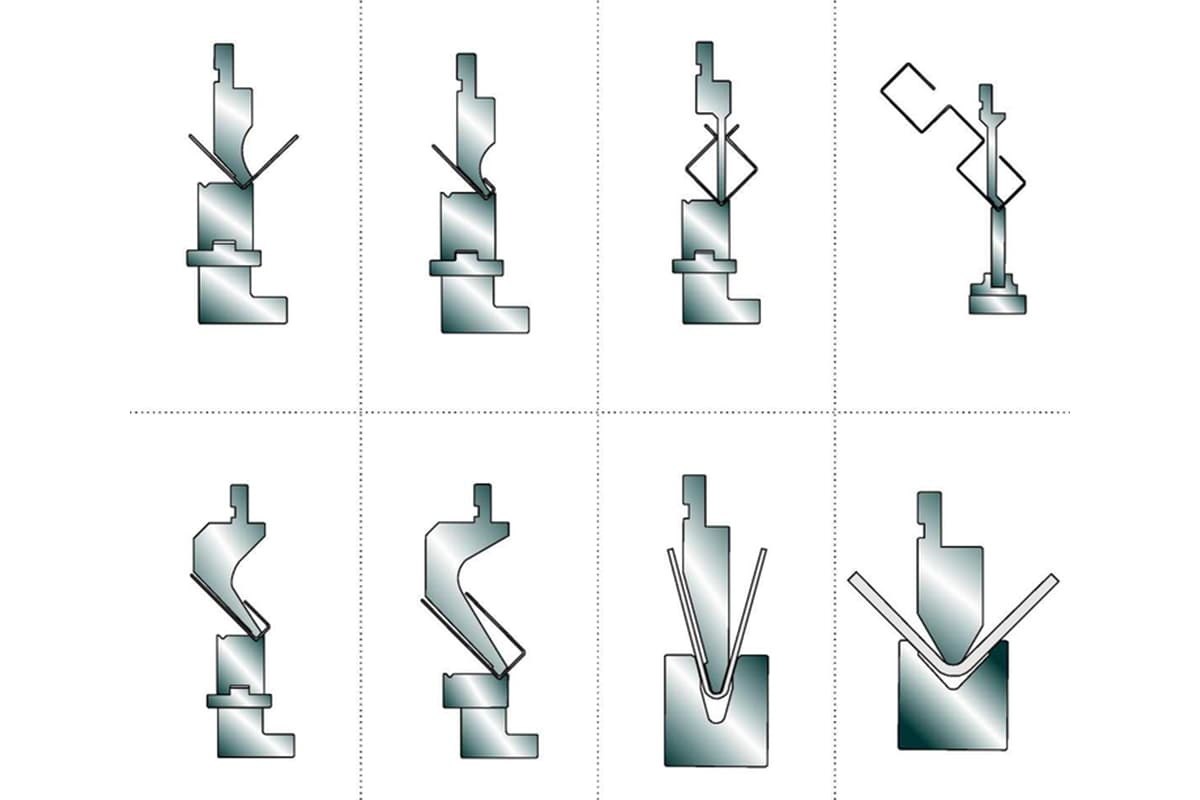
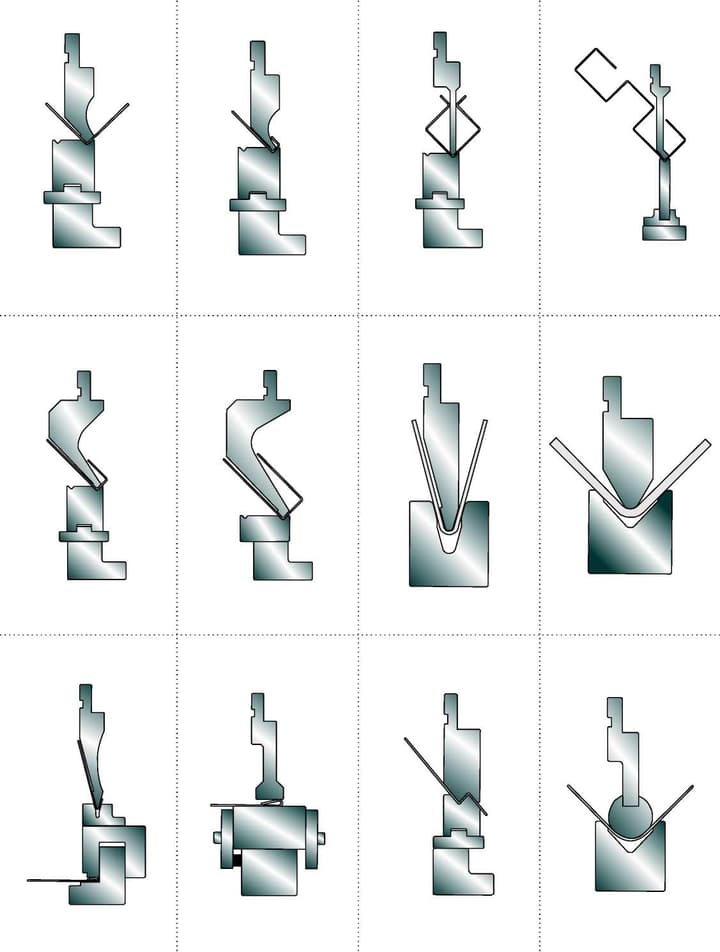
Если классифицировать верхние штампы по форме, то их можно разделить на штампы с острым лезвием, дуговые штампы, штампы с изгибающимся лезвием и штампы для формовки.
Как правило, плашки с острым лезвием имеют угол 30 или 60 градусов, иногда встречаются специальные углы 45 или 55 градусов.
Дуговые штампы в основном проектируются в зависимости от диаметра и длины дуги. Листогибочные штампы в основном используются для изготовления U-образных деталей или для зазора при многократных сгибах. Наиболее сложными являются формовочные штампы. Они могут быть монолитными или модульными.
Как правило, модульные штампы проектируются, изготавливаются и используются в комплекте, как верхние, так и нижние. Стоимость изготовления монолитных штампов значительно выше, особенно при больших размерах, а точность сложнее поддерживать. Модульные штампы имеют значительные преимущества для больших и сложных конструкций.
По функциональности штампы для листогибочных машин можно разделить на однофункциональные и многофункциональные.
Однофункциональные штампы предназначены для обработки деталей одного конкретного типа, в то время как многофункциональные штампы могут обрабатывать детали различных типов. Некоторые многофункциональные штампы могут разбираться и собираться, что часто называют составными штампами, например, ступенчатые штампы и штампы для формовки.
В зависимости от количества канавок нижние штампы можно разделить на одинарные V-образные штампы, двойные V-образные штампы и мульти V-образные штампы. Одинарные и двойные V-образные штампы, как следует из названий, имеют одну или две канавки соответственно и обычно используются в листогибочных станках с ЧПУ.
Они обеспечивают более высокую точность благодаря фиксированному центру, также известны как концентрические штампы и могут быть заменены. Многогранные V-образные штампы обычно имеют несколько канавок разного размера со всех четырех сторон, что позволяет сгибать листы различной толщины.
С постоянным развитием общества и ростом спроса на продукцию растут и требования к гнутым изделиям и их материалам. Оснастка листогибочных прессов продолжает развиваться благодаря появлению встроенных нижних штампов, нижних штампов без маркировки и нижних штампов с регулируемым отверстием, которые широко используются в различных отраслях промышленности.
- Встроенные нижние штампы в основном повышают коэффициент использования штамповочные материалы или используются для гибки специальных материалов.
- Разновидности нижних штампов без маркировки включают шариковые, флип-штампы и полиуретановые штампы без маркировки. Их основное назначение - предотвращение появления на материалах поверхностных царапин, потертостей и вмятин.
- Нижние штампы с регулируемым отверстием бывают вставными, двухвставными, клиновыми и реечными. Помимо повышения коэффициента использования материалов штампа, они также значительно повышают эффективность работы и сокращают время и трудозатраты на замену штампов.
III. Как выбрать подходящую оснастку для листогибочных станков с ЧПУ?
A CNC Листогибочный пресс - это механическое устройство, предназначенное для обработки металлических материалов. С помощью гибки металлов можно получить сложные формы и углы. Для получения различных форм изгиба необходимо выбрать подходящий штамп или оснастку.
Здесь мы обсудим выбор в зависимости от материалов оснастки, структуры и требований к форме.
Во-первых, материал, из которого изготовлена оснастка, играет решающую роль при выборе. К распространенным материалам для оснастки относятся быстрорежущая сталь, легированная инструментальная сталь и карбид вольфрама. Каждый материал имеет свои уникальные характеристики и области применения.
Например, инструменты из быстрорежущей стали отличаются высокой твердостью и износостойкостью и идеально подходят для обработки небольших партий металла. Легированная инструментальная сталь подходит для средних партий благодаря своей высокой твердости и износостойкости. Напротив, карбид вольфрама, обладающий исключительной твердостью и износостойкостью, идеально подходит для крупных операций.
Поэтому выбирать материал для оснастки следует исходя из требований производства и размера партии.
Во-вторых, структура оснастки - еще один важный фактор, который необходимо учитывать. Распространенные Пресс с ЧПУ Конструкции тормозных инструментов включают в себя штампы с одним V-образным сечением, штампы с несколькими V-образными сечениями и U-образные штампы. Одинарные штампы с меньшей площадью контакта используются для меньших углов и радиусов изгиба, подходят для более тонких металлов.
Штампы Multi-V предназначены для обработки более широких углов и радиусов с большей площадью контакта, что делает их пригодными для работы с более толстыми материалами. U-образные штампы предназначены для более сложные формы с большим радиусом изгиба и значительной площадью контакта, лучше всего подходят для очень толстых материалов.
Поэтому при выборе конструкции инструмента следует учитывать требования к обработке и толщину металла.
Кроме того, большое значение имеет требование к форме инструмента. Различные формы инструментов соответствуют различным формам гибки. К распространенным формам относятся штампы с прямым углом и радиусные штампы. Прямоугольные штампы точно обрабатывают прямые угловые изгибы, а радиусные - различные изогнутые формы. Таким образом, форма инструмента должна выбираться в зависимости от требований к обработке и формы металла.
Кроме того, обратите внимание на точность и износостойкость инструмента. Точность относится к точности размеров и формы при обработке. Высокая точность обеспечивает лучшее качество и точность.
Износостойкость означает долговечность инструмента и его способность противостоять износу при длительном использовании. Повышенная износостойкость позволяет продлить срок службы инструмента и снизить производственные затраты. При выборе инструмента учитывайте требования к точности и износостойкости.
В заключение следует отметить, что при выборе подходящей оснастки необходимо учитывать требования к материалу, структуре и форме.
При выборе материалов необходимо ориентироваться на производственные потребности и размеры партии, а также согласовывать структуру и форму инструмента с требованиями к обработке и толщиной металла. Кроме того, важную роль играют точность и износостойкость. Если рассматривать эти факторы в комплексе, можно выбрать правильную оснастку для достижения высокого качества и эффективности обработки.
IV. Каковы общие проблемы с оснасткой для листогибочных прессов с ЧПУ?
1. Повреждение оснастки листогибочного пресса
Повреждения оснастки листогибочных станков с ЧПУ - это трещины, разрывы и деформации. Для решения этой проблемы необходимо учитывать конструкцию, процесс производства и использование оснастки.
Во-первых, необходимо проверить, подходит ли материал, используемый для изготовления оснастки, и целесообразен ли соответствующий процесс термообработки.
Как правило, процесс термообработки инструментального материала значительно влияет на его долговечность.
Если температура закалки инструмента слишком высока или метод и продолжительность закалки не соответствуют требованиям, а также при неправильном выборе частоты, температуры и зазора между локтями при отпуске, инструмент может быть поврежден после начала гибочного производства.
Если размер или глубина зазорного отверстия недостаточны, это может привести к засорению, что приведет к повреждению. Недостаточно рассчитанное усилие пружины или неравномерно подобранный набор высоты могут привести к поломке пружины, наклону, перекрытию ударов и повреждению деталей.
Неправильное крепление пуансона или недостаточная прочность винта могут привести к падению или поломке пуансона.
В процессе эксплуатации оснастки листогибочного пресса могут возникнуть ошибки в позиционировании, ориентации деталей или неправильное крепление болтов. Если рабочая высота отрегулирована слишком низко, или смазка направляющих стоек недостаточна, или имеются неисправности в подающем оборудовании и аномалии в прессовое оборудованиеЭто может привести к повреждению инструмента.
Продолжение производства без решения таких проблем, как попадание посторонних предметов в оснастку, перекрытие деталей или засорение отходами, может легко повредить зазорную плиту, пуансон, нижний шаблон и направляющие стойки оснастки.
2. Заедание инструмента
Во время процесс гибкиЕсли оснастка листогибочного пресса не закрывается гибко или даже заклинивает, производство должно быть немедленно остановлено для выявления причины и устранения проблемы. В противном случае проблема может усугубиться и привести к повреждению инструмента.
Основными причинами заклинивания инструмента являются плохое ведение инструмента, наклон или наличие посторонних предметов, препятствующих плоскому выравниванию шаблонов; недостаточная прочность инструмента или неравномерное приложение силы, вызывающее деформацию инструмента.
Например, если твердость или толщина посадочного места инструмента или шаблона слишком мала, они могут легко деформироваться при ударе; несоосность при установке инструмента, превышение допусков при позиционировании верхнего и нижнего инструмента или низкая точность прессового станка могут вызвать помехи.
Недостаточная прочность пуансона или соседство больших и малых пуансонов может привести к дисбалансу боковых сил на инструменте. В таких случаях рекомендуется увеличить прочность пуансона и усилить направляющую защиту разгрузочной плиты.
3. Повреждения и ремонт инструментов
Стоимость оснастки для гибочного производства высока и обычно составляет от 1/5 до 1/4 от общей стоимости изготавливаемых деталей. Это связано не только с высокой сложностью изготовления и стоимостью оснастки, но и с высокими затратами на ремонт и заточку лезвий после запуска в производство.
Первоначальная цена изготовления оснастки составляет всего около 40% от общей стоимости оснастки. Поэтому своевременный ремонт и профилактическое обслуживание инструмента позволяют значительно сократить расходы на оснастку для гибочного производства.