
Калькулятор и формула силы удара (онлайн и бесплатно)
Вы когда-нибудь задумывались о том, как обеспечить успех проекта штамповки металла? В этой статье мы рассмотрим критические факторы, которые могут сделать или сломать ваш процесс штамповки.....
Вы когда-нибудь задумывались, как металлические листы точно формируются в различные формы? Прессование - это увлекательный процесс, который как раз этим и занимается. Прикладывая усилие к металлическому листу через штамп, он сгибает и формует материал в нужные формы. В этой статье рассматриваются различные методы листогибочного прессования, такие как воздушная гибка и чеканка, подробно описываются их применение и преимущества. Вы узнаете о нюансах каждого метода и поймете, почему листогибочный пресс необходим при изготовлении металла. Окунитесь в это сложное искусство точного преобразования металла.
Прессовое торможение - это механический процесс деформации листового материала, закрепленного на матрице ("V" форма), путем приложения усилия через пуансон.
Постоянная деформация листовой части происходит вдоль линии контакта, когда сила превышает предел текучести материала.
Существует два способа создания усилия, необходимого для сгибания листового материала:
Похожие статьи: Что такое листогибочный пресс?
После резки прессование является одной из самых простых операций, выполняемых с помощью листовой металл В основном это холодная пластическая деформация листового металла.
Важнейшим требованием к материалу для гибки является его изгибаемость, то есть способность сгибаться без трещин и разрывов. Это свойство требует хорошей ковкости и удлинения, чистоты и низкой твердости. Мягкая сталь с низким процентным содержанием углерода (< 0,2%) и низкой легированная сталь (ни один из добавленных элементов, достигающих 5%) обладают хорошей изгибаемостью.
Благодаря широкому ассортименту стандартных листогибочных инструментов и очень быстрой настройке станка, листогибочное производство позволяет получать изделия с различными характеристиками для удовлетворения различных потребностей.
В отличие от глубокой вытяжки (например, автомобильных деталей), которая позволяет получать неограниченный диапазон неправильных форм, но требует много времени и больших затрат на разработку и изготовление необходимой пресс-формы без возможности изменения результатов.
Таким образом, глубокая вытяжка удобна для крупносерийного производства, в то время как листогибочный пресс имеет гораздо более широкое применение.
Прессовое торможение осуществляется путем помещения металлического листа между верхним и нижним инструментом (пуансоном и матрицей соответственно); пуансон опускается к матрице и вдавливает в нее металлический лист, вызывая его необратимую пластическую деформацию.
С помощью листогибочного пресса можно получить довольно сложные профили, выполняя сгибы в правильной последовательности. Листовой металл обычно перемещается и позиционируется вручную.
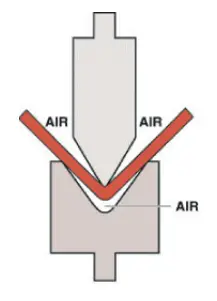
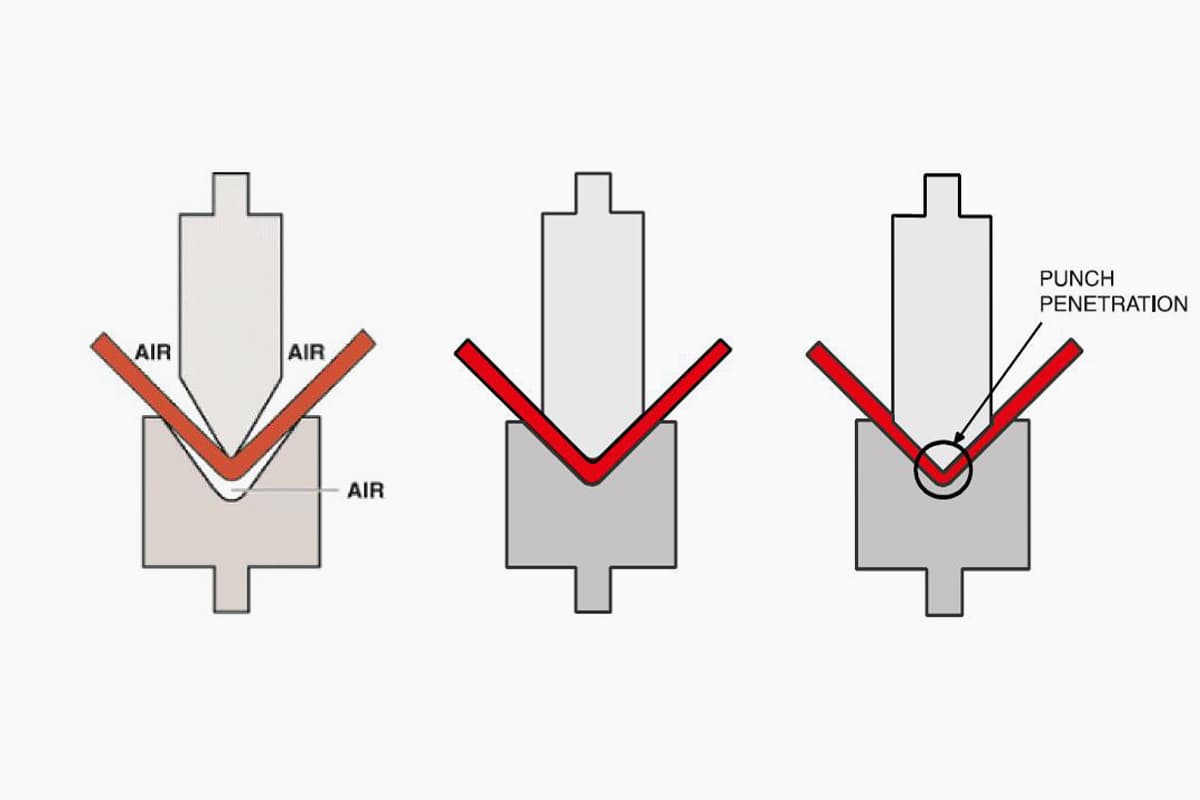
С воздушный изгибЛист деформируется в трехточечном контакте между пуансоном и закругленными плечами штампа. Листовой материал не соприкасается с боковыми сторонами штампа или пуансона.
Примечание:
Когда приложенная сила ослабевает, происходит частичный откат, обусловленный упругими свойствами материала.
Типичные штампы для воздушной гибки имеют угол 85 градусов, чтобы деталь можно было перегнуть с последующим отклонением до требуемых 90 градусов.
При воздушной гибке оператор может формировать детали с различными углами изгиба, используя один и тот же набор штампов для заданной толщины материала. Это достигается за счет контроля проникновения пуансона в заготовку через штамп.
Острые плашки с углом 60 градусов можно использовать для обдува гнутый лист металлические калиброванные детали для углов, превышающих 60 градусов. Угол формируемой детали определяется глубиной проникновения пуансона в матрицу.
Требования по тоннажу для воздушной гибки обычно публикуются для низкоуглеродистой стали с определенным пределом прочности на разрыв, толщиной материала и конфигурацией отверстия штампа. См. рис. 2.2-1.
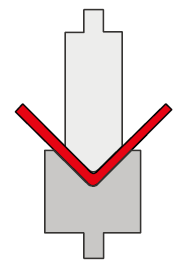
При гибке снизу пуансон прикладывает достаточное усилие, чтобы листовой материал соответствовал геометрии штампа. При использовании этого метода формируемая деталь должна испытывать незначительные нагрузки или вообще не испытывать их springback.
Угол включения штампа обычно составляет 90 градусов.
Типичные требования к тоннажу для гибки днища в четыре раза выше, чем для воздушной гибки.
Несмотря на то, что при использовании гибки дна уменьшаются отклонения в углах формируемой детали, набор штампов ограничен операцией формирования детали под одним углом.

При чеканке пуансон прикладывает достаточную силу, чтобы листовой материал соответствовал геометрии матрицы и испытывал небольшое утонение в точке контакта. При использовании этого метода в отформованной детали не должно быть пружинящей спинки.
Угол включения штампа обычно составляет 90 градусов.
Типичные требования к тоннажу для чеканки в четыре-восемь раз выше, чем для воздушной гибки, что является недостатком из-за затрат, связанных с более высокой производительностью листогибочные прессы и техническое обслуживание оборудования и оснастки.
Несмотря на то, что при чеканке уменьшаются отклонения в углах формируемой детали, набор штампов ограничен операцией формирования детали под одним углом.

Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.











