Что такое пескоструйная обработка?
Пескоструйная обработка использует сжатый воздух в качестве источника энергии для создания высокоскоростной струи, которая направляет абразивные материалы (такие как песок из медной руды, кварцевый песок, алмазный песок, железный песок и хайнаньский песок) на поверхность обрабатываемой детали. Это приводит к изменению внешней поверхности или формы поверхности заготовки.
В результате ударного и режущего воздействия абразивного материала на поверхность заготовки, поверхность заготовки приобретает определенную степень чистоты и различные уровни шероховатости, тем самым улучшая механические свойства поверхности заготовки.
В результате повышается усталостная прочность заготовки, увеличивается адгезия между заготовкой и покрытием и продлевается срок службы покрытия. Этот метод также полезен для выравнивания и декорирования покрытия.
Основные области применения пескоструйной обработки
(1) Пескоструйная обработка для предварительной обработки заготовок перед нанесением покрытия или клея позволяет удалить все загрязнения, такие как ржавчина, и создать критически важную текстуру поверхности, широко известную как "матовая поверхность". Различные уровни шероховатости могут быть достигнуты за счет использования абразивного материала различной зернистости, например, абразива пескоструйного оборудования, что значительно улучшает адгезию между заготовкой и покрытием или гальваническим покрытием, или усиливает адгезию клеевых соединений и повышает их качество.
(2) Пескоструйная обработка позволяет очистить все загрязнения на поверхности отливок и термически обработанных заготовок, такие как остатки оксида и масляные пятна, и отполировать поверхность, чтобы улучшить гладкость заготовки. Этот процесс позволяет добиться равномерного цвета металла, делая внешний вид заготовки более красивым и привлекательным.
(3) Пескоструйная обработка может очистить небольшие заусенцы на поверхности обработанных деталей и сделать поверхность более гладкой, устраняя вред заусенцев и улучшая качество заготовки. Пескоструйная обработка также может создать небольшие закругленные углы на стыке поверхностей заготовки, делая ее более красивой и точной.
(4) После пескоструйной обработки на механических деталях образуются равномерные и тонкие вогнуто-выпуклые поверхности, которые могут накапливать смазочное масло, улучшать условия смазки, снижать уровень шума и продлевать срок службы оборудования.
(5) Пескоструйная обработка позволяет достичь различных уровней отражательной способности или субглянца для некоторых специальных деталей, таких как полировка нержавеющей сталипластика и нефрита, придает блеск поверхности деревянной мебели, создает узоры на стеклянных поверхностях, обработанных пескоструйным аппаратом, или придает ворсистость поверхности тканей. Она также может играть декоративную роль.
На что следует обратить внимание при проведении пескоструйных работ
- Перед началом работы необходимо надеть защитное снаряжение, а во время работы запрещается обнажать руки. Минимальное количество рабочих должно составлять два человека.
- Необходимо регулярно проверять накопительный бак, манометр и предохранительный клапан. Пыль из накопительного бака следует выгружать каждые две недели, а фильтр в песочном баке необходимо проверять раз в месяц.
- Проверьте, герметичны ли вентиляционная труба и дверь пескоструйного аппарата. Вентиляция и оборудование для удаления пыли должны быть запущены за пять минут до начала работы. Если оборудование для вентиляции и удаления пыли не работает, пескоструйный аппарат запрещается.
- Клапан сжатого воздуха следует открывать медленно, а давление воздуха не должно превышать 0,8 МПа.
- Размер частиц для пескоструйной обработки должен соответствовать требованиям работы, обычно от 10 до 20, а песок должен быть сухим.
- Во время работы пескоструйного аппарата запрещается приближаться посторонним лицам. При очистке и регулировке рабочих частей машину следует остановить.
- Не разрешается сдувать пыль на тело или шутить со сжатым воздухом.
- После окончания работ вентиляционное и пылеулавливающее оборудование должно продолжать работать в течение пяти минут перед отключением для удаления пыли из помещений и поддержания чистоты на площадке.
- В случае несчастного случая с человеком или оборудованием необходимо сохранить место происшествия и сообщить о нем в соответствующий отдел.
Процесс пескоструйной обработки
Этап предварительной обработки пескоструйного процесса относится к обработка поверхности которые должны быть выполнены на заготовке перед ее напылением или нанесением защитного слоя.
Качество предварительной обработки в процессе пескоструйной обработки влияет на адгезию, внешний вид, влагостойкость и коррозионную стойкость покрытия. Если предварительная обработка выполнена неправильно, ржавчина будет продолжать распространяться под покрытием, что приведет к отслаиванию покрытия по частям.
Срок службы покрытия может отличаться в 4-5 раз между тщательно очищенной поверхностью и обычно очищенной деталью при использовании метода экспозиции для сравнения покрытий. Существует множество методов очистки поверхности, но наиболее распространенными являются очистка растворителями, кислотное травление, ручные инструменты и электроинструменты.
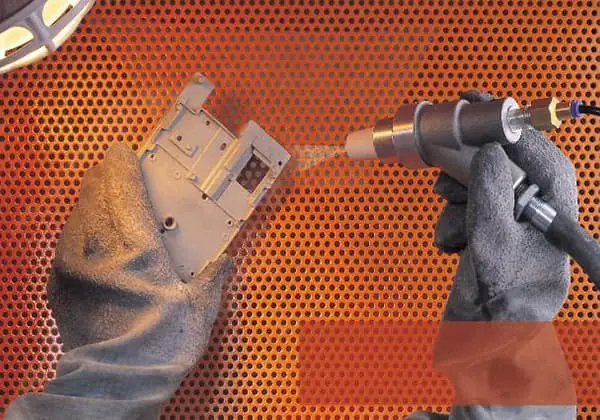
В процессе пескоструйной обработки сжатый воздух используется в качестве источника энергии для формирования высокоскоростной струи, которая распыляет абразивные материалы на поверхность заготовки, вызывая изменения ее внешнего вида. Благодаря ударному и режущему воздействию абразива на поверхность заготовки, поверхность приобретает определенную степень чистоты и различную шероховатость, что улучшает механические характеристики поверхности заготовки.
Классификация пескоструйных аппаратов
Пескоструйные аппараты являются наиболее широко используемыми продуктами в абразивно-струйной обработке. Пескоструйные аппараты обычно делятся на две категории: сухие пескоструйные аппараты и жидкостные пескоструйные аппараты. Сухие пескоструйные аппараты можно дополнительно разделить на всасывающие и напорные.
I. Сухие пескоструйные аппараты всасывающего типа
- Общие компоненты
Полный комплект сухой пескоструйной установки всасывающего типа обычно состоит из шести систем: структурной системы, системы питания, системы трубопроводов, системы пылеудаления, системы управления и вспомогательной системы.
- Принцип работы
Сухие пескоструйные аппараты всасывающего типа используют в качестве источника энергии сжатый воздух. За счет высокоскоростного движения воздушного потока в пескоструйном пистолете создается отрицательное давление, а абразив транспортируется по пескопроводящей трубе. Абразив засасывается в пескоструйный пистолет и выбрасывается из сопла на обрабатываемую поверхность, достигая поставленной цели. В сухих пескоструйных аппаратах всасывающего типа подача осуществляется сжатым воздухом.
II. Сухие пескоструйные аппараты напорного типа
- Общие компоненты
Полный рабочий блок сухого пескоструйного аппарата напорного типа обычно состоит из четырех систем: резервуара под давлением, системы питания, системы трубопроводов и системы управления.
- Принцип работы
Сухие пескоструйные аппараты напорного типа используют в качестве источника энергии сжатый воздух. Под действием сжатого воздуха в резервуаре создается рабочее давление, и абразив подается через клапан для выпуска песка. Абразив выбрасывается из сопла на обрабатываемую поверхность, достигая поставленной цели. В сухом пескоструйном аппарате напорного типа сжатый воздух подается одновременно.
III. Жидкостные пескоструйные аппараты
По сравнению с сухими пескоструйными аппаратами, главным преимуществом жидкостных пескоструйных аппаратов является эффективный контроль за загрязнением пыли в процессе пескоструйной обработки, что улучшает условия труда операторов пескоструйных аппаратов.
- Общие компоненты
Полный жидкостный пескоструйный аппарат обычно состоит из пяти систем: структурной системы, системы питания, системы трубопроводов, системы управления и вспомогательной системы.
- Принцип работы
В качестве источника энергии для подачи шлифовальной жидкости (смеси абразива и воды) в абразивный пистолет после перемешивания используется насос для жидкого пескоструя. Сжатый воздух разгоняет шлифовальную жидкость и выбрасывает ее из сопла на обрабатываемую поверхность, достигая ожидаемой цели обработки. В жидкостном пескоструйном аппарате насос для подачи шлифовальной жидкости является источником энергии, а сжатый воздух - источником энергии ускорения.
Уровень очистки
Также известный как чистота, существует два репрезентативных международных стандарта: один - "SSPC-", разработанный Соединенными Штатами в 1985 году, и другой - "Sa-", разработанный Швецией в 1976 году, который делится на четыре уровня, а именно Sa1, Sa2, Sa2.5 и Sa3. Это широко используемый международный стандарт, подробное описание которого приведено ниже:
Уровень Sa1 - эквивалентно американскому уровню SSPC-SP7. Используется общий и простой метод ручной обработки щеткой и шлифовки. Это самый низкий уровень из четырех уровней чистоты, и защита покрытия лишь немного лучше, чем у необработанных заготовок. Технические стандарты для обработки на уровне Sa1: поверхность заготовки не должна иметь видимых загрязнений, таких как масло, жир, остатки оксидной шкурки, пятна ржавчины и остатки краски. Уровень Sa1 также называется уровнем очистки ручной щеткой (или уровнем зачистки).
Уровень Sa2 - эквивалентно уровню SSPC-SP6 США. Используется метод пескоструйной очистки, который является самым низким уровнем пескоструйной обработки, то есть общим требованием, но защита покрытия намного выше, чем при ручной очистке щеткой. Технические стандарты для обработки уровня Sa2: поверхность детали не должна иметь видимых следов масла, грязи, оксидной кожи, ржавчины, краски, оксида, коррозии и других посторонних веществ (за исключением дефектов), но дефекты ограничиваются не более 33% площади поверхности на квадратный метр, включая небольшие тени; небольшое обесцвечивание, вызванное дефектами и коррозией ржавчины; дефекты оксидной кожи и краски. Если на исходной поверхности заготовки имеются канавки, на дне канавки останется небольшая ржавчина и краска. Уровень Sa2 также называют уровнем коммерческой очистки (или промышленным уровнем).
Уровень Sa2.5 - широко используется в промышленности и может применяться в качестве технического требования к приемке и стандартного уровня. Уровень Sa2.5 также называют околобелым уровнем очистки (околобелый или внебелый уровень). Технические стандарты для обработки уровня Sa2.5: те же, что и в первой половине требований Sa2, но дефекты ограничиваются не более 5% площади поверхности на квадратный метр, включая незначительные тени; незначительное обесцвечивание, вызванное дефектами и коррозией ржавчины; дефекты оксидной кожи и краски.
Уровень Sa3 - эквивалент американского уровня SSPC-SP5, является самым высоким уровнем обработки в промышленности, также называемым уровнем белой очистки (или белым уровнем). Технические стандарты для обработки уровня Sa3: те же, что и для уровня Sa2.5, но на 5% не должно быть теней, дефектов, коррозии ржавчины и т.д.
Другие
Пескоструйная обработка: Технический термин для технологии литья золотых и серебряных монет. Она включает в себя использование частиц металлического песка различных размеров и форм на производственной форме для золотых и серебряных монет, чтобы напылить узорчатые области в чрезвычайно детализированные матовые поверхности. В процессе производства золотых и серебряных монет на узорчатых участках появляется красивый серебряный слой, усиливающий ощущение трехмерности и многослойности.
Для пескоструйной обработки (удаление ржавчины и металлических поверхностей) используется кварцевый песок, обычный кварцевый песок и рафинированный кварцевый песок: с высокой твердостью и хорошим эффектом удаления ржавчины, физико-химические показатели следующие: SiO2≥98-99,8%, Fe2O3≤0,06-0,005%, огнеупорность 1750-1800℃, однородный вид частиц, обычно используемые размеры частиц 1-3MM и 0,1-0,3MM, чисто белый.
Диапазон размеров частиц в основном составляет от 5 до 220 меш и может быть изготовлен в соответствии с требованиями пользователя. Его основное применение - металлургическая промышленность, производство карбида кремния, стекла и изделий из него, эмали, стального литья, фильтрация воды, замачивание цветов в щелочи, химическая и пескоструйная промышленность.