Почему винты затягивают по часовой стрелке: Раскрытие тайны
Вы когда-нибудь задумывались, почему винты закручиваются по часовой стрелке? В этой статье мы рассмотрим исторические и практические причины, лежащие в основе этого правила, проследим его происхождение до раннего использования правосторонних инструментов и эволюции производства винтов. Читатели узнают о принципах механики и достижениях, которые привели к появлению стандартизированной резьбы. Приготовьтесь открыть для себя увлекательное путешествие этого повседневного предмета.
Английский термин "винт" - это слово, значение которого претерпело значительные изменения за последние несколько столетий.
Не ограничиваясь названием, скромный винт, начиная с его изобретения и заканчивая стандартизацией затягивания по часовой стрелке и откручивания против часовой стрелки, насчитывает тысячи лет.
Вы когда-нибудь задумывались над тем, почему винты затягивают именно по часовой стрелке?
Именно друг Платона изобрел винт.
Шесть простейших механических инструментов: винт, наклонная плоскость, рычаг, шкив, клин, колесо и ось.
Среди этих шести простых машин винт, по сути, представляет собой ось с намотанной на нее спиралью. По сей день винты имеют стандартные размеры. Типичный способ использования винта - затягивать его, поворачивая по часовой стрелке (для ослабления - наоборот).
Преобладание затягивания по часовой стрелке в основном определяется правосторонним движением.
Изначально винты изготавливались вручную, что приводило к непостоянству мелких деталей, часто зависящих от предпочтений мастера.
К середине XVI века французский придворный инженер Жак Бессон изобрел токарный станок, способный нарезать винтовую резьбу, и на распространение этой технологии ушло 100 лет. В 1797 году англичанин Генри Модсли изобрел современный токарный станок, значительно повысивший точность нарезания резьбы.
Тем не менее, размеры и тонкость винтов не были стандартизированы до 1841 года. Ученик Модсли, Джозеф Уитворт, представил документ в Общество муниципальных инженеров, выступая за стандартизацию моделей винтов.
Он предложил два пункта:
Угол шага резьбы должен быть стандартным и составлять 55°.
Независимо от диаметра винта следует принять стандартное количество витков резьбы на дюйм.
Производство ранних винтов было сложным: "требовалось три режущих инструмента и два станка".
Чтобы решить производственные проблемы британского стандарта, американец Уильям Селлерс в 1864 году изобрел резьбу с плоским концом. Это небольшое нововведение упростило производство винтов, потребовав только один режущий инструмент и станок, что сделало процесс более быстрым, легким и экономичным.
Резьба Селлерса стала популярной в Соединенных Штатах и быстро стала стандартом для американских железнодорожных компаний.
Характеристики болтовых соединений
Основные переменные в процессе ужесточения
Крутящий момент (T): Применяемый момент затяжки, измеряемый в Ньютон-метрах (Н-м);
Сила зажима (F): Фактическое осевое усилие зажима (сжатия) между соединенными телами, измеряемое в Ньютонах (Н);
Коэффициент трения (U): Коэффициент крутящего момента, потребляемого головкой болта и резьбовой парой, а также другими элементами;
Угол поворота (A): Угол поворота резьбы, на который должен повернуться болт при определенном приложенном крутящем моменте, чтобы достичь определенного осевого растяжения или сжатия соединяемых деталей.
Методы контроля затяжки болтов
Метод управления крутящим моментом
Определение: Метод управления, при котором затяжка немедленно прекращается при достижении заданного момента.
Преимущества: Система управления простая, прямая, а качество затяжки можно легко проверить с помощью датчика крутящего момента или высокоточного динамометрического ключа.
Недостатки: Невысокая точность управления (погрешность силы предварительного натяжения составляет ±25% или около того), не позволяет полностью использовать потенциал материала.
Метод управления углом поворота
Определение: Метод, при котором сначала болт затягивается с небольшим моментом, а затем, начиная с этой точки, затягивается на заданный угол.
Преимущества: Высокая точность осевого усилия предварительного натяжения (±15%), достижение более высоких осевых усилий предварительного натяжения, со значениями, близко распределенными вокруг среднего значения.
Недостатки: Более сложная система контроля, требующая измерения как крутящего момента, так и угла; отделу контроля качества может быть сложно найти подходящий метод проверки результатов затяжки.
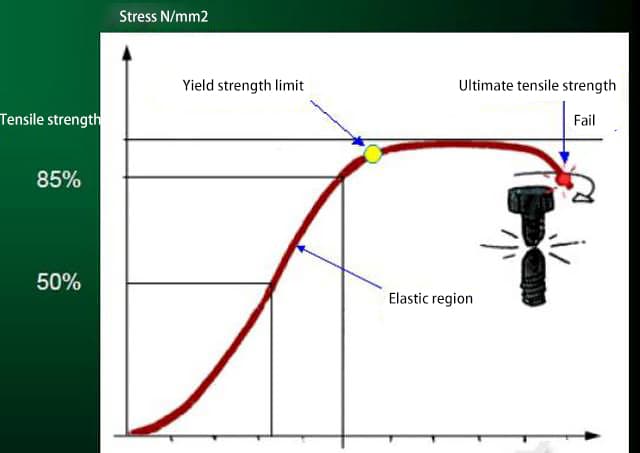
Метод контроля точки текучести
Определение: Метод, при котором затяжка прекращается после того, как болт затянут до предела текучести.
Преимущества: Очень высокая точность затяжки, погрешность силы предварительного натяжения контролируется в пределах ±8%; однако точность зависит в основном от собственного предела текучести болта.
Недостатки: Процесс затяжки требует динамического, непрерывного расчета и оценки наклона кривой крутящего момента и угла поворота, что требует от системы управления высокой производительности и скорости вычислений в реальном времени.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Вы когда-нибудь задумывались, почему одни винты служат вечно, а другие откручиваются и выходят из строя? В этой статье мы исследуем увлекательный мир винтов, от крошечных крепежей в гаджетах до...
Вы когда-нибудь задумывались, как обеспечивается целостность приваренных гаек и винтов в вашем автомобиле? В этой статье рассказывается о тщательном процессе проверок и инспекций качества, благодаря которым ваш автомобиль...
Задумывались ли вы когда-нибудь о том, какая точность требуется при затягивании фланцевых болтов? Правильная техника может предотвратить утечки и обеспечить безопасность в системах высокого давления. В этой статье рассматриваются основные методы...
Как выбрать между расходомером с отверстиями и клиновым расходомером? Оба прибора служат для измерения расхода, но у них есть свои преимущества и недостатки. Расходомеры с отверстиями известны своими...
Задумывались ли вы когда-нибудь, насколько важны механические уплотнения для предотвращения утечек и обеспечения бесперебойной работы оборудования? В этой статье блога мы погрузимся в мир механических...
Задумывались ли вы когда-нибудь о важной роли скромной пружинной шайбы в оборудовании? Эти маленькие, неприметные компоненты играют важную роль в обеспечении бесперебойной и безопасной работы машин. В этой статье...
Вы когда-нибудь задумывались, что скрепляет мировые механизмы? Болты - это невоспетые чемпионы машиностроения. В этой статье вы узнаете о захватывающем мире болтов, их типах и характеристиках...
Вы когда-нибудь задумывались, что отличает высокопрочные болты от обычных? Высокопрочные болты разработаны таким образом, чтобы выдерживать экстремальные нагрузки, используя статическое трение, что делает их незаменимыми в строительстве и машиностроении...
Внимание всем инженерам-механикам и специалистам по производству! Вы боретесь с досадными дефектами анодирования на своих алюминиевых изделиях? Не останавливайтесь на достигнутом! В этой статье мы подробно рассмотрим...