
Калькулятор и формула силы удара (онлайн и бесплатно)
Вы когда-нибудь задумывались о том, как обеспечить успех проекта штамповки металла? В этой статье мы рассмотрим критические факторы, которые могут сделать или сломать ваш процесс штамповки.....
В этом посте представлен специальный метод разметки, который "заимствует материалы" для дефектов заготовки, учится на сильных сторонах друг друга, чтобы компенсировать их слабые стороны, и перераспределяет припуски на обрабатываемую поверхность; Избегайте тяжелого и берите легкое, отдавайте предпочтение обеспечению ключевых размеров, которые используются для [...]...

В этом посте представлен специальный метод разметки, который "заимствует материалы" для дефектов заготовки, учится на сильных сторонах друг друга, чтобы компенсировать их слабые стороны, и перераспределяет припуски на обрабатываемую поверхность;
Избегайте тяжелого и берите легкое, уделяйте первостепенное внимание обеспечению ключевых размеров, которые используются для устранения неквалифицированной заготовки и уменьшения потерь.

В результате механической обработки иногда контур заготовки перекашивается или отверстие смещается, так что форма и размер заготовки выходят за рамки технических возможностей и становятся неквалифицированной продукцией.
Если смещение и перекос невелики, припуск на каждую обрабатываемую поверхность можно перераспределить с помощью скрайбирования, что позволит устранить некачественную заготовку.
Этот метод использования скрайбинга для исправления заготовки называется "заимствованием".
Вот два фабричных примера, иллюстрирующих, что такое "заимствование" и как его делать.
На рис. 1 показана литая деталь в форме диска, внутреннее отверстие которого концентрично с внешней окружностью.
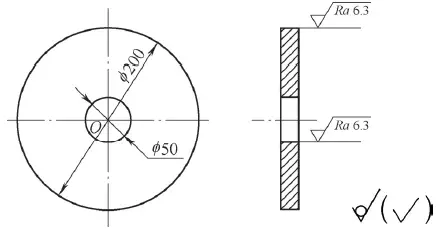
Рис. 1 Детали дискового литья
Обычная заготовка показана на рис. 2, внутреннее отверстие и внешняя окружность в основном не эксцентричны.
Рис. 2 обычная заготовка
Однако иногда из-за ошибок литья возникает эксцентриситет между внутренним отверстием и внешней окружностью литой заготовки.
На рис. 3 показана эксцентриковая заготовка с эксцентриситетом 8 мм.
Рис. 3 Эксцентриковая заготовка
Из-за 8-миллиметрового эксцентриситета между внутренним отверстием и внешней окружностью заготовки, если центр внутреннего отверстия O1 заготовка выбирается в качестве опорной точки для маркировки (см. рис. 4).
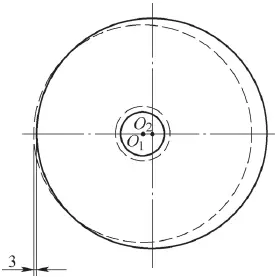
На рис. 4 в качестве опорной точки для маркировки взят центр внутреннего отверстия O1 заготовки
Хотя припуск на обработку внутреннего отверстия не представляет проблемы, припуск на обработку внешнего круга недостаточен, и наиболее серьезной частью является отсутствие 3-миллиметрового припуска на обработку;
Если центр внешней окружности O2 заготовка выбрана в качестве эталона для разметки (см. рис. 5), хотя припуск на обработку внешнего круга не вызывает проблем, припуск на обработку внутреннего отверстия недостаточен, а наиболее серьезной проблемой является отсутствие припуска на обработку в 3 мм.

На рис. 5 в качестве опорной точки для маркировки взят центр внешнего круга O2 заготовки.
Очевидно, что внутреннее отверстие или внешний круг не могут быть использованы в качестве эталона для разметки.
В это время для разметки следует использовать метод "заимствования материалов".
Линия заимствования показана на рис. 6.

Рис. 6 Линия заимствования
Особый метод заключается в выборе средней точки соединительной линии между центром внутреннего отверстия O1 и центр внешнего круга O2 в качестве ссылки на линию.
Благодаря такому скрайбированию внутреннее отверстие и внешняя окружность имеют достаточный припуск на обработку, внутреннее отверстие имеет припуск на обработку не менее 1 мм, а внешняя окружность - не менее 1 мм, поэтому такое скрайбирование вполне осуществимо.
Это позволяет избежать брака и возместить экономические потери.
Обычная заготовка обрабатываемой детали, показанная на рис. 7, изображена на рис. 8 с припуском 5 мм с одной стороны.
Однако из-за ошибки в литье в правом нижнем углу заготовки отсутствует часть, и дефектная заготовка показана на рис. 9.

Рис. 7 Обрабатываемые детали

Рис. 8 Обычная заготовка
Рис. 9 Дефектная заготовка
Поскольку длина выреза в правом нижнем углу в горизонтальном и вертикальном направлениях составляет 25 мм соответственно, а общий припуск всей заготовки в горизонтальном и вертикальном направлениях составляет 10 мм соответственно, очевидно, что обработать эту деталь в строгом соответствии с чертежом невозможно.
После общения с заказчиком выяснилось, что деталь используется для поддержки посадочного места подшипника.
Даже если в правом нижнем углу имеется небольшой зазор (при условии, что длина стороны не превышает 12 мм), это не окажет серьезного влияния на нормальную работу устройства.
Поэтому, с согласия заказчика, были приняты следующие меры: ориентиром для скрайбирования первоначально служил центр O квадрата.
Теперь переместите его вверх и влево на 3 мм соответственно, чтобы O1 точка.
То есть, O1 точка используется в качестве эталона для разметки (см. рис. 10).

На рис. 10 приведены значения O1 точка в качестве опорной точки для маркировки
Таким образом, левый и верхний края детали по-прежнему имеют припуск 2 мм соответственно, а нижний и правый края - 8 мм соответственно, и припуск полукруглого паза также достаточен на данный момент.
Хотя выемку в правом нижнем углу полностью избежать не удалось, длина оставшейся выемки в горизонтальном и вертикальном направлениях после обработки составляет всего 9 мм соответственно, так что это не окажет серьезного влияния на ее эксплуатационные функции, а потери будут возмещены за счет заимствования материалов.
На обрабатывающем предприятии человек, специализирующийся на разметке, называется линейным чертильщиком.
Как правило, ее занимают опытные старые сотрудники.
Из приведенных выше примеров видно, что линейный скарификатор играет большую роль в обеспечении качества продукции и экономии затрат, и ему следует уделять достаточно внимания.

Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.











