Решение проблемы морщин и разрывов при гибке труб: Экспертный анализ и методы управления
Вы когда-нибудь задумывались, почему некоторые трубы морщатся или рвутся при гибке? В этой статье рассматриваются основные причины этих проблем, при этом особое внимание уделяется таким факторам, как радиус гибки, свойства материала и настройки станка. Понимая эти переменные, вы сможете повысить качество своих проектов по гибке труб, сократить количество отходов и повысить общую эффективность. Приготовьтесь узнать практические решения для достижения плавных, бездефектных изгибов труб.
При изготовлении автомобильных выхлопных труб и аналогичных трубчатых деталей часто возникают проблемы с качеством, такие как морщины или разрывы, обусловленные такими факторами, как радиус изгиба и свойства материала. Особенно важно уменьшить или устранить эти проблемы, чтобы повысить качество продукции и снизить количество брака.
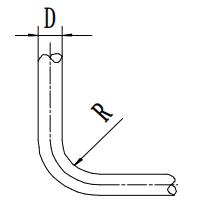
Процесс гибки труб сравним с процессом гибки листового металла: внешняя стенка нейтрального слоя подвергается растягивающему напряжению, истончая стенку, а внутренняя стенка нейтрального слоя испытывает сжимающее напряжение, утолщая стенку. Чрезмерная деформация может привести к образованию трещин во внешней стенке и морщин во внутренней стенке. В таблице 1 приведены минимальные радиусы изгиба для стальных труб.
Таблица 1: Минимум Радиус изгиба (R) для стальных труб
Толщина стенок
Минимальный радиус изгиба R
0.02D
4D
0.05D
3.6D
0.10D
3D
0.15D
2D
Методы гибки труб обычно включают: гибку с помощью ручных трубогибочных инструментов; гибку на специальных трубогибочных станках; метод гибки с защитой от деформации; холодную экструзионную гибку; прессование в пресс-форме для формирования колен; горячую экструзионную гибку стержней. В данной статье основное внимание уделяется использованию специальных трубогибочных машин в качестве примера для анализа проблем, связанных со смятием и разрывом.
2. Процесс гибки труб с помощью специального трубогибочного станка.
Рисунок 1: Рабочий процесс трубогиба
1. Оправка 2. Направляющая пластина 3. Die 4. Блок давления 5. Трубчатый компонент
Специальный трубогиб обычно использует оправку для гибки. Процесс включает в себя установку матрицы, поз. 3, на вращающийся шпиндель станка. Перед гибкой труба зажимается на матрице прижимным блоком (поз. 4). Внутрь трубы вставляется оправка (поз. 1). Когда машина включается, материал трубы постепенно изгибается вокруг матрицы, принимая нужную форму.
3. Анализ элементов управления и соответствующие методы управления
3.1 Радиус изгиба
Во время процесс гибкиМеньший радиус изгиба может привести к образованию морщин на внутренней стороне или даже трещин на внешней стенке. При проектировании необходимо учитывать толщину стенки трубы, ее внешний диаметр и свойства материала. При выборе радиуса изгиба следует руководствоваться таблицей 1.
Эмпирическим путем установлено, что при использовании обычной цилиндрической оправки для гибки минимальный радиус изгиба может быть немного меньше, чем указано в таблице 1, если это не приводит к образованию морщин или трещин. Если требуется меньший радиус изгиба, можно увеличить толщину стенки трубы, уменьшить наружный диаметр и выбрать материал с хорошей пластичностью и гладкой внешней поверхностью.
3.2 Форма оправки и положение зажима
3.2.1 Рабочее положение оправки
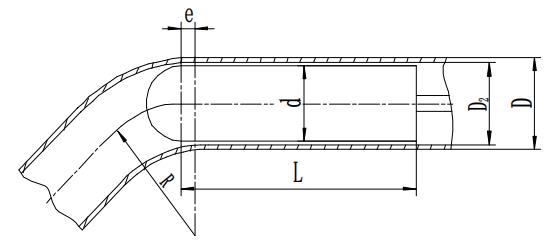
Рисунок 2 Рабочее положение оправки
При гибке труб с сердечником форма и рабочее положение оправки оказывают значительное влияние на качество гибки трубы. Обычно диаметр d оправки должен быть на 0,5-1,5 мм меньше внутреннего диаметра трубы, что облегчает ее вставку в трубу.
Расстояние e от точки входа оправки в трубу до начала процесса гибки (см. рис. 2) можно рассчитать по следующей эмпирической формуле.
В уравнении,
e - расстояние, на котором оправка начинает изгибаться внутри трубы
R - радиус изгиба центрального слоя сечения
D2 - внутренний диаметр трубы
c - зазор между внутренним диаметром трубки и дорном. Обычно c выбирается в диапазоне от 0,5 до 1,5 мм.
3.2.2 Выбор формы оправки
Существуют различные формы оправок, которые условно делятся на: стандартные цилиндрические оправки, оправки в форме ложки, оправки с цепью и оправки с гибким валом. Стандартная цилиндрическая оправка часто используется из-за простоты конструкции, легкости изготовления и простоты удаления после гибки.
Однако, поскольку площадь контакта между оправкой и стенкой трубки мала, она менее эффективна для предотвращения образования эллиптической формы.
Длина оправки, обозначаемая как L, должна быть (см. рис. 2)
L = (3 - 5) d мм
При большом диаметре d оправки коэффициент принимает меньшее значение, и наоборот.
3.2.3 Контроль зазора между оправкой и внутренней стенкой трубных фитингов
Если зазор между оправкой и внутренней стенкой трубной арматуры слишком велик, в начале процесса гибки оправка и стенка трубы не полностью соприкасаются, что приводит к образованию сильных складок на внутренней стороне трубной арматуры и возникновению мертвых изгибов. Если зазор слишком мал, то при зажим обычная сварная труба, неравномерная высота сварного шва на внутренней стенке фитинга может затруднить вставку оправки в фитинг.
В течение длительного периода подведения итогов гибка труб работы, автор определил более подходящий зазор между внутренней стенкой трубы и оправкой:
c = D2 - d = 0,5 - 1,5 мм.
3.3 Регулировка скорости направляющей пластины
При стандартных операциях гибки труб на гибочных станках направляющие пластины (рис. 1) зажимают заготовку и движутся синхронно с ней. Скорость движения этой направляющей пластины регулируется, и скорость ее движения напрямую влияет на качество согнутой трубы.
Заготовка, зажатая блоком пресса на матрице, содержит в себе оправку. В процессе работы машины материал трубы постепенно изгибается вокруг матрицы, при этом направляющая плита движется вперед синхронно со скоростью вращения матрицы. Во время этого процесса на заготовку действует статическое трение между направляющей плитой и заготовкой.
Если скорость направляющей пластины больше, чем скорость штампа, она придает заготовке поступательное движение, и наоборот, если ее скорость меньше, она оказывает сопротивление. Испытания на изгиб показывают, что при равных условиях, если скорость направляющей пластины значительно превышает линейную скорость матрицы, на внутренней стенке трубы образуются морщины.
И наоборот, если скорость направляющей пластины значительно отстает, внешняя стенка трубы заметно истончается, вплоть до разрыва. Поэтому эффективная регулировка скорости перемещения направляющей пластины в соответствии со скоростью перемещения матрицы имеет решающее значение для обеспечения качества гибки.
Из этого анализа ясно, что скорость перемещения направляющей пластины должна быть синхронизирована со скоростью гибки в процессе гибки. Следовательно, перед гибкой или после перехода на штамп с другим радиусом гибки необходимо соответствующим образом отрегулировать скорость направляющей пластины.
Как показано на рис. 1, скорость гибки α и радиус гибки R заданы заранее. Длина дуги, которую гибочный штамп должен повернуться, т.е. рассчитывается расстояние, на которое направляющая пластина должна синхронно продвинуться за то же время. Гибочный станок работает на холостом ходу, а оператор медленно вращает рукоятку клапана управления скоростью, наблюдая за движением направляющей пластины.
После изгиба на заданный угол и остановки фактическое смещение направляющей пластины измеряется линейкой и сравнивается с теоретическим расчетом. Если они отличаются, регулировку холостого хода можно повторять до тех пор, пока измеренное значение не совпадет с расчетным.
В реальности, из-за факторов нагрузки, скорость перемещения направляющей пластины при фактическом изгибе часто ниже, чем при холостом ходе. Поэтому при регулировке скорости перемещения направляющей пластины фактическое значение может быть немного выше теоретического.
4. Заключение
В заключение следует отметить, что наличие морщин, разрывов или эллиптических деформаций в трубе является важным показателем качества гибки.
Эти дефекты качества можно свести к минимуму, выбрав подходящий радиус гибки, соответствующую форму оправки, контролируя зазор между оправкой и внутренней стенкой трубы, регулируя положение вставки оправки и скорость перемещения направляющей пластины.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Вы когда-нибудь задумывались об искусстве и науке, стоящих за приданием металлическим листам сложных форм? В этой увлекательной статье блога мы погрузимся в увлекательный мир листового...
Операторы листогибочных прессов играют важнейшую роль в формировании окружающего нас мира, но их работа не лишена риска. В этой статье мы рассмотрим основные советы по технике безопасности от промышленных...
Вы когда-нибудь задумывались, почему ваши проекты из листового металла иногда неловко гнутся или трескаются? В этой статье рассказывается о важнейшей роли отверстий в листовом металле при гибке. Вы узнаете, как эти отверстия...
Представьте себе, что вы сгибаете листовой металл, не оставляя ни единого следа или царапины. В этой статье мы рассмотрим инновационные методы гибки листового металла без следов, которые позволяют решить такие проблемы, как трение, твердость материала и...
Сталкивались ли вы когда-нибудь с проблемами при гибке листов из нержавеющей стали? В этой статье раскрываются все сложности гибки нержавеющей стали, начиная с требуемого усилия и заканчивая влиянием возвратной пружины. Узнайте...
Вы когда-нибудь задумывались о том, как металлические детали сгибаются в различные формы? В этой увлекательной статье мы погрузимся в искусство и науку гибки при штамповке металла. Наш эксперт...
Вы когда-нибудь думали, что гибка листового металла может быть такой сложной? Закрытая гибка - важнейшая технология обработки листового металла - использует специализированные методы для достижения точных и прочных изгибов, не требуя профессионального...
Ваш листогибочный инструмент слишком быстро изнашивается? В этой статье рассматриваются основные методы ремонта, позволяющие продлить срок службы инструментов и обеспечить оптимальную производительность листогибочного...
Представьте себе, что вам удается добиться идеального сгибания листового металла без каких-либо следов или дефектов. В этой статье рассматриваются передовые методы, обеспечивающие безупречное качество поверхности при гибке металла. Вы узнаете об инновационных...