With the advancement of 10000-watt fiber laser technology, 10000-watt fiber laser cutting equipment is gradually becoming popular in the market, providing a better solution for cutting thick plates.
However, some laser cutting machine manufacturers are not very familiar with the configuration and operation of 10000-watt ultra-high power fiber laser cutting machines.
Therefore, our senior cutting application engineer has systematically compiled the relevant information and shared it with you.
In this post, we will mainly cover the selection, installation, maintenance, and precautions of the 10000-watt laser cutting head.
1. Model selection of 10000 watt cutting head
Lens ratio:
It is recommended to use a ratio of 100/200 or an adjustable zoom head for the collimating and focusing lens of a 10000-watt cutting head. This is because the plate cutting thickness of a 10000-watt fiber laser covers a wide range, and the focus adjustment range is also wide.
Connector model:
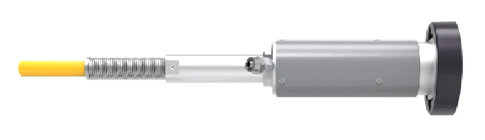
Currently, the main types of output heads for 10000-watt fiber lasers are LOE, Q+, and QD. It is important to select the appropriate cutting head, which should be consistent with the type of output head chosen.
LOE type 10000 watt fiber laser output head
2. Installation and maintenance of 10000 watt cutting head
Installation environment and requirements
Environmental requirements:
Clean room or dust-free workbench above 1000
Tools:
More than 100x microscope
Auxiliary accessories:
Anhydrous alcohol or IPA, cleaning cotton swab, dust-free cloth, masking tape, complete set of hexagon socket, screwdriver, art knife
Other requirements:
1. Prior to installing the 10-watt fiber laser output head into the cutting head, it is crucial to ensure that the internal cavity, lens, crystal, and surrounding area of the laser output head are thoroughly cleaned.
2. The installation of the 10,000-watt fiber laser output head into the cutting head and the cleanliness inspection must be conducted in a dust-free environment with a cleanliness level exceeding 1000, and examined under a microscope with at least 100x magnification.
Installation process
1. Make sure to clean the inside of the cutting head.
2. Remove the protective sleeve from the laser output head.
3. Securely position the laser output head laterally and align it with the microscope.
4. Clean the outer surface of the laser output head.
5. Adjust the microscope to clearly visualize the crystal end face.
6. Thoroughly examine the entire crystal end face. If any dirt is present, gently wipe it off using a cotton swab dipped in anhydrous alcohol.
7. After verifying that the crystal in the laser output head is clean, align the output head laterally with the cutting head hole.
8. Securely fix the cutting head and seal the connection with adhesive tape.
9. The cutting head moves at high speed during operation, so ensure there is no dust on the lens by checking for red light reflection through the laser.
10. Make sure the cutting head is clean and properly installed before commencing laser cutting.
Maintenance
1. To prevent dust from entering the cutting head during maintenance, it is recommended to wrap a layer of adhesive tape around the cutting head before use (ensure residue-free removal of the tape).
2. If the internal lens of the 10000 watt cutting head is dirty or damaged, it should be replaced. It is not advisable to remove it for cleaning to avoid secondary and more serious pollution.
3. When operating the 10000 watt cutting head on the cutting machine, the lower protective lens can be replaced. However, replacing the upper protective lens and collimating focusing lens requires a dust-free environment above 1000.
4. To check the lens of the 10000 watt cutting head, first check for black spots in the red light of the 10000 watt fiber laser using white paper. Then, output the laser with low power and check for spots in the light spot with black photosensitive paper. Finally, inspect the lens under a microscope.
3. 10000 watt cutting head test process
1) Is the servo calibration normal?
2) Is the focus adjustment consistent with the actual monitoring focus?
3) Is the actual zero focus position within ±1mm of the focus position?
4) Is the cutting effect normal for plates with different thicknesses and materials?
5) Are the lens and cutting head temperatures stable? Is there thermal distortion in the lens? Is the cutting effect consistent?
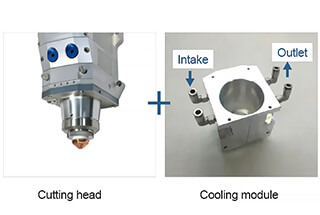
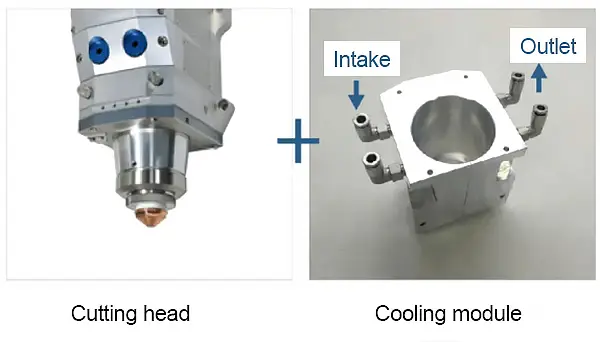
4. 10000 watt cutting head cooling
Cooling configuration:
The diameter of the water pipe that connects the water cooler to the cutting head must be larger than the diameter of the water cooling interface of the cutting head (8mm in diameter). The water flow must be at least 4 liters per minute and the water temperature should be between 28 and 30 degrees Celsius.
Water flow direction:
High-temperature water output from the water cooler → Output head of a 10,000-watt fiber laser → Cavity of a 10,000-watt cutting head → High-temperature water input to the water cooler → Cavity at the bottom of a 10,000-watt cutting head.
Cooling scheme:
To ensure stable and long-term processing and avoid the impact of high cutting head temperature on subsequent operations, it is recommended to install a water cooling module, as some brands of cutting heads have a cavity at the bottom without any cooling device.