
0° – 180° Bend Allowance Chart for Sheet Metal Bending
Have you ever wondered how sheet metal parts are designed and manufactured with precision? In this blog post, we'll dive into the fascinating world of bend allowance - a crucial…
Have you ever wondered about the art and science behind shaping metal sheets into complex forms? In this captivating blog post, we dive deep into the fascinating world of sheet metal bending. Our expert mechanical engineer unveils the secrets behind various bending techniques, materials, and equipment, offering valuable insights that will reshape your understanding of this crucial manufacturing process.

Sheet metal bending is a fundamental forming process that alters the geometry of a metal sheet or panel by creating angular changes along a linear axis. This versatile technique can produce a wide range of profiles, including V-shapes, U-shapes, and more complex configurations, enabling the fabrication of various components for industries such as automotive, aerospace, and construction.
Related reading: V & U-shaped Bend Force Calculator
Two primary methods dominate sheet metal bending operations: mold bending and press brake bending. Each method offers unique advantages and is suited to specific production scenarios:
The selection between these methods depends on factors such as part complexity, production volume, material properties, and required tolerances. Both techniques employ distinct principles and offer unique characteristics that cater to specific application requirements in modern metal fabrication processes.
Sheet metal bending is a critical process in modern manufacturing, with material selection playing a pivotal role in product performance and cost-effectiveness. This section explores the most prevalent metals used in sheet metal bending, detailing their properties, applications, and unique characteristics that influence formability and final product quality.
Steel, an iron-carbon alloy, remains the cornerstone of sheet metal fabrication due to its exceptional strength-to-cost ratio and versatility. Various steel grades offer a spectrum of properties suitable for different bending applications:
Mild Steel (Low Carbon Steel): Contains 0.05% to 0.25% carbon, offering excellent formability and weldability. Its low yield strength facilitates easy bending, making it ideal for automotive body panels, structural components, and general fabrication. However, its susceptibility to corrosion necessitates protective coatings for many applications.
Stainless Steel: Alloyed with a minimum of 10.5% chromium, stainless steel provides superior corrosion resistance through the formation of a self-healing chromium oxide layer. Common grades include:
High-Strength Low-Alloy (HSLA) Steel: Offers improved strength and formability compared to mild steel, achieved through micro-alloying elements like niobium or vanadium. HSLA steels are increasingly used in automotive and aerospace industries for weight reduction while maintaining structural integrity.
Aluminum alloys provide an optimal balance of light weight, corrosion resistance, and formability, making them indispensable in industries prioritizing weight reduction and durability:
Alloy 5052: Excellent formability and corrosion resistance; commonly used in marine applications, electronic enclosures, and fuel tanks.
Alloy 6061: Good strength and weldability; widely used in structural components, transportation equipment, and machine parts.
Alloy 3003: High formability and moderate strength; ideal for general sheet metal work, HVAC components, and cookware.
Key advantages of aluminum in sheet metal bending include:
Copper’s unique combination of high electrical conductivity, thermal management properties, and formability makes it irreplaceable in certain applications:
Common copper grades for sheet metal bending include:
Brass, an alloy primarily composed of copper and zinc, offers a unique combination of properties that make it valuable for both functional and aesthetic applications:
Common brass alloys for sheet metal bending:
When selecting materials for sheet metal bending, considerations must include not only the material properties but also the specific bending requirements, such as bend radius, springback compensation, and potential for stress cracking. Advanced finite element analysis (FEA) and simulation tools are increasingly used to optimize material selection and bending parameters, ensuring successful outcomes in complex sheet metal forming operations.
Air Bending
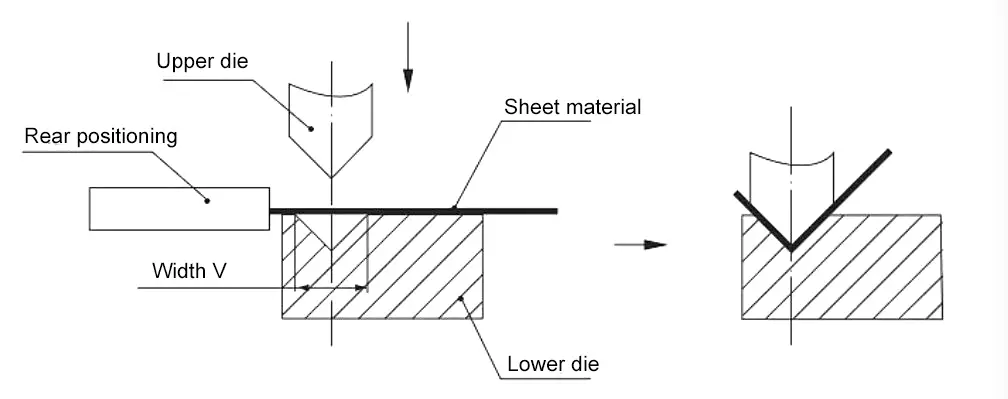
Air bending is a versatile and widely adopted technique in sheet metal fabrication. The process involves positioning the workpiece on a die with a V-shaped opening, while a punch descends to apply controlled pressure. As the punch penetrates, the sheet metal deforms elastically and plastically, creating a bend. The final bend angle is determined by the depth of punch penetration, material properties (such as yield strength and thickness), and die opening width. Key advantages of air bending include:
Coining
Coining is a precision bending technique that employs substantial force to plastically deform the sheet metal into a die cavity. During the coining process, the punch and die are pressed together with the workpiece sandwiched between them, causing the material to flow and conform precisely to the tooling geometry. This method offers several benefits:
Three-Point Bending
Three-point bending is a fundamental technique used for both material testing and practical fabrication applications. In this method, the sheet metal is supported at two points, with a controlled force applied at a third point between the supports. This approach provides:
V-Die Bending
V-die bending is a cornerstone technique in the sheet metal industry, offering a balance of versatility and precision. The process utilizes a V-shaped punch and corresponding die, which apply pressure to form the desired bend angle. Key features of V-die bending include:
Press Brake
Press brakes are versatile sheet metal bending machines that offer high precision and repeatability in producing complex shapes. They utilize a punch and die system to apply concentrated force on the workpiece, creating accurate bends. Modern press brakes come in various configurations, including hydraulic, mechanical, and electric servo-driven models, each catering to specific production needs.
Hydraulic: Provides consistent force throughout the stroke, ideal for heavy-duty applications.
Mechanical: Offers high-speed operation, suitable for high-volume production of simpler parts.
Electric Servo: Delivers superior accuracy and energy efficiency, perfect for precision components.
The capacity of a press brake is determined by factors such as working length, tonnage, and control system sophistication. Advanced CNC-controlled press brakes can achieve complex multi-axis bending, tool changes, and real-time force monitoring for optimal results.
Folding Machine
Folding machines, also known as panel benders, are specialized equipment designed for efficient production of large, complex sheet metal parts. They employ a clamping beam to secure the workpiece and a folding blade to create precise bends. This design allows for the manipulation of larger sheets and the creation of multiple bends without repositioning the material.
Manual: Operated by skilled technicians for small-batch production or prototyping.
Automated: Equipped with CNC controls for high-volume, complex part production with minimal operator intervention.
Folding machines excel in handling a wide range of materials, including aluminum, stainless steel, and galvanized steel. Their unique design often results in reduced marking on sensitive materials and the ability to produce parts with shorter flange lengths compared to traditional press brakes.
Bending Dies
Bending dies are critical components in sheet metal forming, directly influencing the final part’s geometry, accuracy, and surface quality. They are manufactured from high-performance materials such as tool steel, carbide-enhanced alloys, or tungsten carbide to ensure longevity and maintain precision under repeated use.
V-dies: Versatile and widely used for air bending and bottom bending. Available in various angles to achieve different bend radii.
Rotary bending dies: Feature rotating elements that significantly reduce friction, ideal for materials prone to scratching or when working with pre-finished surfaces.
Wiping dies: Employ a wiping action to create tight-radius bends, often used in the production of complex profiles and channels.
Advanced die designs may incorporate features like spring-loaded pressure pads for improved material control or carbide inserts for extended tool life in high-volume production environments. The selection of appropriate dies is crucial for achieving desired tolerances, minimizing springback, and optimizing overall bending efficiency.
ISO Standards
Sheet metal bending operations must adhere to specific international standards to ensure quality, safety, and consistency. The International Organization for Standardization (ISO) develops and maintains these regulations. For sheet metal bending, the relevant standards include:
ISO 9013: This standard specifies the requirements for thermal cutting methods, including laser cutting and plasma cutting, which are often used in sheet metal preparation prior to bending. It defines quality characteristics, technical delivery conditions, and tolerances for thermally cut surfaces.
ISO 16630: This standard defines the mechanical testing methods used to verify the structural integrity and mechanical properties of sheet metal materials. It specifically outlines the procedure for conducting tube flattening tests, which are crucial for assessing the formability and ductility of tubular metal products.
ISO 7438: This standard describes the bend test method for metallic materials, which is essential for evaluating the ductility and formability of sheet metals used in bending operations.
ISO 6892-1: This standard specifies the method for tensile testing of metallic materials at room temperature, providing valuable data on material properties that influence bending behavior.
Adherence to ISO standards ensures that sheet metal bending operations produce reliable, high-quality products for various industries and applications, while also facilitating international trade and collaboration.
ASTM Standards
The American Society for Testing and Materials (ASTM) also plays a crucial role in the sheet metal bending industry by establishing and maintaining standards. ASTM standards relevant to sheet metal bending include:
ASTM A6/A6M: This standard outlines the general requirements for rolled steel plates, shapes, sheet piling, and bars used in various applications, including sheet metal bending. It covers dimensional tolerances, permissible variations, and testing procedures.
ASTM A480/A480M: This standard specifies the general requirements for flat-rolled stainless and heat-resisting steel plate, sheet, and strip used in sheet metal bending. It includes details on chemical composition, mechanical properties, and surface finish requirements.
ASTM E290: This standard defines the methodologies for conducting bend tests on metallic materials to assess ductility and formability. It provides guidelines for various bend test configurations, including guided bend tests and free bend tests.
ASTM E8/E8M: This standard outlines the methods for tension testing of metallic materials, which is crucial for determining the mechanical properties that influence bending behavior.
ASTM B820: This standard covers the specification for metallic foils for electrical insulation, which is relevant for sheet metal bending in electrical and electronic applications.
Complying with ASTM standards ensures that sheet metal bending operations meet industry requirements and maintain a high level of quality in their products. These standards also provide a common language for manufacturers, suppliers, and customers, facilitating clear communication and expectations in the sheet metal industry.
Manufacturers typically consider using mold bending as a processing method for structural parts that have an annual capacity of more than 5,000 pieces and are relatively small in size, generally around 300 x 300.
Figure 1-17 displays the commonly used bending dies. To increase the longevity of the mold, it is advisable to incorporate rounded corners while designing the parts.
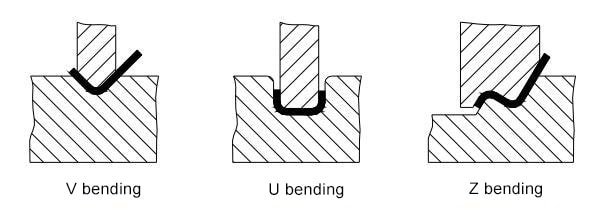
Figure 1-17 Special Forming Mold
Using a bending die with a flange height that is too small is not ideal for forming. Typically, the flange height should be L ≥ 3t, considering the wall thickness.
Z-shaped steps made from sheet metal with a lower profile are commonly bent using simple molds on punch presses or hydraulic presses for small batch sizes. For larger batches, a step die on a bending machine can be utilized, but the height (H) should typically be between 0 and 1.0 times the wall thickness (t).
If the height is between 1.0 and 4.0 times the wall thickness, a mold form with an unloading structure may be necessary. The height can be adjusted by adding a spacer, but maintaining the length (L) and verticality of the vertical side may be challenging. If the height is greater, bending on a press brake machine should be considered.
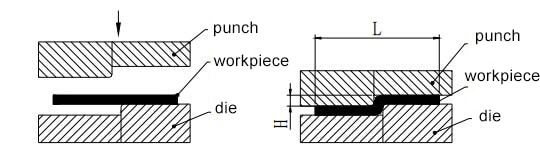
Figure 1-18 Z-shaped step bending
There are two categories of bending machines: ordinary bending machines and CNC bending machines. CNC bending machines are typically used for sheet metal bending in communication devices due to the need for high precision and the irregular shape of the bend.
The basic principle of the machine involves shaping the sheet metal part using the upper mold, which is the bending punch, and the lower mold, which is the V-shaped die.
Advantages:
Disadvantages:
The basic principle of forming is shown in Figure 1-19:
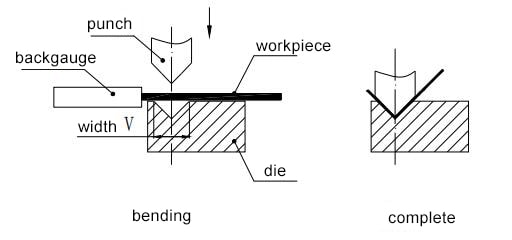
Figure 1-19 Basic principle of forming
The following are two key components of the bending machine:
1. Bending Knife (Upper Die)
The appearance of the bending knives is depicted in Figure 1-20. Their shape is mainly determined by the shape of the workpiece.
Typically, processing tools have a large selection of bending knives. Specialized manufacturers will even custom-make a variety of unique shapes and specifications to handle complex bending tasks.
2. Lower Die
The V-shape of the lower die is usually determined as V=6t (where t represents the material thickness).
The bending process is affected by various factors, such as the arc radius of the upper die, the material’s properties, its thickness, the strength of the lower die, and the size of the V-opening in the lower die.
To meet different product requirements, manufacturers have standardized bending dies while ensuring the bending machine’s safety.
Having a fundamental knowledge of the available bending dies is crucial during the structural design process.
Figure 1-20 displays the upper die on the left and the lower die on the right.
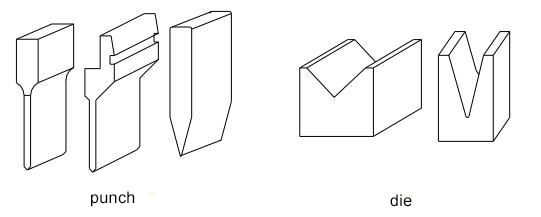
Figure 1-20 Schematic diagram of the press brake punch and die
The basic principle of the bending process sequence:

The bending forms commonly seen in outsourcing factories are generally shown in Figure 1-21.
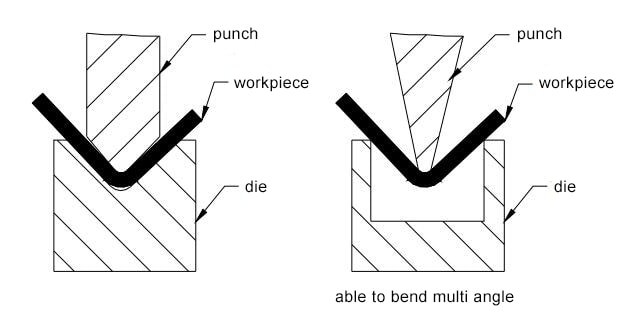
Figure 1-21 Bending form of press brake machine
The bend radius is a critical factor to consider when bending sheet metal. It is essential to choose an appropriate bend radius that is neither too large nor too small.
If the bend radius is too small, it can result in cracking during bending, and if it is too large, rebounding is likely to occur. Table 1-9 displays the preferred bend radius (inside bend radius) for different materials with varying thicknesses.
| Material | Annealed state | Cold work hardening state | ||
|---|---|---|---|---|
| The corresponding position of the direction of the bending line and the direction of the fiber | ||||
| vertical | parallel | vertical | parallel | |
| 08,10 | 0.1t | 0.4 t | 0.4 t | 0.8 t |
| 15,20 | 0.1 t | 0.5 t | 0.5 t | 1.0 t |
| 25,30 | 0.2 t | 0.6 t | 0.6 t | 1.2 t |
| 45,50 | 0.5 t | 1.0 t | 1.0 t | 1.7 t |
| 65Mn | 1.0 t | 2.0 t | 2.0 t | 3.0 t |
| Aluminum | 0.1 t | 0.35 t | 0.5 t | 1.0 t |
| Copper | 0.1 t | 0.35 t | 1.0 t | 2.0 t |
| Soft brass | 0.1 t | 0.35 t | 0.35 t | 0.8 t |
| Semi-hard brass | 0.1 t | 0.35 t | 0.5 t | 1.2 t |
| Phosphor bronze | —— | —— | 1.0 t | 3.0 t |
Note: t is the thickness of the sheet in the table.
Please note that the data presented in Table 1-9 is provided for reference purposes only and should not be considered as definitive. In actual practice, most manufacturers use bending knives with a rounded corner of 0.3, with only a few employing a rounded corner of 0.5.
Therefore, the bending inner radius of our sheet metal parts is typically 0.2. While this radius is sufficient for ordinary low-carbon steel plates, rust-proof aluminum plates, brass plates, and copper plates, it may not be suitable for high-carbon steel, hard aluminum, and super-hard aluminum. In these cases, a rounded corner of 0.2 may cause the bend to break or the outer corner to crack.
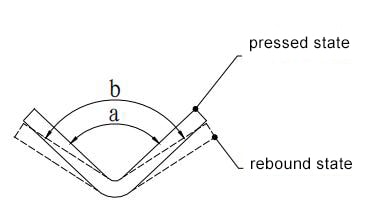
Figure 1-22 Bending and rebounding diagram
1) Rebound angle Δα=b-a
In the formula:
2) The size of the rebound angle
The rebound angle at 90° air bend is shown in Table 1-10.
Table 1-10 Rebound angle at 90-degree air bend
| Material | r/t | Thickness t(mm) | ||
|---|---|---|---|---|
| <0.8 | 0.8~2 | >2 | ||
| Low-carbon steel | <1 | 4° | 2° | 0° |
| Brass σb=350MPa | 1~5 | 5° | 3° | 1° |
| Aluminum, zinc | >5 | 6° | 4° | 2° |
| Medium carbon steel σb=400-500MPa | <1 | 5° | 2° | 0° |
| Hard yellow copper σb=350-400MPa | 1~5 | 6° | 3° | 1° |
| Hard bronze σb=350-400MPa | >5 | 8° | 5° | 3° |
| High carbon steel σb>550Mpa | <1 | 7° | 4° | 2° |
| 1~5 | 9° | 5° | 3° | |
| >5 | 12° | 7° | 6° | |
The magnitude of the rebound angle is directly proportional to the yield point of the material and inversely proportional to its elastic modulus, E. Therefore, when dealing with sheet metal parts that require high precision, it is advisable to use low-carbon steel instead of high-carbon steel or stainless steel to reduce rebound.
It is crucial to comprehend that the degree of deformation decreases as the relative bending radius, r/t, increases. Conversely, the rebound angle, Δα, increases as the relative bending radius, r/t, decreases.
To achieve higher accuracy, it is recommended to opt for a small bend radius while designing rounded corners of sheet metal bends. Avoid using large arcs as much as possible, as depicted in Figure 1-23, as they are difficult to produce and control for quality.
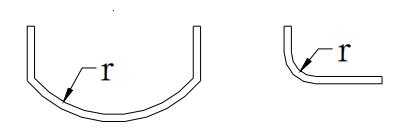
Figure 1-23 The arc of the sheet metal is too large
The initial state of the bend of the L-shaped bend is shown in Figure 1-24:
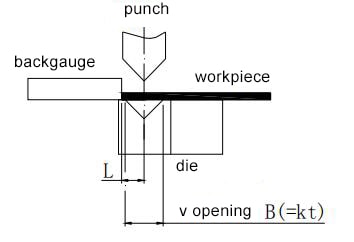
Figure 1-24 L-bend bending
One crucial factor here is the width “B” of the lower mold.
The bending process and the strength of the mold require a minimum mold width for different material thicknesses. If the width is less than this value, problems such as misaligned bends or damaged molds may arise.
Practical experience has shown that the relationship between the minimum mold width and material thickness can be expressed by the following equation:
Bmin = kT ①
Where Bmin is the minimum mold width, T is the material thickness, and k = 6 when calculating the minimum mold width.
The commonly used mold width specifications by manufacturers currently are:
4, 5, 6, 8, 10, 12, 14, 16, 18, 20, 25
Based on the above relationship, the minimum mold width required for different material thicknesses during bending can be determined. For example, when bending a 1.5mm thick plate, B = 6 * 1.5 = 9. From the above series of mold widths, you can choose either a 10mm or 8mm lower mold width.
From the initial bend state diagram, it’s clear that the bend’s edge cannot be too short. Combined with the minimum mold width, the equation for determining the shortest bend edge is:
Lmin = 1/2 (Bmin + Δ) + 0.5 ②
Where Lmin is the shortest bend edge, Bmin is the minimum mold width, and Δ is the sheet’s bending coefficient.
When bending a 1.5mm thick plate, the shortest bend edge, Lmin = (8 + 2.5) / 2 + 0.5 = 5.75mm (including plate thickness).
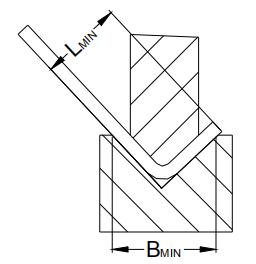
Figure 1-25 Minimum die width
Table 1-11: Inner bending radius of cold rolled steel sheet material R and minimum bending height reference table
| No. | Thickness | V opening | Punch radius R | Min bending height |
|---|---|---|---|---|
| 1 | 0.5 | 4 | 0.2 | 3 |
| 2 | 0.6 | 4 | 0.2 | 3.2 |
| 3 | 0.8 | 5 | 0.8 or 0.2 | 3.7 |
| 4 | 1 | 6 | 1 or 0.2 | 4.4 |
| 5 | 1.2 | 8(or 6) | 1 or 0.2 | 5.5(or 4.5) |
| 6 | 1.5 | 10(or 8) | 1 or 0.2 | 6.8(or 5.8) |
| 7 | 2 | 12 | 1.5 or 0.5 | 8.3 |
| 8 | 2.5 | 16(or 14) | 1.5 or 0.5 | 10.7(or 9.7) |
| 9 | 3 | 18 | 2 or 0.5 | 12.1 |
| 10 | 3.5 | 20 | 2 | 13.5 |
| 11 | 4 | 25 | 3 | 16.5 |
Note:
The minimum bend height is determined by the material thickness.
For acute V-bends, the shortest bend must be increased by 0.5.
When bending aluminum or stainless steel plates, the minimum bending height may vary slightly. Specifically, the aluminum plate will require a smaller bending height, while the stainless steel plate will require a larger one. Please refer to the table above for details.
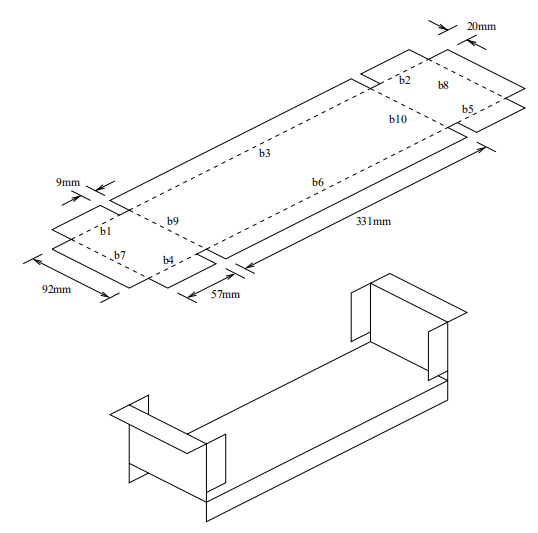
Figure 1-26 displays the initial state of the Z-bend. The Z-bend and L-bend processes share a similarity and encounter the minimum bend edge issue. However, the shortest edge of the Z-bend is larger than that of the L-bend, owing to the structure of the lower die. The formula used to calculate the minimum edge of the Z-bend is:
Lmin=1/2(Bmin+Δ)+D + 0.5 + T ③
Lmin refers to the shortest bend edge, while Bmin is the minimum mold width. Δ represents the bending coefficient of the sheet, T refers to the material thickness, and D is the structural size of the lower die to the edge, which is typically greater than 5mm.
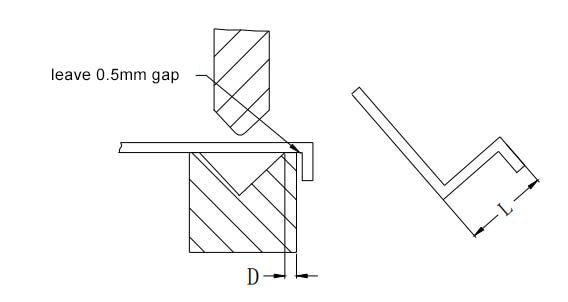
Figure 1-26 Z-bend
The minimum bend size L for sheet metal Z-bends of different material thicknesses is shown in Table 1-12 below:
Table 1-12 Minimum height of Z bend
| No | Thickness | V opening | Punch radius R | Z -bend height L |
|---|---|---|---|---|
| 1 | 0.5 | 4 | 0.2 | 8.5 |
| 2 | 0.6 | 4 | 0.2 | 8.8 |
| 3 | 0.8 | 5 | 0.8 or 0.2 | 9.5 |
| 4 | 1 | 6 | 1 or 0.2 | 10.4 |
| 5 | 1.2 | 8(or 6) | 1 or 0.2 | 11.7(or 10.7) |
| 6 | 1.5 | 10(or 8) | 1 or 0.2 | 13.3(or 12.3) |
| 7 | 2 | 12 | 1.5 or 0.5 | 14.3 |
| 8 | 2.5 | 16(or 14) | 1.5 or 0.5 | 18.2(or 17.2) |
| 9 | 3 | 18 | 2 or 0.5 | 20.1 |
| 10 | 3.5 | 20 | 2 | 22 |
| 11 | 4 | 25 | 3 | 25.5 |
Interference during bending
In the case of secondary or higher order bending, interference between the workpiece and the tool is a common occurrence. Figure 1-27 depicts the interfering area, shown in black, which can prevent successful bending or cause deformation due to the interference.
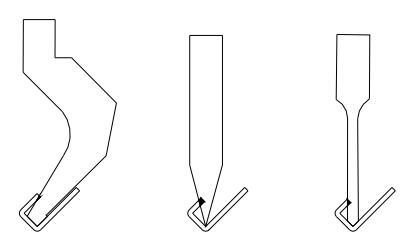
Figure 1-27 Interference of bending
The interference issue in sheet metal bending is not complex. It simply involves understanding the shape and size of the bending die and avoiding it when designing the structure. Figure 1-28 displays the cross-sectional shapes of several typical bending dies, which are detailed in the sheet metal mold manual and have corresponding tool entities in the intralink library.
If there is uncertainty in the design, a direct assembly interference test can be performed using the tool based on the principle shown in the figure.
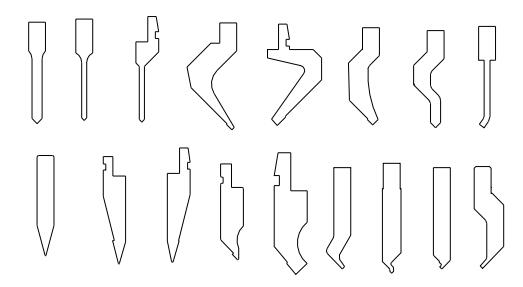
Figure 1-28 Bending knife
When performing flip hole tapping, it is important to avoid designing D (as shown in Figure 1-29) too small. The minimum value of D can be calculated or plotted based on various factors, including material thickness, outer diameter of the through hole, height of the flange hole, and selected parameters of the bending tool.
For instance, if you are performing M4 flip hole tapping on a 1.5mm sheet, D should be greater than 8mm to prevent the bending tool from coming into contact with the flange.
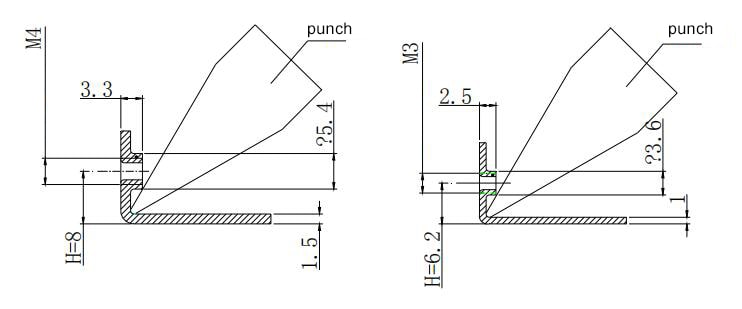
Figure 1-29 Bending of the hole flanging & tapping
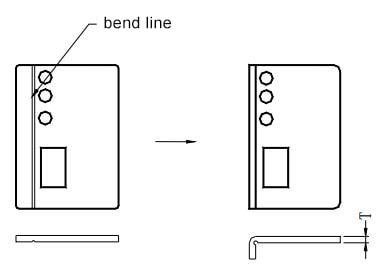
Figure 1-30 illustrates that if the hole’s edge is positioned too close to the bending line, the bending process may cause the hole’s shape to change, as it cannot be accommodated. To prevent this from happening, it is crucial to ensure that the distance between the hole’s edge and the bending line is greater than or equal to the minimum hole margin, which is X ≥ t + R.
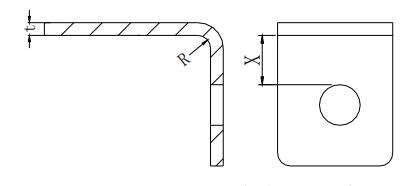
Figure 1-30 Minimum distance from the round hole to the bent edge
Table 1-13 Minimum distance from the round hole to the bent edge
| Thickness | 0.6~0.8 | 1 | 1.2 | 1.5 | 2 | 2.5 |
|---|---|---|---|---|---|---|
| Min Distance X | 1.3 | 1.5 | 1.7 | 2 | 3 | 3.5 |
Figure 1-31 reveals that the elongated hole is located too near the fold line. Consequently, during the bending process, the material cannot be properly accommodated, resulting in deformation in the hole’s shape. Therefore, it is crucial to ensure that the distance between the hole edge and the bend line is greater than the minimum hole margin specified in Table 1-14. Additionally, the bend radius can be found in Table 1-9.
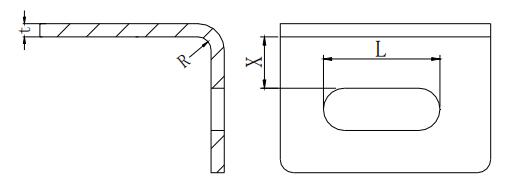
Figure 1-31 The minimum distance from the long round hole to the bent edge
Table 1-14 Minimum distance from the long round hole to the bent edge
| L | <26 | 26~50 | >50 |
|---|---|---|---|
| Min distance X | 2t+R | 2.5t+R | 3t+R |
For unimportant holes, they can be expanded to the bend line, as illustrated in Figure 1-32. However, this has a drawback of affecting the appearance.
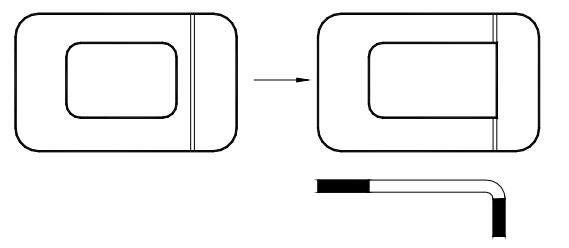
Figure 1-32 Improved bending design
If the distance between the closest hole to the bend line and the bent edge is less than the minimum required distance, deformation may occur after bending. To meet the product requirements, you can refer to Table 1-15 for potential solutions. Nonetheless, it’s crucial to note that these methods lack technical precision, and structural design should be avoided whenever feasible.
Table 1-15 Special processing when the hole is close to the bend
 1) Press the groove before bending.In the actual design, because of the structural design needs, the actual distance is smaller than the above distance.The processing manufacturer often performs the groove pressing before the bending, as shown in Figure 1-31.The disadvantage is: one extra process is needed for the bending processing, the efficiency is lower, the precision is lower, and in principle, it should be avoided as much as possible. |
|---|
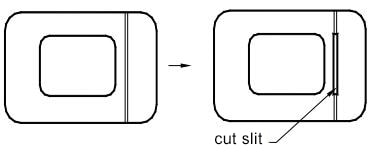 2) Cut hole or line along the bend line: when the bend line has no effect on the appearance of the workpiece or is acceptable, then use hole cutting to improve its techniques.Disadvantages: affect the appearance. And when cutting a line or cutting a narrow groove, it is generally necessary to cut with a laser machine. |
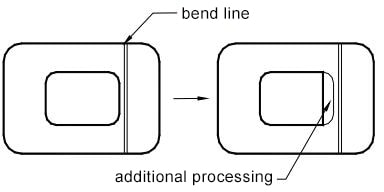 3) Completion to the design size after bending at the edge of the hole near the bend line.When the hole margin is required, it can be handled in this way.Generally, this secondary material removal cannot be completed on a punching machine, and the second cutting can only be performed on the laser cutting machine, and the positioning is troublesome, and the processing cost is high. |
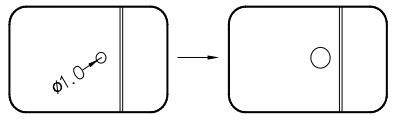 4) After the bending, the hole reaming process only has one or several pixel holes to the bending line and the distance is less than the minimum hole distance.When the appearance of the product is strict, in order to avoid the drawing during bending, the pixel can be performed at this time.Shrinkage treatment, that is, cutting a small concentric circle (usually Φ1.0) before bending, and reaming to the original size after bending.Disadvantages: many projects, low efficiency. |
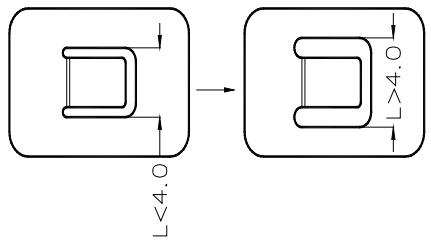 5) The minimum width of the upper die of the bending machine is 4.0mm (current).Due to this limitation, the hole in the bending part of the workpiece shall not be less than 4.0mm.Otherwise, the opening must be enlarged or use easy to form die to perform the bending.Disadvantages: low efficiency in making the easy mold, low efficiency in easy mold production; reaming affects appearance. |
Process holes, process slots and process notches for curved parts
When designing the bend, it is recommended to add a punching process hole, process groove, or process notch before blanking if the bend needs to be made on the inner side of the blank, as depicted in Figure 1-33.
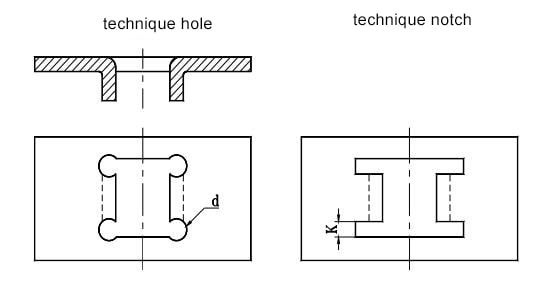
Figure 1-33 Adding punch hole, process or process notch
When designing a bent part, to prevent tearing and edge distortion, it’s typically necessary to create a crack avoidance groove or cut slit. This is especially important when the inner bend radius is less than 60 degrees. The width of the slit should be greater than the material thickness (t), and the depth of the slit should be at least 1.5 times the thickness of the material. As shown in Figure 1-34, Figure b is considered a better design option than Figure a.
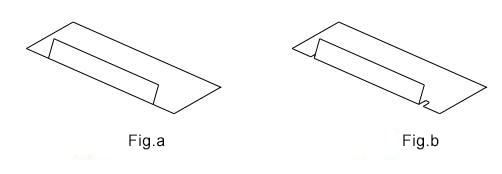
Figure 1-34 Bending of the sheet with the crack groove or slit
The process grooves and holes should be properly processed. If the appearance of the workpieces is a concern and they are visible from the panel, the corner process holes for bending can be omitted (for example, the process notch is not added during panel processing to maintain a uniform style). However, other bends should include a corner process hole, as shown in Figure 1-35.
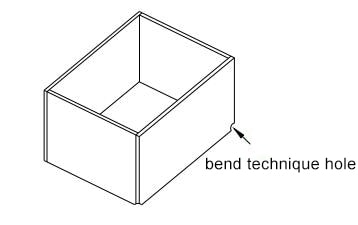
Figure 1-35 Bending corner process hole
When designing drawings, it is recommended to avoid marking the gap between bending intersections in the 90-degree direction unless there is a specific requirement. Incorrect gap markings can impact the manufacturing process design. Usually, manufacturers design the process with a gap of 0.2 to 0.3, as illustrated in Figure 1-36.
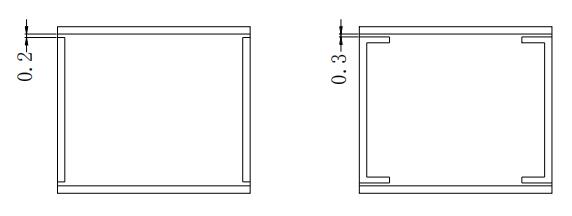
Figure 1-36 the gap between the bend lapping
The bending area of a bent component should be kept away from areas with abrupt changes in the component’s shape. The distance L from the bending line to the deformation zone should be greater than the bending radius (r), meaning L ≥ r, as shown in Figure 1-37.
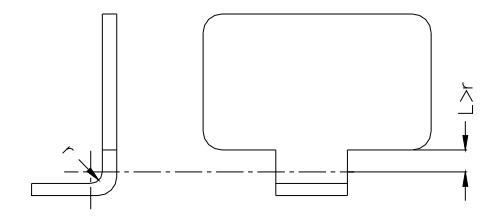
Figure 1-37 The bend zone should avoid the location of the sudden change of the part
The method for hemming: The sheet is first bent to a 30-degree angle using a 30-degree bending die, as shown in Figure 1-38, and then the bent side is flattened.
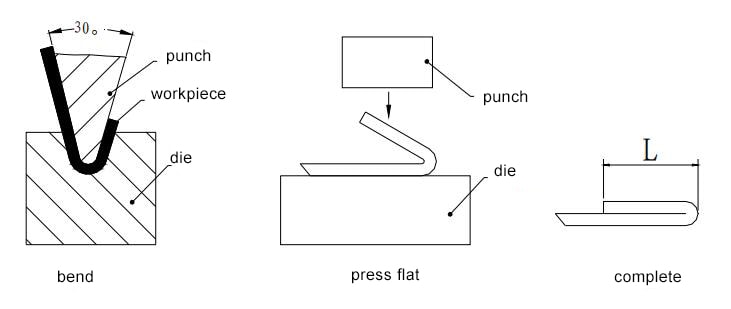
Figure 1-38 Method of hemming
The minimum bend edge dimension, “L,” in Figure 1-38 is 0.5t, where “t” represents the material thickness, in accordance with the minimum one-bend edge size outlined above. The “pressed dead edge” technique is commonly used for materials such as stainless steel, galvanized sheet, and aluminum-zinc plate. However, plating parts should not be used as it may result in acid entrapment at the hemming location.
The 180-Degree Bend Method: As shown in Figure 1-39, first fold the plate at a 30-degree angle using a 30-degree bending knife. Then, straighten the bend edge and finally, remove the backing pad.

Figure 1-39 180-degree bend method
The minimum bend edge dimension (L) in the figure is equal to the minimum bend edge dimension of a single bend plus the material thickness (t). The height (H) should be selected from commonly used plate sizes, such as 0.5, 0.8, 1.0, 1.2, 1.5, or 2.0. It is generally not recommended to choose a height that is higher than these options.
As demonstrated in Figure 1-40, first fold the shape and then fold the edge. When designing, be mindful of the dimensions of each component to guarantee that each step of the process meets the minimum bend size, thereby avoiding the need for additional post-processing.
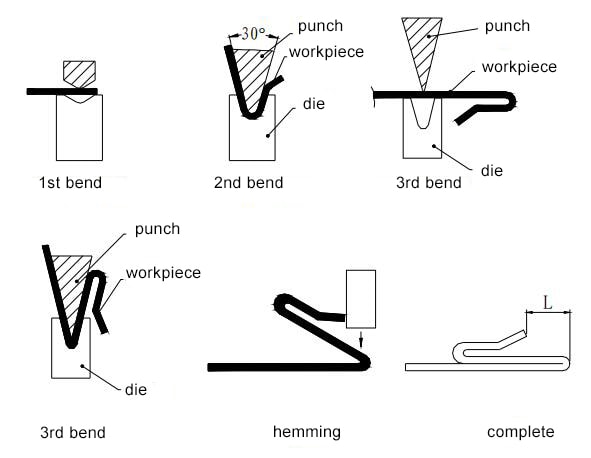
Figure 1-40 Triple folding hemming
Table 1-16 Minimum bearing edge size required for final bending edge flattening
| Thickness | 0.5 | 0.6 | 0.8 | 1.0 | 1.2 | 1.5 | 2.0 | 2.5 |
|---|---|---|---|---|---|---|---|---|
| Bearing edge size L | 4.0 | 4.0 | 4.0 | 4.0 | 4.5 | 4.5 | 5.0 | 5.0 |
When working with sheet metal bending, prioritizing safety and adhering to industry best practices is paramount for minimizing accident risks and ensuring operational efficiency. The following comprehensive guidelines address crucial aspects of workplace safety, material handling, and process optimization:
Personal Protective Equipment (PPE): Mandate the use of appropriate PPE, including safety glasses with side shields, cut-resistant gloves, steel-toed safety shoes, and hearing protection. For operations involving heavy materials or overhead work, hard hats are essential. When working with galvanized or coated metals, respiratory protection may be necessary to guard against harmful fumes.
Machine Guarding and Safety Systems: Ensure all press brakes and bending machines are equipped with proper guarding mechanisms, including light curtains, two-hand controls, or presence-sensing devices. Regularly test and maintain these safety systems to guarantee their effectiveness in preventing accidents.
Ergonomic Considerations: Implement ergonomic solutions to reduce the risk of repetitive strain injuries. This may include height-adjustable workstations, material handling aids, and proper training on lifting techniques. For large or heavy workpieces, utilize mechanical lifting devices or team lifting procedures.
Tool and Equipment Maintenance: Establish a rigorous preventive maintenance schedule for all bending equipment, dies, and tooling. Regular inspections, cleaning, and lubrication are critical for preventing malfunctions that could lead to accidents or quality issues. Keep detailed maintenance logs and promptly address any identified issues.
Comprehensive Employee Training: Develop and implement a thorough training program covering:
Material Selection and Handling:
Process Optimization:
Workspace Organization:
Quality Control and Continuous Improvement:
By meticulously adhering to these safety guidelines and best practices, sheet metal bending operations can be conducted with a high degree of professionalism, efficiency, and, most importantly, safety. This comprehensive approach not only protects workers but also contributes to improved product quality and overall operational excellence.
With the rapid development in the global industrial equipment sector, more and more high-performance automation equipment has entered the sheet metal processing field, providing foundational productivity guarantees for the high-quality development of the sheet metal processing industry. The development of industrial globalization has also brought more competition and challenges, and market demands are constantly changing. This not only requires the main equipment to have a high level of productivity but also places higher demands on the flexibility and quick-switching capabilities of the entire production system.
As one of the key process technologies in the field of metal processing, sheet metal bending plays an indispensable role in the production of metal products. The traditional single-machine bending operation production method tends to cause equipment downtime during order switches. There is excessive manual intervention in checking drawings, bending programming, adjusting equipment parameters, disassembling and assembling bending molds, and material handling. Therefore, the equipment has to stop and wait for switching and material transportation, resulting in high production costs.
To address the aforementioned issues in the sheet metal bending process, research can be conducted from the perspectives of process design, mold innovation, automation, informatization, and intelligent technology. This involves integrating and introducing advanced technologies into the sheet metal bending process. For example, optimizing the product’s process structure design, improving the controllability of mold materials and the switching speed of the structure, using industrial internet technology for information transmission and communication, integrating PLC interactive control systems, and applying production informatization management systems.
The information management system enables real-time data collection, processing, and analysis during the sheet metal bending production process. Through the cloud computing platform, remote monitoring and management of data can be achieved, optimizing production processes. Additionally, the application of automated production lines that integrate equipment such as machine tools and industrial robots, automated loading and unloading systems, and online inspection systems greatly enhances the controllability of the entire production process. The application of automated interactive control technology effectively reduces manual intervention and allows for continuous production, improving production efficiency and resulting in more stable and reliable bending products.
The development of sheet metal bending technology relies on the upgrading and application of technology in automation, informatization, and intelligent systems within the industry. As a critical link in the metalworking industry, the evolution of sheet metal bending processes reflects the enhancement of industrial manufacturing capabilities and indicates future directions for the manufacturing industry. From initial manual operations to modern CNC automation integration, the sheet metal bending process has undergone multiple significant transformations. Each technological leap has been accompanied by substantial improvements in production efficiency and product quality.
In the early stages of manual bending, metal plates were bent using simple tools and experience. Although the manual bending process was highly adaptable, it was limited by the precision and stability of human operations. This resulted in low production efficiency and made it difficult to meet the needs of large-scale, standardized production. With the acceleration of industrialization, the metalworking industry began gradually introducing machine bending equipment, such as manual bending machines and mechanical bending machines. These devices provided stable force through mechanical principles, significantly improving production efficiency and product consistency.
Modern sheet metal bending production lines are typically equipped with advanced CNC bending machines, which can precisely control bending angles and positions, significantly enhancing the precision and repeatability of sheet metal bending.
Through computer programming, the actions of bending machines can be precisely controlled, enabling the rapid manufacture of complex-shaped metal parts. With the adoption of Computer-Aided Design (CAD) and Computer-Aided Manufacturing (CAM), mold production becomes more efficient and precise. The application of Rapid Prototyping technology makes mold modifications and optimizations easier, shortening the time from design to market. The development of intelligent modular molds allows for quick switches and timely maintenance during use, improving the production efficiency of bending operations.
The structural design of metal sheet bending products needs to incorporate the application of multidisciplinary knowledge, such as the processing properties of metal materials, related mechanical engineering principles, and manufacturing processes. The functional requirements and usage environment of the product will also influence material selection and structural design. It is necessary to choose high-strength and corrosion-resistant metal materials and design corresponding reinforcement structures. Additionally, considering material thickness, the processability of product structures, and the plastic deformation characteristics of materials, it is crucial to set reasonable bending areas to avoid excessive stretching or compression, ensuring the dimensional accuracy and structural strength of the product. A schematic diagram of the sheet metal bending process is shown in Figure below.
Additionally, production constraints such as bend radius and bending angles must be considered during the design phase. It is important to follow the principles of bending sequence: bending from the inside out, bending from small to large, bending special shapes first, and then bending general shapes, ensuring that the initial forming process does not affect or interfere with subsequent processes.
Process design is a key step to ensure that products are produced according to predetermined quality standards and production efficiency. This includes selecting appropriate bending equipment, establishing detailed process flow designs, and designing precise molds. When selecting bending equipment, it is essential to consider the precision and stability of the equipment and its suitability for materials of different thicknesses and hardness levels.
The design of bending molds is also an important part of process design as it directly affects product quality and production efficiency. Good mold design should ensure smooth metal flow during bending, reduce the risk of cracking and splitting, and consider the durability and maintenance costs of the mold. With the development of Computer-Aided Design and Computer-Aided Manufacturing technologies, modern mold design can be more precise and efficient, even allowing for simulation and optimization in the design phase. When developing process flows, it is also necessary to consider production efficiency and cost control while ensuring that each step achieves the expected processing results.
Traditional sheet metal bending processes heavily depend on operators, and product quality is easily influenced by the operator’s state. It is typically a bottleneck step in the metal product processing process. Therefore, developing and adopting automated processing technology to gradually replace manual bending operations is of great significance for enhancing production efficiency. The processing of parts by manually operated bending equipment is shown in Figure 2.
Sheet metal automatic bending processing is a typical representation of the application of advanced technology in production during the industrial era, with the application of high-efficiency, high-quality, and highly flexible automated processing units becoming increasingly mature.
From the development of sheet metal automated bending processing, there are mainly three types of automated processing technologies: fixed manipulator bending processing, industrial robot bending processing, and automatic multi-edge bending unit processing. Each type of automated bending processing method has its advantages, and factory managers need to consider the comprehensive benefits when introducing them concurrently.
The automatic bending unit of the mechanical arm can be divided into X, Y, and three-axis manipulator integrated bending unit and industrial robot integrated bending unit according to different automation integration devices. The three-axis manipulator bending is mainly used for mass production and relatively simple spatial structure sheet metal products, such as box-shaped parts, slot parts, box parts, etc. Its main advantage is the low investment cost, high efficiency for mass produced parts, but due to the limitations of its spatial running track and poor structural flexibility, it cannot cope with frequent production switching.
On the other hand, the automatic bending unit integrated with industrial robots is more advantageous in the process of modern market demand development. To break through the limitations of the existing six-axis robot operating range, the integration of the bottom moving track can achieve flexible movement operations of the robot at different workstations, further increasing the compatibility of the bending unit for product processing.
The robot moves to the position of the bending machine, lays the sheet material flat on the lower die of the bending machine, and through the back gauge sensor of the bending machine, performs precise positioning. After positioning is completed, the robot sends the bending signal to the bending machine, and completes the bending action in coordination with the bending machine.
The bending accuracy of the industrial robot bending unit depends on the accuracy of the bending machine itself, the positioning accuracy of the robot, and the coordinated control of the robot and the bending machine. The standard robot bending processing unit is centered on the industrial robot and the bending machine, equipped with mechanical fixtures, raw material racks, unloading stacks, positioning workbenches, flipping racks, hand-changing devices, and various detection sensors. The bending unit integrated with the industrial robot is shown in Figure 3.
The manipulator is the “hand” that the robot uses to replace humans to pick and place workpieces. The manipulator of the bending robot is generally composed of multiple suction cups installed on a metal frame, and can flexibly adjust the position and branch structure of the suction cups to achieve compatibility with different part sizes and bending angles. Loading and unloading tables usually use stacked pallets, but conveyor belts or tracks can also be used to transport raw materials and finished products.
The positioning workbench is a tilted platform with raised edges, with slightly raised balls distributed on the table surface. The robot transfers the steel plate to the positioning table, where the plate freely slides down to the raised edge due to gravity. When the robot re-grips the plate, the position of the plate and the gripper has been precisely adjusted, providing a reference for the next step of bending.
The integrated multi-side automatic bending unit differentiates itself from the method where the manipulator grips the parts for bending. Instead, it uses the manipulator to move parts in coordination with the bending machine to complete the bending process. Generally, the bending mold configured in this unit also has high flexibility. The successful application of the integrated multi-side automatic bending unit in the manufacturing industry has significantly improved the machining and manufacturing capabilities of China’s machine tool equipment.
The integrated multi-side automatic bending unit includes a loading device, a shuttle conveyor device, a main bending machine manipulator, and a discharging device, as shown in Figure 4. The manipulator is located directly in front of the main bending machine, with the automatic loading and unloading systems located on the left and right sides of the bending machine, respectively.
The automatic loading and unloading devices and the shuttle conveyor device automatically connect with the vertical warehouse to position raw materials, replacing manual work to position the plates or workpieces at the processing location, and enable automatic input and output of parts to the workbench. The manipulator presses and bends the plates for processing; the main bending machine completes the plate bending and forming work according to program machine language codes. Through high-precision part processing control, special mold surface treatment, and special control over the mold running track, the multi-side bending machine ensures the efficient and high-quality processing of sheet metal parts.
During the bending process, the electric servo drive system controls the bending mold movement, enabling high-speed response and fast curve movement of the mold, achieving fast and precise bending actions, and realizing high-speed bending processing. By controlling the action logic and running track of a set of molds, complex part processing can be realized. This set of molds is called a universal mold.
The folding machine, using a single set of versatile molds, can perform various processes such as positive and negative angle bending, large arcs, and complex flat edgings, achieving high flexibility in processing. The automatic die change device consists of parts such as the intermediate clearance die, standard section die, clutch moving device, and rotary inserting piece device. It has two main functions: clearance retracting for edging and automatic length adjustment, to facilitate bending operations in different directional dimensions.

As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.







