Compared to ordinary plate shears, most rotary plate shears adopt an oblique blade.
They are widely used due to their simple structure, low failure rate, high efficiency, and the fact that sheets do not experience bowing, warping, or distortion after shearing.
In the shearing process, the blade support of the swing beam shearing machine undergoes rotary motion, which changes the cutting angle and shear clearance of the blade during the process.
However, the design of rotary shears calculates the sheet metal cutting force based on the blade support’s straight motion, which leads to inaccurate calculation and results in design size deviation, affecting the normal performance of the machine.
Cutting Force Calculation
The cutting force calculation of inclined blade shear with blade support in straight motion mainly uses the Norshari Formula by the former Soviet scholar:
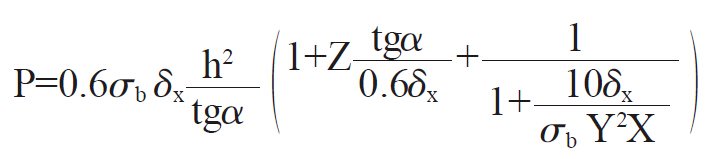
In the cutting force formula:
- σb – Plate Tensile Strength Limit,N/mm;
- δx—Plate Elongation Ratio;
- h—Plate Thickness, mm;
- α— Cutting Angle, °;
- X、Y、Z – Respectively refer to bending force coefficient, cutting blade sidewise clearance relative value, press material coefficient.
Clearly, the changing shear relief angle during the shearing process is not taken into account in the formula, and the shear clearance is also considered as a fixed value.
Thus, the formula is only applicable to shears with blade support that moves in a straight motion.
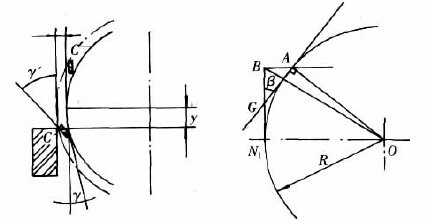
The relief angle in the shearing process can change within the range of γ±β during full-length cutting. Plate shear quality and force are very sensitive to the shear clearance.
In the shearing process, both the shear and pull functions coexist, and the larger the shear gap is, the higher the proportion of the pulling function and correspondingly, the poorer the shear quality.
For medium thickness plate cutting, the shear clearance should be controlled between 8% to 12% based on experience.
However, it is challenging to achieve the required γ±β for rotary shearing machines that use a simplified blade installation process.
When the shear gap exceeds the experienced value, it will inevitably lead to a change in shear force.
As per formula (1), an increase in the shear clearance will result in an increase in the relative value of shear sidewise clearance, ultimately leading to an increase in the force required for the shearing process.
During the cutting process with a prominent pulling function, this not only increases the shear force and power loss, but also causes plastic deformation of the plate, increases friction between the blade and plate, increases the force required by the shearing machine, and reduces the cutter’s service life.
Therefore, when calculating the cutting force of rotary shearing machines using the above formula, it’s recommended to choose a higher relative value of shear blade sidewise clearance and a higher blade dulling coefficient to account for these factors.
In simple terms, the calculation of shear force for a shearing machine is a technical formula.
Most calculations are based on ordinary Q235 steel plates, with a conversion factor of 1.4 for Q345 steel plates in millimeters, and 2 for 304 stainless steel.
For example, if cutting a 10mm thick and 6000mm long Q235 steel plate, the shear force would be 10 x 6000 x 23.5 = 1410000 N = 141 Tons.
If it was a Q345 steel plate, the shear force would be 141 x 1.4 = 197.4 Tons, and if it was 304 steel, the shear force would be 141 x 2 = 282 Tons.



What is t, and g. What is the bending force coefficient, press material coefficient…? Haven’t heard of these terms before…
it is not t and g my friend. it is shortening of tangent (tg).
Same basic question… what are these a terms and how are they established? Are they tablulated for different materials and geometries?
this article is much focus on the swing beam shearing machine.
Hi
In the example you wrote 23.5 N/mm2 for Q235 steel. Should it not be 235 N/mm2?
Do you use 10% of the tensile strength when calculating shear strength (usually it is arround 50% or more…) or should the answer be in Kg and not N?