How does a flat metal sheet transform into complex shapes and structures? This blog post delves into the intricate processes of sheet metal forming, including partial shearing, bridge drawing, and hole extrusion. Discover the methods and tools used to create precise and functional metal components. By the end, you’ll understand the critical techniques behind everyday metal products and their applications.
Applying a certain pressure in a direction perpendicular to the surface of the material to cause the material to flow in the direction of the force, resulting in a forming effect.
2. Functions:
Positioning, such as for welding with half-cutting.
Riveting, such as for riveting electrostatic conductive rails.
3. Processing methods:
NCT: using regular tool combinations (downward half-cutting) or specially developed tools for processing.
Pre-processing: special half-cutting can be used to achieve plate pressing and easy die realization (when the batch size is not large).
4. Precautions:
The height of half-cutting is best not to exceed 0.6T.
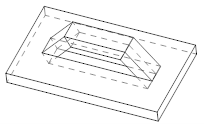
Section 2: Bridge drawing
1. Function:
Used for positioning by the top surface, sometimes with a punch mark on it.
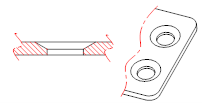
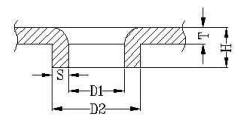
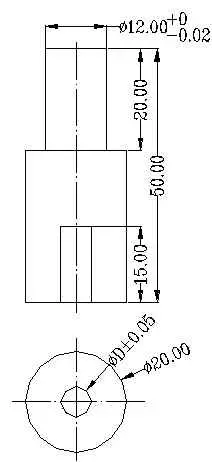
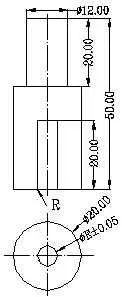
Hole extrusion & embossing is a process of vertically punching a hole with a certain inner diameter, outer diameter, and height on a metal sheet. It is mainly used for riveting, passing through holes, tapping, and other purposes.
There are two types of punching: general punching and special-shaped punching.
The forming diagram is shown below:
2. Processing methods:
General punching uses a shared mold for processing, while special-shaped punching requires the design of a specific die.
3. Mold processing methods:
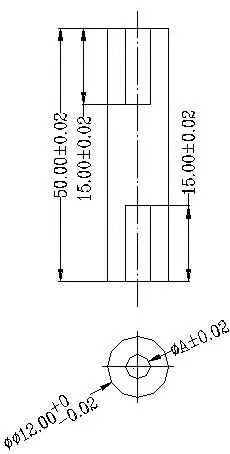
(1) Shared molds for general punching are shown in the following table:
Used together with the punch holder (2) when G value is 8.0 and 10.0.
The maximum outer diameter is Φ12.00.
“G” value
8.0~12.0
Inter-grade Size
2.0
Quantity (Grade X pieces/grade).
9+5+3=17
Lower Die for Punching Hole(4)
Die number
Shared mold 013
Description:
Used together with the punch holder (2) when G value is 8.0 and 10.0.
The maximum outer diameter is Φ12.00.
“G” value
8.0~12.0
Inter-grade Size
2.0
Quantity (Grade X pieces/grade).
3X1=3
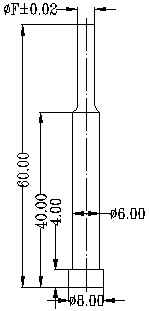
Punch Holder(1)
Die number
Shared mold 002
Description:
Used together with the lower die for punching holes.
Clamping outer diameter is Φ12.00.
“B” value
3.0~6.0
Inter-grade Size
1.0
Quantity (Grade X pieces/grade).
4X5=20
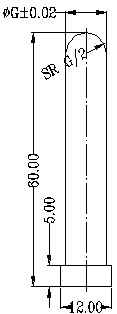
Punch Holder(2)
Die number
Shared mold 003
Description:
Used together with the lower die for punching holes.
Clamping outer diameter is Φ12.00.
“C” value
8.0~10.0
Inter-grade Size
2.0
Quantity (Grade X pieces/grade).
2X1=2
4. Parameters Table for Punching Marking Holes
Metric System:
Tapping Marking Hole Model
Thread Diameter
Punching Hole Inner Diameter
Requirements for Punching Hole Inner Diameter
MIN
MAX
M1*0.25
0.75
0.78
0.729
0.785
M1.1*0.25
0.85
0.88
0.829
0.885
M1.2*0.25
0.95
0.98
0.929
0.985
M1.4*0.3
1.1
1.14
1.075
1.142
M1.6*0.35
1.25
1.32
1.221
1.321
M1.7*0.35
1.35
1.42
1.321
1.421
M1.8*0.35
1.45
1.52
1.421
1.521
M2*0.4
1.6
1.65
1.567
1.679
M2.2*0.45
1.75
1.83
1.713
1.838
M2.3*0.4
1.9
1.97
1.867
1.979
M2.5*0.45
2.1
2.13
2.013
2.138
M2.6*0.45
2.2
2.23
2.113
2.238
M3*0.5
2.5
2.59
2.459
2.599
M3.5*0.6
2.9
3.01
2.85
3.01
M4*0.7
3.3
3.39
3.242
3.422
M4.5*0.75
3.8
3.85
3.688
3.878
M5*0.8
4.2
4.31
4.134
4.334
M6*1
5
5.13
4.917
5.153
M7*1
6
6.13
5.917
6.153
M8*1.25
6.8
6.85
6.647
6.912
M9*1.25
7.8
7.85
7.647
7.912
M10*1.5
8.5
8.62
8.376
8.676
M11*1.5
9.5
9.62
9.376
9.676
M12*1.75
10.3
10.40
10.106
10.441
Imperial System:
Tapping Marking Hole Model
Thread Diameter
Punching Hole Inner Diameter
Requirements for Punching Hole Inner Diameter
MIN
MAX
1-64
1.55
1.57
1.425
1.582
2-56
1.8
1.86
1.695
1.871
3-48
2.1
2.14
1.941
2.146
4-40
2.3
2.36
2.157
2.385
5-40
2.6
2.69
2.487
2.697
6-32
2.8
2.86
2.642
2.895
8-32
3.4
3.52
3.302
3.530
10-24
3.9
3.91
3.683
3.962
12-24
4.5
4.57
4.344
4.597
1/4-20
5.1
5.25
4.979
5.257
5/16-18
6.6
6.72
6.401
6.731
3/8-16
8
8.15
7.798
8.153
7/16-14
9.4
9.5
9.144
9.550
1/2-13
10.8
11.0
10.592
11.023
9/16-12
12.2
12.3
11.989
12.446
5/8-11
13.6
13.8
13.386
13.868
3/4-10
16.5
16.8
16.307
16.840
7/8-9
19.5
19.6
19.177
19.761
1-8
22.2
22.5
21.971
22.606
1 1/8-7
25
25.2
24.638
25.349
Note:
1. Use cutting tap.
2. The punching hole height should not be less than 3 times the pitch.
3. When the material thickness is less than 0.5mm, the wall thickness of the punching hole is the same as the material thickness. When the material thickness is between 0.5mm and 0.8mm, the wall thickness of the punching hole is 0.7 times the material thickness. When the material thickness is greater than or equal to 0.8mm, the wall thickness of the punching hole is 0.65 times the material thickness.
Section 5: Shim
Shim is a common forming method with fixed shape and function. The size of the shape has little effect on its function, and its forming method mainly relies on shared molds.
Now we will introduce the function and forming method of shim:
I. Shim structure and function:
Basic types:
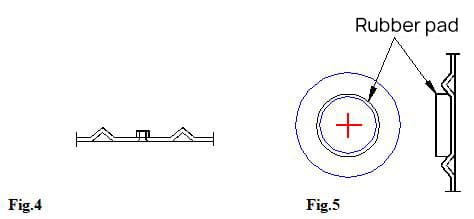
There are generally two basic types of shims (Figure 1) (Figure 2), and the structure of the shim is shown in Figure 3. There are also several shapes with protrusions in a hemispherical form.
Function analysis:
It is a circular punching shape, and its main function is to use its punching shape to support the chassis or fix the motherboard, to avoid the bottom contacting the ground completely, so their height is consistent.
If it is a chassis shim, the shape is generally like Figure 4; if it is a motherboard shim, the shape is like Figure 5.
It generally has punching marks on top because the chassis shim mainly serves as a support function and generally has a rubber pad attached underneath, and Figure 5 generally only has four.
However, the motherboard shim not only serves as a support function but also a fixing function, so it has punching marks on top.
Note that the punching mark height is less than the shim height, and the number corresponds to the motherboard.
Due to the fixed shape of shims, their size has little effect on their function as long as the height and center position are ensured. Therefore, several specifications of shared molds have been designed.
In the case of similar sizes (±1mm), a similar specification of shared mold can be used instead. For shapes with greater differences and no similar specifications of shared molds, the method of designing a pressure plate mold can be used for forming.
The shim molds for sample production are generally divided into pressure plate molds and shared molds.
Pressure plate molds have a fast forming speed and can form multiple shims at once, but they are not flexible and can only be used for forming a specific workpiece.
Shared molds use the common characteristics of shims and can be repeatedly used to form shims with the same specifications, reducing production costs.
Pressure plate mold (pre-processing)
Below is an example of a shim (NKB83001A), and note that the material for a circular block can be obtained directly from the waste material of the previous ring block.
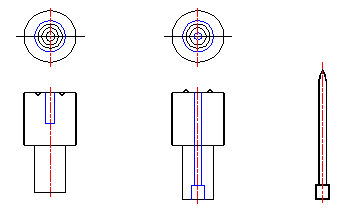
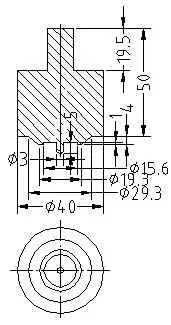
The design method of using a folding machine mold increases the forming height by 0.2 to account for rebound, and a positioning hole is added to the center of the upper mold.
A positioning punch is designed to be placed in the positioning hole, and a center point is marked for positioning the shim, which matches the positioning punch.
The schematic diagram of the mold is shown below (Figure 11).
Fig.11
Currently, there are four types of shared mold specifications for shims (see Table 1).
There are four sets of molds, with the first three types forming the shape shown in Figure 2 and the fourth set forming the shape shown in Figure 1, as shown in Table 2.
The upper and lower mold punches are fixed to the upper and lower mold fixtures, and the fixtures are fixed to the upper and lower slots.
As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.
Want to slash costs and boost profits in sheet metal processing? In today's competitive market, accurate cost calculation is crucial for survival. This article explores two key models - product…
Imagine transforming the design and manufacturing of sheet metal parts from a cumbersome, error-prone process into a seamless, efficient operation. This article delves into the powerful role of CAD/CAM technology…
Imagine turning a flat sheet of metal into a complex, three-dimensional part with precision and efficiency. The art and science of sheet metal fabrication involve a series of meticulous processes,…
How does one ensure that sheet metal parts remain firmly connected without welding or screws? This article explores the riveting process, a critical technique in metal fabrication. You'll learn about…
What if you could master a skill that combines creativity with precision? Sheet metal fabrication is essential in industries ranging from automotive to aerospace. This beginner's guide dives into the…
Have you ever considered the importance of straightening in sheet metal fabrication? This crucial process ensures the accuracy and quality of the final product. In this article, we'll explore the…
This article explores the fascinating world of sheet metal fabrication, covering stainless steel, aluminum, and more. You'll learn how these materials are chosen and why they're essential for everything from…
Have you ever wondered how sheet metal parts are joined together to create complex structures? In this blog post, we'll explore the fascinating world of sheet metal joining techniques. As…
How do you ensure the reliability of sheet metal connections in your projects? Understanding the various methods of threaded connections and riveting is essential. This article delves into the principles…