Springback is one of the most common forms of scrap in sheet metal processing, as well as one of the technical difficulties in bending processes.
At the same time, it is also one of the main defects in the sheet metal stamping process, seriously affecting the dimensional accuracy and appearance quality of the parts. It is a difficult defect to control in practical production processes.
1. Sheet Metal Springback Phenomenon
Springback is a reverse elastic deformation that occurs during unloading, and it is a common phenomenon in the sheet metal stamping process.
Springback is particularly severe during bending and drawing processes, which has a significant impact on the dimensional accuracy, production efficiency, and economic benefits of parts.
2. Mechanism of Sheet Metal Springback
When a sheet metal is subjected to an external bending moment, it first undergoes elastic bending deformation.
In the elastic bending stage, the deformation of the sheet metal is minimal when the bending radius is large and the inner bending radius of the sheet metal does not coincide with the radius of the punch corner.
In the bending deformation zone, the material on the inner side of the bend (near the punch side) is compressed and shortened, and the stress state is uniaxial compression.
The outer side of the bend (near the die side) of the sheet metal is stretched and elongated, and the stress state is uniaxial tension.
From the inside to the outside of the bend surface, the degree of shortening and elongation gradually decreases, and there is a layer of fibers between the two deformation zones where the length remains constant and the strain is zero, called the neutral layer.
Similarly, between the transition from tensile stress to compressive stress, there is a stress layer where the tangential stress is zero, called the neutral stress layer.
In general, these two neutral layers of different properties are considered to overlap into a single neutral layer.
As the bending moment increases, the bending deformation of the sheet metal increases, and the metal on the inner and outer surfaces of the sheet reaches the yield limit first.
The sheet metal begins to transition from the elastic deformation stage to the elastic-plastic deformation stage, and the stress distribution changes with the increase of the bending moment.
The plastic deformation zone expands from the surface inward, and the elastic deformation zone in the middle of the sheet metal gradually decreases, until the entire cross-section enters the plastic state.
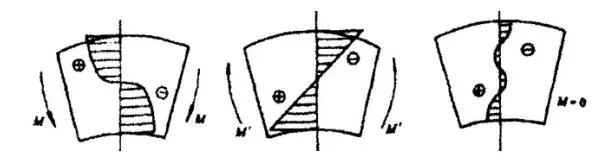
The second image of Figure 1 shows the stress change caused by reverse bending moment. The third image shows the residual stress that can cause springback. The main reason for bending springback is due to the elastic deformation of the material.
When the sheet metal is bent, the inner layer is subjected to compressive stress and the outer layer is subjected to tensile stress.
Although these two stresses exceed the yield stress during elastic-plastic bending, in fact, there will always be an elastic deformation zone where the stress is lower than the yield stress when transitioning from tensile stress to compressive stress.
Due to the presence of the elastic zone, the workpiece will inevitably spring back after unloading.
When the relative bending radius is larger, the proportion of the elastic deformation zone is greater, which makes this kind of springback more significant.
To explain the springback more intuitively, a formula for the amount of springback is introduced.
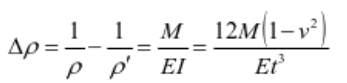
The springback is a reverse elastic deformation that occurs during unloading after bending. The classic calculation formula for sheet metal springback is:
Where: Δρ is the change in curvature; ρ is the radius of curvature before unloading; ρ’ is the radius of curvature after unloading; M is the bending moment; E is the elastic modulus; I is the moment of inertia of the bent blank section; υ is the Poisson’s ratio; t is the internal bending moment of the sheet metal before springback.
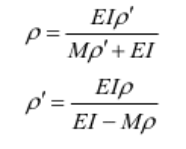
By rearranging the above formula, we can obtain the relationship between the radius of curvature before and after unloading:
From the relationships among the parameters in the above equation, we can see that the difference in curvature radius of the bent blank before and after unloading, that is, the amount of springback, is determined by the bending moment M, the moment of inertia I of the cross-sectional shape of the blank, the elastic modulus E of the material, and the radius of curvature ρ of bending deformation.
The larger the bending moment M applied to the blank before unloading, the larger the radius of curvature ρ of bending deformation.
The smaller the elastic modulus E of the material, the greater the amount of springback.
If there are two straight arm parts on both sides of the bent part, the springback phenomenon that occurs during unloading will also be manifested as a change in angle between the two straight arms.
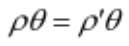
When elastic recovery occurs during unloading, the length of the neutral layer in the bent blank does not change.
Therefore,
where ρ and ρ’ are the curvature radii before and after unloading, and θ and θ’ are the angles before and after unloading.
In practical operations, in order to ensure the angle of the bent part, the angle of the upper and lower dies should be considered when designing the compression mold.
Since there are many factors that affect the size of springback angle, it is very difficult to accurately calculate its size. Usually, some empirical data are used as a reference.
3. Measures to Solve Springback
(1) Choose the appropriate material.
Under the premise of meeting the requirements, materials with lower yield limits and higher elastic moduli should be used as much as possible to reduce or eliminate springback and obtain higher bending quality.
In addition, the thickness tolerance of the blank, the quality of the surface finish, and the flatness all have a great influence on the bending springback. For parts with high bending accuracy requirements, it is particularly important to strengthen the selection of blank quality.
(2) Design a reasonable part structure.
Choose a smaller relative bending radius. A smaller relative bending radius is beneficial to reducing springback.
Generally, when the bending radius is ≤3-5 times the thickness of the sheet metal, it is considered that the bending zone of the sheet metal has all entered the plastic state. However, too small of a bending radius can cause the bending zone to crack.
The minimum bending radius of the material given in current literature is mainly based on empirical data and can be used as a reference for designing the bending radius of the workpiece.
Change the shape of the product without changing the original product function, perform flanging or folding on the bent part, or press suitable reinforcing ribs at the bending point.
The springback deformation will be constrained, which can not only reduce the springback after bending but also improve the rigidity of the parts.
(3) Design a reasonable forming process.
Correct the bend.
The springback angle of corrected bending is significantly smaller than that of free bending, and the larger the correction force, the smaller the springback.
The correction force will concentrate the punching force in the bending deformation zone, forcing the inner layer of metal to be extruded.
After the sheet is corrected, both the inner and outer layers are stretched, and the springback tendencies of the tension and compression zones after unloading offset each other, thereby reducing the springback. This method is suitable for small rounded corners with a small deformation zone.
Heat treatment.
For some hard materials and materials that have been cold-worked and hardened, annealing before bending can reduce their hardness and yield stress, thereby reducing springback. At the same time, it can also reduce the bending force and then quench harden after bending.
Annealing generally uses recrystallization, normal, and bright annealing. Local tempering of the bending part of the sheet metal can reduce the yield point and achieve the purpose of eliminating springback.
Overbending.
During the bending production process, due to the elastic recovery of the sheet metal, the deformation angle and radius of curvature of the sheet metal will increase.
Therefore, a method of making the deformation degree of the sheet metal in the mold exceed the theoretical deformation degree can be used to reduce springback.
Hot bending.
Heating and bending can be used, and appropriate temperatures can be selected according to different types of sheet metals. Due to sufficient softening time, the amount of springback can be reduced.
Pull bending.
Parts with relatively large relative bending radii can use the method of digging and bending. This method applies tangential tension while bending the sheet metal to change the stress state and distribution inside the sheet metal.
The magnitude of the tensile stress applied should make the total stress at each point in the bending deformation zone slightly greater than the yield stress of the material, allowing the entire section to be in the plastic tensile deformation range.
In this way, the stress-strain direction of the inner and outer zones is consistent, and after unloading, the springback tendencies of the inner and outer layers offset each other, reducing the springback.
Hardening of the inner corner.
Compression is applied from the inside of the bending area to eliminate springback. This method is more effective when there are symmetrical bends on both sides of the sheet metal in a U-shaped bend.
L-shaped bends sometimes produce dimensional deviations, so this method is not suitable for forming products that require both strength and elasticity.
Control residual stress.
When drawing and forming, add local convex shapes (circular bumps) on the surface of the tool, and then eliminate the added shape in the subsequent process to change the balance of residual stress in the material to eliminate springback.
(4) Design a reasonable mold clearance.
For U-shaped bending, the springback decreases as the opening depth of the concave mold increases and the mold clearance decreases. The mold clearance should be maintained between 110% to 115% of the sheet metal thickness for optimal forming and springback control effects.
For high bending accuracy requirements, the single-side clearance value of the bending can be set to the thickness of the sheet, using slightly thinner bends to reduce springback.
Pull bending technology or molds with adjustable clearance can also be used to reduce springback. For V-shaped bending, pay attention to controlling the height of the closed mold.
(5) Choose a reasonable mold structure.
Use polyurethane rubber bending molds.
Polyurethane rubber molds can be used for bending workpieces with thin blanks.
Since polyurethane rubber bending molds can evenly transmit pressure in all directions and obtain gap-free bending, the bent workpiece tightly fits with the convex mold surface, placing the workpiece in a three-way compressive stress state. It may even achieve bending similar to drawing, reducing springback and achieving high bending quality.
Use inclined wedge bending molds.
Inclined wedge bending molds use the method of extrusion correction bending, which can generally obtain higher-quality bent parts.
For workpieces with high blank precision requirements, the shoulder of the mold can be used to longitudinally press the end of the bent part, allowing both the inner and outer sides of the bending deformation zone to receive compressive stress to reduce springback.
Compensation method.
Based on the direction and magnitude of the springback of the bent part, the geometric shape and size of the working part of the mold can be controlled to compensate for the springback after bending. In single-angle bending, the convex mold is reduced by a springback angle.
In double-angle bending, an inclination equal to the springback angle is made on the wall of the convex mold so that the corresponding compensation can be made for the springback angle after bending, or the top plate and the bottom of the convex mold are made into an arc shape so that the curved surface at the bottom of the part becomes straight again after springback, and the springback on both sides is compensated.
CAE technology-based sheet metal springback compensation can also be used to process the CAD mathematical model after springback compensation, reducing the number of actual rebound corrections.