1G, 2G, 3G, 4G, 5G, 6G Welding Position Explained
Have you ever wondered about the art of welding and the different positions involved? In this fascinating blog post, we'll delve into the intricacies of welding positions, from flat to…
Have you ever wondered why laser welds sometimes fail despite the advanced technology? This article dives into common laser welding defects such as cracks, porosity, spatter, undercuts, and collapses. By understanding the causes and solutions for these issues, manufacturers can enhance product quality and efficiency. Read on to discover practical tips and insights to improve your laser welding processes and achieve flawless results every time.

Laser welding has emerged as a cornerstone technology in modern manufacturing, offering unparalleled advantages in efficiency, precision, and automation compatibility. Its widespread adoption spans diverse sectors, including defense, medical devices, aerospace, automotive components, consumer electronics, sheet metal fabrication, renewable energy systems, and precision hardware manufacturing.
The technique’s ability to produce high-integrity joints with minimal heat-affected zones has revolutionized production processes across these industries. However, like all advanced manufacturing methods, laser welding demands a thorough understanding of its underlying principles and process parameters to achieve optimal results.
Mastery of laser welding technology is crucial for producing components that meet stringent quality standards, both in terms of structural integrity and aesthetic appeal. This necessitates a comprehensive grasp of potential defects, their root causes, and preventive strategies. Common challenges include porosity, incomplete fusion, undercutting, and thermal distortion, each requiring specific mitigation techniques.
Through extensive research and practical application, industry experts have developed a robust knowledge base of best practices and troubleshooting methods for laser welding. This collective wisdom, refined through years of hands-on experience, serves as an invaluable resource for manufacturing professionals seeking to optimize their laser welding processes.
Cracks that occur during laser continuous welding are mainly thermal cracks, such as crystallization cracks and liquefaction cracks.
The primary cause of these cracks is the large shrinkage force generated by the weld before it has fully solidified.
Using wire filling, preheating, or other methods can reduce or eliminate these cracks.
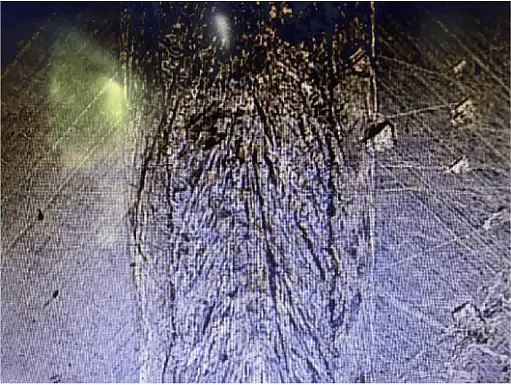
Crack weld
Porosity is a common defect in laser welding.
The deep and narrow molten pool in laser welding cools rapidly, making it difficult for any gas generated in the molten pool to escape, leading to the formation of pores.
However, despite the quick cooling, porosity in laser welding is generally smaller than that found in traditional fusion welding.
Cleaning the surface of the workpiece before welding can reduce the occurrence of pores, and the direction of blowing can also impact the formation of pores.
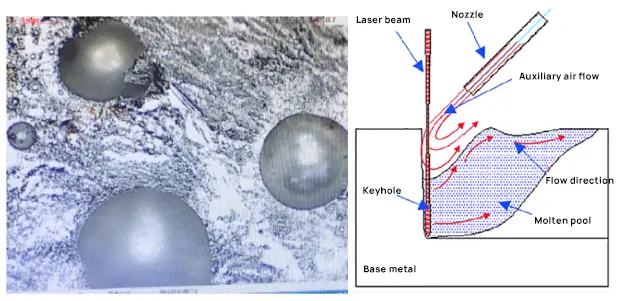
Weld porosity (left)
Weld formation process (right)
The spatter produced during laser welding can significantly impact the surface quality of the weld and cause contamination and damage to the lens.
Spatter is directly tied to the power density, so reducing the welding energy can help reduce spatter.
If the penetration is inadequate, reducing the welding speed can also help.

If the welding speed is too fast, the liquid metal at the back of the small hole pointing to the center of the weld will not have time to redistribute, resulting in solidification and undercut on both sides of the weld.
A large gap in the joint assembly can also reduce the amount of caulked molten metal, making undercut more likely to occur.
If the energy decreases too quickly at the end of laser welding, the small hole may collapse, leading to local undercut.
Properly matching the power and speed can effectively prevent the formation of undercut.

If the welding speed is slow, the molten pool will be larger and wider, increasing the amount of molten metal. This can make it difficult to maintain surface tension.
When the molten metal becomes too heavy, the center of the weld may sink and form collapses and pits.
In this case, it is necessary to reduce the energy density appropriately to prevent the collapse of the molten pool.
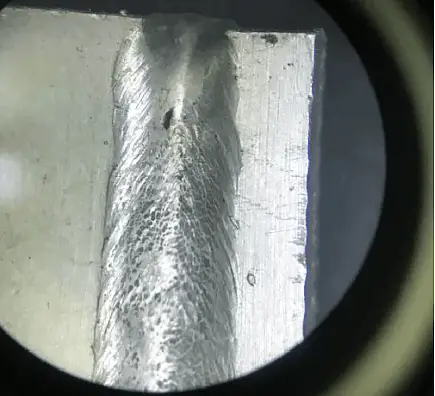
Aluminum alloy weld collapse
Having a correct understanding of the defects that can occur during laser welding and the causes of different defects allows for a more targeted approach to resolving any abnormal welding problems.

As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.