Cracking the Code of Spring Fracture: Analysis & Test Results
Why do springs fail, and what can we learn from their fractures? In our latest article, we dive into the causes and analysis of spring fractures, exploring microscopic examinations and testing methods. Discover how fatigue, material defects, and manufacturing processes contribute to these failures. By understanding these factors, you’ll gain insights into improving spring durability and performance. Read on to uncover the intricate details behind spring fractures and enhance your engineering solutions.
Recently, a group of springs from a company broke during testing. The manufacturing process of the springs involves cooling heat treatment, grinding, curved forming, pre-shot peening, gas nitriding, shot peening, and hot setting.
An analysis was conducted to determine the reason for the cracking of the broken spring.
Testing method and equipment
Test content: macro morphology analysis;
Testing equipment:
M250 stereomicroscope;
DM6000 metallographic microscope;
ZEISS EVO18 scanning electron microscope;
ZEISS EVO18 energy spectrometer.
Test result
Macroscopic morphology analysis
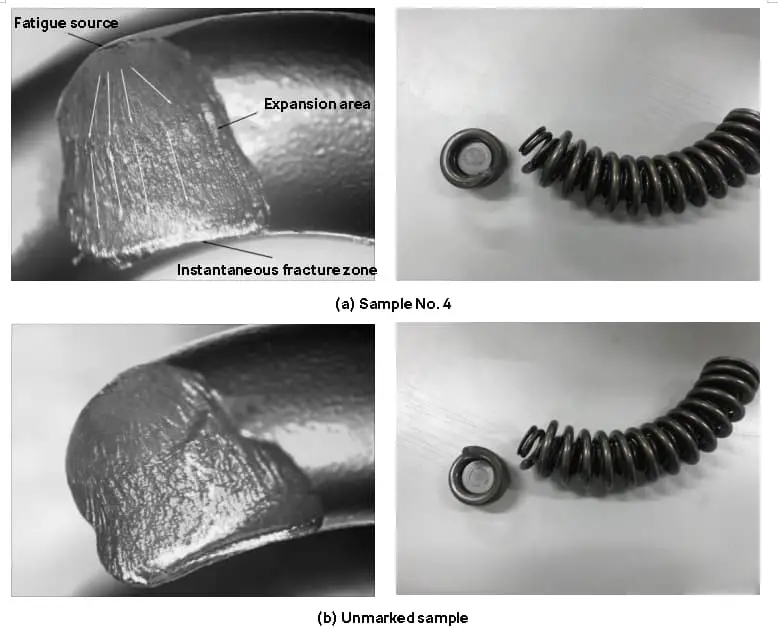
After conducting tests on three marked samples following the spring, they were identified as No. 4 sample, No. 3 sample, and No. 3 sample, as recorded. Fig. 1 shows that all three samples have experienced fatigue fracture.
Based on the flatness of the fracture surface and the area of the instantaneous fracture zone, it can be concluded that No. 4 sample experienced the initial fracture, followed by No. 3 sample, and finally No. 3 sample again.
The light yellow color of the spring is a result of nitriding treatment. Nitriding treatment is a chemical heat treatment process that involves allowing nitrogen atoms to penetrate the surface layer of the workpiece in a particular medium at a specific temperature. Parts that undergo nitriding treatment exhibit excellent wear resistance, fatigue resistance, corrosion resistance, and high-temperature resistance.
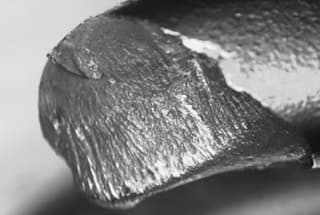
The fracture of the spring is located at the fatigue source and appears bright white. Due to wear and tear of the nitride layer, the surface’s fatigue strength is reduced, leading to fatigue cracking.
Fig. 1 macro photo of fracture of broken spring
Metallographic microstructure analysis
Please refer to Fig. 2 for the metallographic micrograph displaying the cross-section of the broken spring.
As depicted in Fig. 2, there is a thin white nitrided layer on the surface of the spring, which appears to be corrugated and uneven in thickness.
Fig. 2 metallographic micrograph of fracture spring cross section
See Fig. 3 for the metallographic micrograph of the longitudinal section of the broken spring.
From Fig. 3, it can be seen that there is a white nitrided layer on the surface of the spring and there is an obvious strip structure.
Fig. 3 metallographic micrograph of longitudinal section of fracture spring
See Fig. 4 for the metallographic micrograph of the cross-section of the spring through fatigue test.
From Fig. 4, it can be seen that there are white pulse like structures on the surface of the spring through fatigue test.
Fig. 4 metallographic micrograph of spring cross section through fatigue test
The vein structure is a type of nitride network that is formed through high temperatures, nitrogen potential, or extended nitriding time.
As the nitriding layer on spring parts is extremely thin, any adverse effects of a prolonged process can be minimized.
The likely cause of such effects could be excessively high nitriding temperatures or nitrogen potentials.
The presence of a vein structure may diminish the fatigue strength of the nitriding layer.
Microhardness test
The surface microhardness test results of the spring show that the surface microhardness of the spring is about 560hv and the core microhardness is about 510HV.
SEM analysis of fracture surface
Figure 5 shows the SEM micrograph of the spring fracture.
Based on the micrograph, it is evident that the fracture is a result of fatigue, and it initiated from the external surface of the spring.
The fatigue expansion zone is relatively small, constituting only around 20% of the fracture.
Beyond the fatigue expansion zone, a region of fast expansion follows.
This area displays an unstable herringbone pattern and local bands of fast expanding fatigue.
Scratch marks and pits are noticeable at the origin of the spring fracture, indicating them to be the primary cause of the fracture.
Additionally, there are spherical particles present in the fracture source region.
Fig. 5 SEM micrograph of fracture spring
Chemical composition analysis of fractographic particles by EDS
To examine the origin of fracture particles, we conducted an analysis of the micro area composition using EDS energy spectrum.
The findings of the analysis reveal that the primary elements in the particles are Mo and Cr, which may indicate the presence of lubricants in the lubricating oil.
Table 1 EDS energy spectrum analysis results of particulate matter (%)
element
% by weight
CK
3.83
OK
4.07
CrK
8.77
FeK
56.28
NiK
3.85
MoL
23.20
total
100
Fig. 6 EDS energy spectrum analysis results of particulate matter
Table 2 2EDS energy spectrum analysis results of particulate matter (%)
element
% by weight
CK
2.28
OK
16.35
CrK
3.83
Mn K
0.46
FeK
38.49
NiK
38.59
total
100.00
Fig. 7 2EDS energy spectrum analysis results of particulate matter
The fatigue source of the broken spring appears to be wear, as indicated by the bright white appearance and the worn nitride layer. This wear has reduced the fatigue strength of the surface, resulting in fatigue cracking.
The presence of a pulse-like structure on the surface will also contribute to a reduction in the material’s fatigue strength.
As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.
This article explores the top 5 cooling tower manufacturers shaping our world. Learn how these companies innovate to keep industries running smoothly and efficiently. Get ready to uncover the secrets…
Have you ever wondered what makes your car's engine parts so durable and efficient? This article unveils the secrets behind casting aluminum alloys, the unsung champions of automotive engineering. Learn…
Why do aircraft use rivets instead of welding? The answer lies in the unique challenges of aerospace engineering. Riveting offers greater stability and reliability, essential for the thin, lightweight materials…
Ever wondered how to flawlessly install bearings? Ensuring the longevity and performance of your machinery hinges on proper bearing installation. This guide covers essential tips for installing various types of…
Have you ever wondered what holds our world together, from towering skyscrapers to everyday gadgets? This blog post will unravel the fascinating world of fasteners, exploring their types, uses, and…
Ever wondered how modern industry tames the raw power of fire? Industrial furnaces are the unsung workhorses in processes like smelting, melting, and heating. This article dives into the classification…