
0° – 180° Bend Allowance Chart for Sheet Metal Bending
Have you ever wondered how sheet metal parts are designed and manufactured with precision? In this blog post, we'll dive into the fascinating world of bend allowance - a crucial…
Have you ever faced challenges with bending stainless steel plates? This article unravels the complexities of stainless steel bending, from the force required to the impact of spring back. Learn the key techniques and tips to master this essential metalworking process!


Due to its high yield strength, hardness, and prominent cold-working effect, stainless steel plate bending has the following characteristics:
According to the above characteristics, generally speaking:
Under the same unit size, the thicker the plate, the more bending force is required. The bending force increases as the plate thickness increases.
Under the same unit size, the higher the tensile strength, the lower the elongation rate, the more bending force required, and the larger the bend angle should be.
When designing the plate thickness in relation to the bending radius, according to experience, the unfolded size of the workpiece with one bend should be calculated by adding the two right-angle sides and then subtracting two thicknesses. This will fully meet the design accuracy requirement. Using an empirical formula to calculate the quantity can simplify the calculation process and greatly improve production efficiency.
The higher the yield strength of the material, the greater the spring back. Therefore, the angle of the punch die for the 90-degree bend part should be smaller.
Compared to carbon steel, for the same thickness of stainless steel, the bending angle is larger. It is important to pay special attention to this point, as bending cracks can appear, affecting the strength of the workpiece.
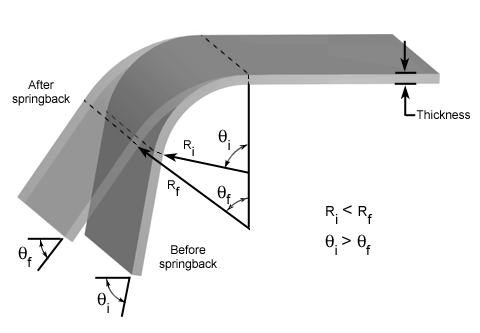
The spring back phenomenon in stainless steel presents significant challenges in metal forming processes, attributable to several key factors:
To address these challenges, an iterative approach to mold design and adjustment is crucial. After each forming test, the mold should be revised to account for both angular and radial spring back. This process requires close collaboration between skilled technicians and design engineers to implement necessary modifications efficiently.
In practice, processing batches of approximately 5 pieces at a time allows for quick iterations and adjustments. The efficiency of this process is heavily dependent on the technician’s expertise and experience in working with stainless steel forming.
To further optimize the forming process and mitigate spring back:

As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.







