I. Stainless steel plate bending key points

Due to its high yield strength, hardness, and prominent cold-working effect, stainless steel plate bending has the following characteristics:
- Due to its lower thermal conductivity compared to regular low-carbon steel, it has a lower elongation rate and requires a larger deformation force.
- Stainless steel sheets have a stronger tendency to rebound when bending compared to carbon steel.
- The elongation percentage of stainless steel plate is lower than that of carbon steel, leading to a larger bending angle of the workpiece (R) or a possibility of cracks.
- Given the high hardness of stainless steel plate, which exhibits significant cold-working hardening, a punch die made of tool steel should be chosen, with a hardness of over 60 HRC after heat treatment. The surface roughness of the bending tools will be higher than that of carbon steel bending tools.
According to the above characteristics, generally speaking:
Under the same unit size, the thicker the plate, the more bending force is required. The bending force increases as the plate thickness increases.
Under the same unit size, the higher the tensile strength, the lower the elongation rate, the more bending force required, and the larger the bend angle should be.
When designing the plate thickness in relation to the bending radius, according to experience, the unfolded size of the workpiece with one bend should be calculated by adding the two right-angle sides and then subtracting two thicknesses. This will fully meet the design accuracy requirement. Using an empirical formula to calculate the quantity can simplify the calculation process and greatly improve production efficiency.
The higher the yield strength of the material, the greater the spring back. Therefore, the angle of the punch die for the 90-degree bend part should be smaller.
Compared to carbon steel, for the same thickness of stainless steel, the bending angle is larger. It is important to pay special attention to this point, as bending cracks can appear, affecting the strength of the workpiece.
II. The spring back of the stainless steel
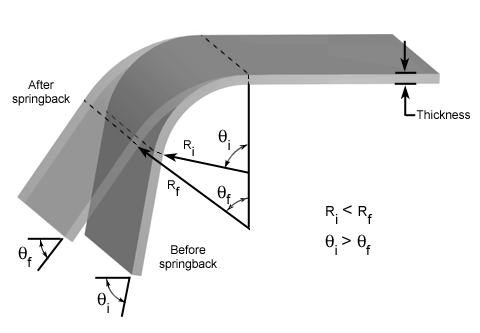
The return of stainless steel is indeed problematic, and it is due to several reasons:
- Hardness: The higher the hardness, the greater the spring back. The last time I used 301-EH stainless steel, the spring back was 14 degrees.
- Bending Radius Thickness to Stainless Steel Thickness Ratio: The larger the ratio, the greater the rebound.
- Difference in Steel Types: The spring back of SUS301 stainless steel is greater than SUS304 stainless steel. In the same situation, the spring back of 304 stainless steel is 2 degrees less than that of 301 stainless steel. Additionally, the spring back of Japanese 301 stainless steel is greater than that of Taiwanese stainless steel.
- Differences in Shaping Methods: The spring back of a one-step forming process is greater than that of multiple forming processes.
To mitigate these issues, I have a habit of revising the mold after each test and making changes as needed, taking into account both angle rebound and radius rebound. Of course, a skilled technician can make adjustments efficiently, and they will inform the designer of the necessary changes.
I usually try to move 5 pieces at a time, and the efficiency depends largely on the technician’s skill and experience.


