Metal processing can be broadly categorized into two primary types: cold working and hot working, each with distinct characteristics and applications in manufacturing.
Hot working refers to the deformation of metals at temperatures above their recrystallization point, typically above 0.6 times the absolute melting temperature. This process includes techniques such as hot rolling, forging, and extrusion. The elevated temperatures reduce the material’s yield strength and increase its ductility, allowing for significant shape changes with relatively low forming forces.
Cold working, in contrast, involves the deformation of metals below their recrystallization temperature, usually at room temperature or slightly elevated temperatures. This category encompasses a wide range of processes, including turning, milling, grinding, and cold forming operations like stamping, drawing, and bending. Cold working generally results in increased strength and hardness due to work hardening, but at the cost of reduced ductility.
Cold forming, a subset of cold working, has evolved significantly from its empirical roots. While experience still plays a crucial role, modern cold forming techniques now incorporate advanced simulation tools, finite element analysis, and precise material models to optimize process parameters and predict material behavior.
Contrary to the statement in the original text, cold forming techniques are applicable to a wide range of metals, including stainless steel. However, stainless steels, particularly austenitic grades, do present unique challenges due to their higher strength, work hardening rates, and tendency to gall. These properties necessitate specialized tooling, lubricants, and process controls.
The cold working of stainless steel requires careful consideration of both functional and aesthetic aspects. Stainless steel components often serve dual purposes: meeting specific mechanical requirements while maintaining an attractive appearance. To preserve the corrosion resistance and surface finish of stainless steel during cold processing, techniques such as using non-marking tools, applying protective films, and implementing stringent handling procedures are essential.
Common cold forming methods for stainless steel
In the process of forming stainless steel, two main technologies are utilized: cold rolling and hot rolling. Within the realm of cold processing, there are numerous methods to choose from.
Here is a brief overview of some of the common cold forming techniques for stainless steel:
Cold bending is a versatile and widely adopted method for forming stainless steel sheets and components. The process typically employs an open-type single-action press, utilizing either mechanical or hydraulic transmission systems, featuring an elongated, narrow work table.
While the machine’s primary function is to produce linear components, skilled tool designers can leverage its capabilities to create intricate and complex geometries. The maximum length of parts producible through cold bending is contingent upon several factors, including the grade and thickness of the stainless steel, the press capacity, and the dimensions of the installed tooling.
For instance, high-capacity machines such as an 11-meter, 900-ton cold bending press can fabricate austenitic stainless steel workpieces up to 9 meters in length with a thickness of 8.0mm. This demonstrates the significant forming capabilities of modern cold bending equipment.
To mitigate surface damage and maintain the integrity of the stainless steel workpiece, tooling for cold bending presses is often manufactured from high-chromium tool steel, typically containing 12% chromium. This material choice offers excellent wear resistance and helps preserve the surface finish of the formed parts. For additional protection, particularly when working with highly polished or sensitive surfaces, a protective plastic film can be applied to the workpiece prior to forming.
From an economic perspective, utilizing standard tooling on a cold bending press is cost-effective for small to medium production runs. However, when specific or complex shapes are required, custom tooling may be necessary. In such cases, large batch production becomes more economically viable as it allows for the amortization of tooling costs over a greater number of parts.
The continuous advancements in cold bending technology, including improved process control, enhanced tooling designs, and integration with CAD/CAM systems, have led to its increased adoption across various industries. Many companies are now leveraging cold bending forming technology to efficiently produce a wide array of components, ranging from architectural elements to precision engineered parts for aerospace and automotive applications.
(2) Roll Forming
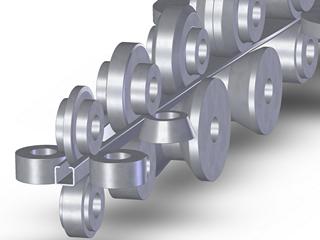
Roll forming is a highly efficient continuous manufacturing process used to shape stainless steel into complex profiles. This method employs a series of precisely designed roller stations to gradually deform the material into the desired shape, making it particularly suitable for producing long, uniform cross-section components such as plates, profiles, and specialized wire forms.
The process adheres to the principle of incremental deformation, where each roller station applies a specific bend to the material. As the stainless steel passes through successive stations, it progressively assumes the final product geometry. The number of stations required can vary significantly based on the complexity of the desired profile, ranging from as few as 3-4 stations for simple shapes to up to 36 stations for intricate designs.
To withstand the high forces involved and maintain dimensional accuracy, the rollers are typically fabricated from high-grade tool steels, such as D2 or M2, heat-treated to achieve a hardness of HRC62 or higher. The roller surfaces must be precision-ground and polished to a mirror finish (typically Ra 0.1-0.2 μm) to ensure a smooth surface on the formed stainless steel components and minimize material pickup.
Roll forming demonstrates optimal cost-effectiveness when producing large volumes of long-profile parts. Modern roll forming lines can accommodate a wide range of material dimensions:
- Sheet/strip processing:
• Width: 2.5mm to 1500mm
• Thickness: 0.25mm to 3.5mm
- Wire/bar processing:
• Width: 1mm to 30mm
• Thickness: 0.5mm to 10mm
The versatility of roll forming allows for the production of a diverse array of profiles, from simple flat sections to complex, multi-bend closed profiles with tight tolerances.
However, the economic viability of roll forming is contingent on high production volumes due to the significant initial investment in tooling, die design, and specialized equipment. Generally, roll forming becomes cost-effective when monthly production volumes exceed:
- Stainless steel sheet: 30,000 linear meters
- Stainless steel wire: 1,000 metric tons
To ensure consistent quality in roll-formed stainless steel products, several key factors must be addressed:
- Raw material quality: The incoming stainless steel must have a uniform surface finish and consistent mechanical properties.
- Tooling maintenance: Regular inspection and refurbishment of roller surfaces are crucial to prevent surface defects and maintain dimensional accuracy.
- Equipment robustness: The roll forming line must be designed to accommodate the high yield strength and significant springback characteristic of stainless steels, particularly in cold-working conditions.
- Lubrication: Proper lubrication strategies must be employed to reduce friction, prevent galling, and extend tool life.
- Process monitoring: Implementing real-time monitoring systems can help detect and correct process deviations, ensuring consistent product quality.
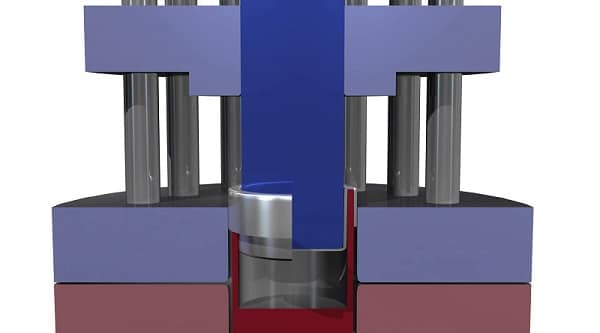
(3) Stamping Forming
Stainless steel stamping is a precision forming process utilizing specialized punches and dies to create complex shapes and components. This technology is widely employed in the production of stainless steel kitchenware, including pots, pans, and utensil handles. The process can be executed using either mechanical or hydraulic punch presses, with hydraulic systems being preferred for deep drawing operations due to their ability to maintain consistent pressure throughout the stroke.
While many conventional forming techniques are applicable to stainless steel, the material’s unique properties necessitate specific considerations. Stainless steel typically requires 60-70% more forming pressure than low-carbon steel, demanding robust press frames capable of withstanding these elevated forces. This increased pressure requirement stems from stainless steel’s higher yield strength and work hardening rate.
Surface quality is a critical concern in stainless steel stamping. The high friction coefficients and elevated temperatures generated during the process can lead to surface defects, particularly galling and scoring. To mitigate these issues, careful die design, optimal material selection for tooling, and proper surface treatments are essential.
Lubrication plays a crucial role in successful stainless steel stamping. Specialized stamping oils or lubricants containing extreme pressure (EP) additives are recommended over conventional soap-based or emulsion lubricants. These EP additives form a protective film that reduces friction and prevents metal-to-metal contact. However, it’s important to note that some EP additives may potentially induce corrosion on stainless steel surfaces. Therefore, thorough cleaning and degreasing of the workpieces post-stamping is imperative to maintain the material’s corrosion resistance.
The economic viability of stamping molding for stainless steel components is primarily realized in high-volume production scenarios. This is due to the significant initial investment required for die design and fabrication. However, for large production runs, the process offers excellent repeatability, high production rates, and cost-effectiveness.
To optimize stainless steel stamping processes, manufacturers often employ advanced simulation software for die design, implement in-line quality control measures, and explore innovative tooling materials such as ceramic-coated dies to enhance tool life and product quality.
(4) Rubber Gasket Forming
The use of rubber pad forming technology significantly reduces mold processing costs and is particularly suitable for small to medium batch production of sheet metal components.
This technique employs molds made from cost-effective materials, such as hardwood or steel-filled epoxy resin for the force die (punch), and a rubber pad as the flexible die (cavity). This configuration allows for rapid prototyping and economical tooling changes.
The rubber pad can be either a solid block or a laminated construction, typically extending about 30% higher than the forming press’s shut height. Laminated pads offer advantages in durability and pressure distribution.
During the forming process, the press closes, causing the rubber pad to compress and conform to the sheet metal blank (usually stainless steel or aluminum alloys), forcing it against the rigid die. Upon press opening, the rubber pad elastically recovers to its original shape, facilitating easy part removal and allowing for repeated use.
While rubber pad forming excels in producing shallow, uniform parts with smooth surfaces, it has limitations in forming complex geometries and deep draws. The process is generally restricted to parts with a depth-to-diameter ratio of less than 0.3 and is most effective for sheet metal thicknesses below 1.5mm. Despite these constraints, the technique remains valuable for rapid prototyping and small to medium production runs of aircraft panels, electronic enclosures, and other sheet metal components requiring low tooling investment.
(5) Flanging Forming
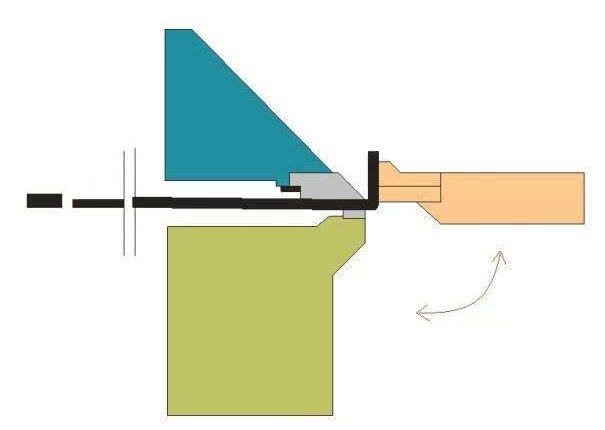
A folding machine, also known as a press brake, is a versatile bending machine that can be operated either manually or through CNC (Computer Numerical Control) systems. This equipment is essential in sheet metal fabrication for creating precise bends and folds in various materials, including stainless steel.
The fundamental bending process involves securing the metal sheet firmly against a die with a specific bending radius on the machine’s worktable. The protruding section of the material extends over the die’s edge. The machine’s ram, equipped with a punch, then descends to press the sheet into the die, creating the desired bend.
During the bending operation, the metal sheet slides along the die surface. To maintain the material’s surface integrity, especially for stainless steel, the die must have a smooth, polished surface. Additionally, many fabricators employ protective measures such as applying a removable plastic film or using specialized polyurethane die inserts to prevent scratching or marring of the workpiece.
Modern folding machines often feature adjustable upper beam assemblies with interchangeable punches. This versatility allows for the creation of complex shapes, including box formations and precision grooves. The gap between the punch and die can be precisely controlled to achieve the desired bend angle and account for material spring-back.
While traditional flanging machines were once common for producing large, simple stainless steel sheet products, contemporary manufacturing predominantly utilizes advanced hydraulic or electric press brakes. These machines offer superior precision, repeatability, and efficiency, capable of handling a wide range of material thicknesses and bend complexities. Many are equipped with back gauges and angle measurement systems to ensure consistent, high-quality results across production runs.
(6) Cylinder Forming
Curved plates are integral components in the production of thin-walled cylinders or cylindrical segments, widely used across various industries.
Traditional plate rolling machines employ a set of adjustable rollers, typically three, to form the curved shape. Two parallel rollers can be fine-tuned to accommodate different plate thicknesses, while the third roller, known as the bending roller, determines the cylinder’s diameter. This configuration allows for precise control over the curvature and ensures uniform bending along the plate’s length.
An alternative design, the pyramid-type rolling machine, arranges three rollers in a pagoda-like configuration. In this setup, the bottom roller serves as the driving roller, powered by the machine’s motor. The top roller, with a diameter approximately twice that of the bottom roller, rotates passively due to friction with the workpiece. This arrangement provides enhanced stability and control during the forming process, particularly for thicker plates or harder materials.
The minimum achievable cylinder diameter for both machine types is generally calculated as the diameter of the top roller plus 50mm. This limitation is due to the physical constraints of the bending process and the machine’s geometry. The maximum diameter, however, is influenced by multiple factors including material properties (such as yield strength and thickness), machine rigidity, and the specific design of the rolling components. For large-diameter cylinders or when working with high-strength materials, additional support frames may be necessary to maintain shape accuracy and prevent deformation during and after rolling.
In practice, achieving optimal results often requires a combination of forming methods or specialized processing techniques. For instance, pre-bending of plate edges might be necessary before rolling to ensure a uniform cylindrical shape. Post-rolling heat treatment may also be employed to relieve residual stresses and improve dimensional stability. Therefore, a comprehensive understanding of stainless steel cold forming methods, including their limitations and synergies, is crucial for efficient and high-quality production. This knowledge enables manufacturers to select the most appropriate techniques and process parameters for each specific application, ensuring consistent product quality and optimized production efficiency.
Common problems and treatment measures in stainless steel cold forming process
(1) Surface defects in raw materials, such as contamination, scratches, pits, pitting, or laminations, can be amplified during cold forming, compromising the final product quality. To mitigate this, implement rigorous inspection protocols for incoming materials, including visual checks and non-destructive testing methods like ultrasonic or eddy current testing. Establish strict acceptance criteria and maintain a reliable supplier network to ensure consistent raw material quality.
(2) Workpiece surface contamination, including dirt, rust, pits, and scratches, can result from unclean forming dies and work platforms, as well as accumulated metal debris. To prevent this, implement a comprehensive preventive maintenance schedule. Regularly polish dies using appropriate abrasives and techniques, such as diamond polishing for high-precision surfaces. Establish a clean-as-you-go policy in the workshop, utilizing efficient dust collection systems and implementing frequent cleaning routines for equipment and work areas.
(3) Sliding contact during forming can damage the passive oxide layer of stainless steel, potentially leading to cold welding between the workpiece and tooling. This can cause severe surface scratches if the weld breaks during subsequent sliding. To address this, apply appropriate lubricants specifically designed for stainless steel cold forming, such as chlorine-free synthetic lubricants or water-based emulsions. Optimize die design to minimize sliding contact, and consider using advanced coatings like titanium nitride (TiN) or diamond-like carbon (DLC) on tooling to reduce friction and prevent material pickup.
(4) The high strength and significant work hardening characteristics of stainless steel, particularly austenitic grades, can lead to workpiece fracture or tool/equipment damage if deformation is excessive. To prevent this, conduct finite element analysis (FEA) simulations to optimize forming parameters and predict material behavior. Implement in-process monitoring systems, such as load cells and acoustic emission sensors, to detect potential issues in real-time. Consider multi-stage forming processes or intermediate annealing treatments for complex geometries or severe deformations.
(5) Post-forming surface degradation can occur due to damaged passivation layers, contamination from forming lubricants, and debris. To ensure optimal corrosion resistance and surface finish, implement a comprehensive post-forming treatment process. This should include thorough degreasing using environmentally friendly solvents, followed by pickling in an appropriate acid solution to remove any embedded contaminants. Re-passivate the surface using citric acid or nitric acid treatments. For critical applications, consider electropolishing to enhance both corrosion resistance and surface finish. Apply temporary protective films or VCI (Volatile Corrosion Inhibitor) packaging for storage and transportation.
As stainless steel demand grows, cold forming technologies are becoming increasingly prevalent. To optimize processes, employ advanced simulation software for die design and process planning. Investigate emerging technologies such as warm forming or hybrid forming processes that combine cold and hot forming techniques to expand formability limits. Implement lean manufacturing principles and Industry 4.0 concepts, including real-time data analytics and predictive maintenance, to maximize efficiency and reduce costs. By addressing these challenges and leveraging innovative solutions, manufacturers can produce high-quality, cost-effective stainless steel components that meet evolving market demands.