Techniques and Limits for Typical Sheet Metal Components
How can precise techniques and careful limits transform sheet metal into essential components? In this article, you’ll explore various methods like flattening, 180° U piece bending, and triple folding hemming, which are vital for shaping sheet metal. Discover how to calculate minimum dimensions and avoid common pitfalls, ensuring high-quality results. By the end, you’ll understand the critical factors that impact the effectiveness and precision of these metalworking techniques.
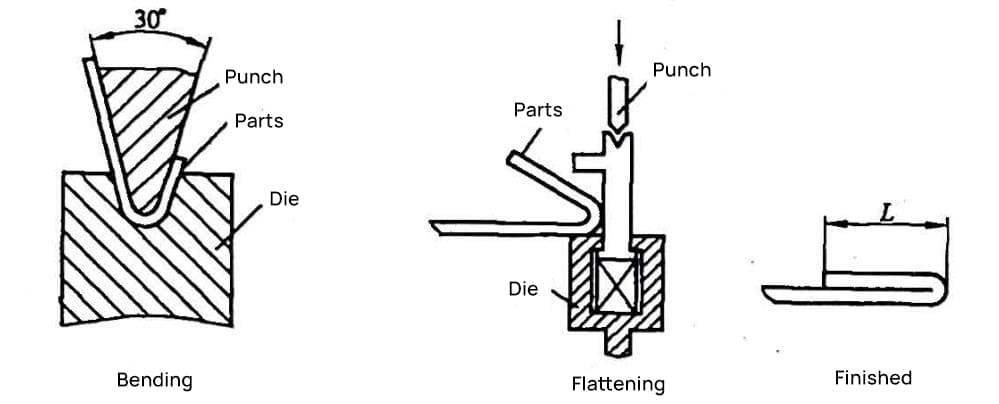
The method of flattening (also known as hemming) is illustrated in Figure 2-20. Initially, the edge of the sheet metal is bent into a 30° shape using a 30° bending die. Afterward, the bent edge is flattened. Flattening can be conducted on a press machine, hydraulic machine, or a press brake machine.
Figure 2-20 Flattening with a Bending Machine
The minimum flattening width size Lmin for the bending machine can be calculated using Equation (2-3) plus 0.5t (t being the material thickness), as shown in Equation (2-7):
Lmin = (Bvmin – x) / 2 + f + 1.5t (2-7)
Common sheet materials suitable for flattening include stainless steel, galvanized sheet, and aluminum zinc plate. Parts requiring electroplating should not be used, as the flattened areas can cause acid trapping, making treatment difficult.
2. 180° U Piece Bending
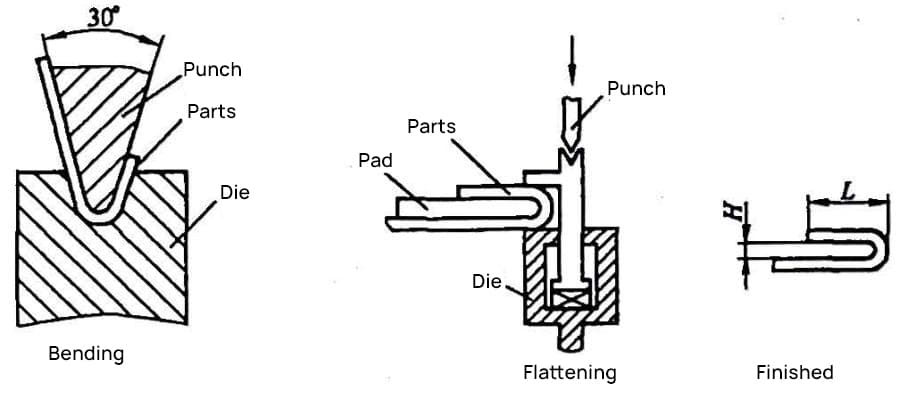
The bending process of a 180° U piece is shown in Figure 2-21. Bend the sheet material to 30° with a 30° bending tool first, then flatten the bent edge and remove the spacer after flattening.
The thickness H of the spacer should be chosen from common sheet sizes (such as 0.5mm, 0.8mm, 1.0mm, 1.2mm, 1.5mm, 2.0mm), and it is not advisable to choose a too large sheet thickness. When the opening of the 180° U piece is large, a special mold should be used for bending.
The minimum bending edge size Lmin of the bending width can be calculated with Equation (2-3) plus H. The equation is as follows:
Lmin = (Bvmin – x) / 2 + f + H (2-8)
Figure 2-21 180°U Piece Bending
3. Triple Folding-Hemming
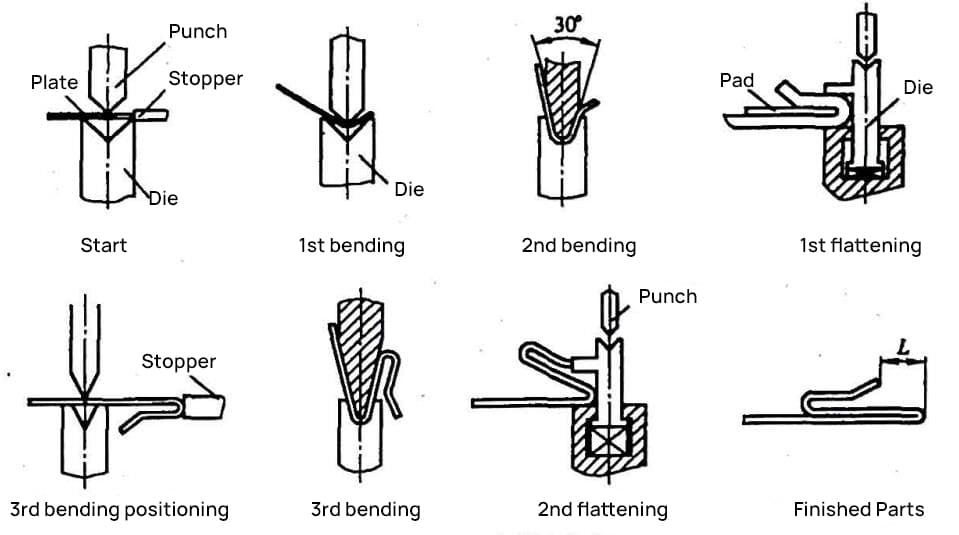
Triple folding hemming is shown in Figure 2-22. The bend should first be made on the smaller side shown in the figure, then the U-shaped part is formed using the previously mentioned 180° U piece bending method, and finally, the triple folding hemming piece is formed using the flattening method.
Figure 2-22 Triple Folding Dead Edge
When designing and preparing the processing technology for the parts that require a triple folding dead edge, attention should be paid to the structural dimensions of all parts.
The structural dimensions should meet the minimum bending dimensions required by each step and the minimum width dimension Lmin of the final flattened compressed edge, avoiding unnecessary post-processing or manufacturing of special fixtures.
The recommended value of the minimum width dimension Lmin of the flattened compressed edge is shown in Table 2-5.
Table 2-5 Minimum Width Dimension of the Final Flattened Compressed Edge for Triple Folding Hemming (Unit: mm)
Material Thickness t
0.5
0.6
0.8
1.0
1.2
1.5
2.0
2.5
Minimum Compressed Edge Dimension Lmin
4.0
4.0
4.0
4.0
4.5
4.5
5.0
5.0
Note:
The data in the table are experiential and for reference only.
Even when the structure allows, it is not advisable to use the minimum compressed edge size.
As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.
Have you ever wondered how massive steel structures on locomotives achieve their precise curves? In this article, we reveal the secrets behind creating large bend radii in sheet metal parts.…
Ever wondered what keeps a CNC press brake running smoothly? The answer lies in the hydraulic oil. This essential fluid ensures optimal performance and longevity of the machine. Our article…
Have you ever wondered how a press brake shapes metal with such precision? This article unveils the fascinating parts and functions of a press brake, showing you its essential role…
Have you ever wondered what makes press brake dies so fascinating? In this captivating blog post, we'll delve into the intricate world of these essential tools that shape the metal…
Have you ever wondered how a flat sheet of metal is transformed into a complex shape? Press brakes are the unsung heroes of the manufacturing world, bending and shaping metal…
Have you ever wondered how a press brake's hydraulic system works? In this article, we'll dive deep into the intricacies of this essential component. Our expert mechanical engineer will guide…
Have you ever considered the forces at play when bending a pipe? In this article, we'll explore the fascinating world of pipe bending mechanics. Our expert mechanical engineer will break…
How does the size of the lower die opening affect the final dimensions of metal parts in air bending? This question is crucial for ensuring precision in metal fabrication. The…
How do you ensure precision and safety while using a press brake? This article offers 22 essential tips for optimizing press brake performance, covering topics like die selection, mold installation,…