Thermal Lens Effects in Laser Applications: Solutions and Insights
Have you ever wondered why laser cutting precision sometimes falters? Thermal lens effects, caused by heat-induced changes in optical elements, can disrupt laser focus and accuracy. This article delves into how thermal lensing impacts laser applications like marking, welding, and cutting, and offers practical solutions to mitigate these issues. By understanding and addressing these effects, you can significantly enhance the performance and reliability of laser-based processes. Dive in to learn how to maintain optimal laser functionality and improve your results.
The laser absorptivity increases due to poor quality, dirt, and damage of the optical elements. Continuous exposure to laser beams for a prolonged period of time can cause thermal deformation, altering the refractive index of the transmission optical element and changing the reflection direction of the reflective optical element.
This results in a change in the position of the laser focus (beam waist), affecting its application. The transparent optical elements have a higher laser absorptivity and a greater temperature increase, making the thermal lens effect more pronounced.
In this article, we will analyze the optical elements that are susceptible to thermal lens problems in various laser application equipment.
The faster the thermal expansion of an optical element, the more prominent its thermal lens effect, as a result of high power and advanced processing of inverse materials.
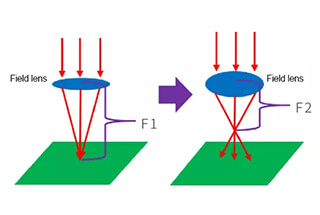
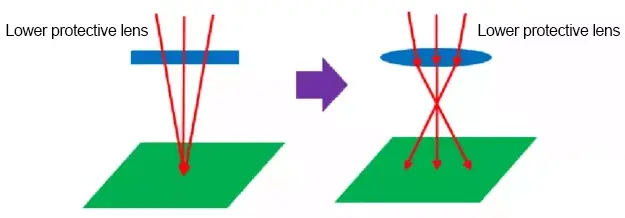
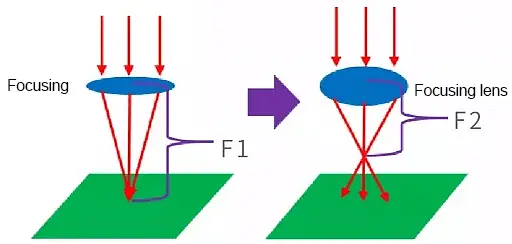
The thermal lens effect occurs when heat causes the optical element to expand, leading to an increase in focusing power, a reduction in focal spot size, and a shorter focal length and depth.
These phenomena can lead to instability during laser processing, ultimately impacting its effectiveness.
1. The influence on marking
(1) Alumina blackening:
When the thermal lens effect takes place, the focal length shortens, the surface energy density of the material decreases, and blackening of alumina becomes impossible. In severe cases, the blackening effect at the center and edge may become inconsistent.
(2) Deep metal carving:
Metal deep sculptures typically utilize field mirrors with a shallow focal length (depth of focus).
During high-power deep carving, the thermal lens effect causes the energy density of the material to rapidly decrease, resulting in a shallower depth in the metal.
Due to the greater expansion at the center of the optical element compared to the edge, the center is shallower and the depth around it is uneven.
Pulsed fiber lasers use either a single slow speed or multiple fast cutting methods, depending on the type of material being processed.
Due to the rapid thermal expansion and cooling retraction that occurs in a very short time frame (< 1s), the starting position of the cutting can be successfully cut through, while other positions may not be able to be cut.
When using a high-power fiber laser for spot welding metal sheets, the thermal lens effect can result in inconsistent joint sizes, unstable welding, and insufficient drawing force.
(2) Continuous metal welding:
The reflectivity of metal during continuous light welding is higher compared to that during cutting.
In high-power welding, the thermal lens effect can cause the front portion of the weld to be normal, while the back portion may be shallow or completely impenetrable.
The thermal lens effect is particularly pronounced when welding aluminum and copper, which are high-reflective materials.
When cutting stainless steel, the thermal lens effect can lead to inconsistent cutting surfaces, an increase in slag, and even difficulties in maintaining a continuous cut.
(2) Carbon steel cutting:
When cutting carbon steel, the thermal lens effect can result in an increase in slag at the bottom and difficulties in maintaining a continuous cut.
Solution to thermal lens effect
The solution to the thermal lens effect caused by the lenses of various optical elements in vibrating lens processing equipment is:
Galvanometer
Optical element
Causes of thermal lens
Solution of thermal lens effect
Laser output head
Dirty or damaged output head lens or crystal
Inspection and cleaning before installation
Collimator (for CW lasers)
Poor quality, dirt and damage of collimating lens
Clean the collimating lens or replace the collimator with good lens quality
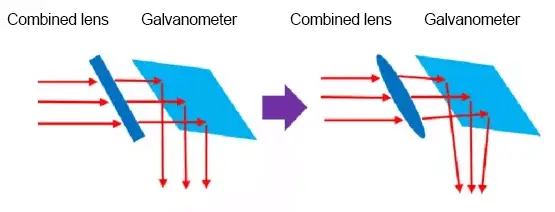
Combined lens
Poor quality, dirt and damage of combined lens
Select the self-contained red laser or replace the beam combining lens with good quality
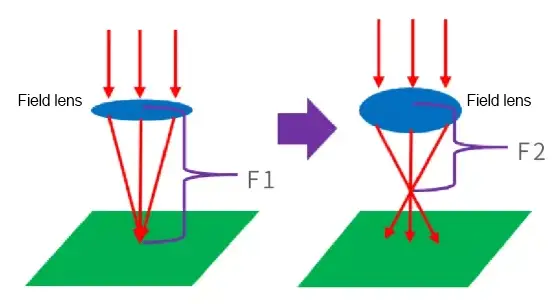
Field mirror
Poor quality, dirt and damage of field lens
Clean the field lens or replace the quartz field lens
Comparison of red photosynthetic lens and thermal lens
Comparison of field lens and thermal lens
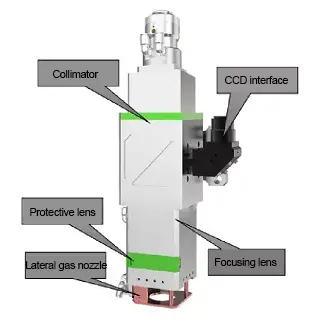
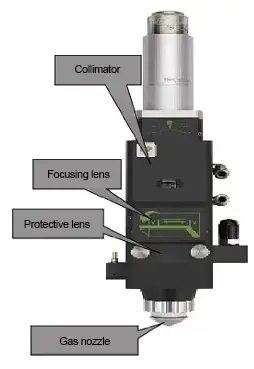
The solution to the thermal lens effect caused by the lenses of various optical elements in cutting head/welding head processing equipment is:
As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.
Some common methods for reducing the thermal effects of laser marking machines include: 1. Optimizing the focus of the laser beam Optimizing the focus of the laser beam can make…
Have you ever considered how lasers revolutionize manufacturing? From precision cutting to rapid prototyping, laser technology has transformed industrial processes, making them faster, cleaner, and more efficient. In this article,…
Ever wondered how intricate designs are etched onto various materials with such precision? This article dives into the fascinating world of laser engraving machines, detailing their operation, safety measures, and…
Imagine being able to cut through metal with the precision of a surgeon and the speed of a lightning bolt. This is the reality of modern laser processing technology. From…
Have you ever wondered how cutting-edge technology achieves such precision? Fiber lasers, a marvel of modern engineering, utilize rare-earth doped glass fibers to generate highly efficient and versatile laser beams.…
Imagine a cleaning method that’s both powerful and precise, capable of removing contaminants from surfaces without damaging them. Laser cleaning machines achieve this by using focused laser beams to vaporize…
Imagine lasers that can handle the toughest metals like copper with ease. High-power blue semiconductor lasers are revolutionizing metal processing, offering unparalleled efficiency and precision. This article explores their advantages,…