Laser cutting focuses a laser beam onto the surface of a material using a focusing lens. This causes the material to melt, vaporize, and burn.
Concurrently, a compressed gas coaxial with the laser beam blows away the molten material.
By moving the laser beam relative to the material along a specific trajectory, a cut with a specific shape is made, achieving material cutting.
Laser cutting offers advantages such as high precision, narrow kerf, smooth cut surfaces, fast speeds, and superior processing quality across a wide range of materials.
Currently, laser cutting technology is extensively applied in various sectors. Due to its low processing cost, high efficiency, and versatility in processing materials, laser cutting has become a common method in the sheet metal industry.
However, there are challenges such as molten slag and burrs adhering to the material during processing, causing issues for on-site managers. Workpiece burrs are illustrated in Figure 1.
Burrs in Laser Cutting
Burr formation remains a persistent challenge in laser cutting processes, significantly impacting the quality and precision of metal components. This phenomenon, still not fully resolved in metal cutting theory, can compromise the dimensional accuracy, geometrical integrity, and surface finish of machined workpieces.
The occurrence of burrs during laser cutting is influenced by a complex interplay of factors, including laser parameters, material properties, and cutting conditions. These protrusions or irregularities along the cut edge can lead to increased post-processing requirements, reduced part functionality, and potential assembly issues.
Understanding the root causes of burr formation and implementing effective mitigation strategies is crucial for optimizing laser cutting operations. This article delves into the common factors contributing to burr development and explores innovative solutions to minimize their impact, enhancing overall part quality and manufacturing efficiency.
Key aspects we’ll examine include:
- Primary mechanisms of burr formation in laser cutting
- Material-specific considerations for burr control
- Optimization of laser cutting parameters to reduce burrs
- Advanced techniques and technologies for burr minimization
- Post-processing methods for burr removal, when necessary
Causes and solutions of burrs in laser cutting.
Cause 1: Offset Position of Laser Beam Focus
- Problem: The laser beam focus generated by the laser cutting machine has a deviation between its upper and lower positions, resulting in the energy not being concentrated precisely on the workpiece and causing incomplete vaporization. This leads to an increased amount of molten slag and burr formation.
- Solution: Adjust the position of the laser beam focus to its optimal state based on the offset position.
Cause 2: Insufficient Output Power
- Problem: The laser cutting machine has insufficient output power, causing ineffective vaporization of the metal and leading to excessive slag and burr formation.
- Solution: Check if the laser cutting machine is functioning properly. If there are any malfunctions, repair and maintain it promptly. If the machine is functioning normally, verify if the output value is correct.
Cause 3: Slow Cutting Line Speed
- Problem: The cutting line speed of the laser cutting machine is too slow, leading to poor surface quality and burr formation.
- Solution: Adjust and improve the cutting line speed to reach the normal value.
Cause 4: Impure Auxiliary Gas
- Problem: The purity of the auxiliary gas used in the laser cutting machine does not meet the required standard, leading to burr formation on the workpiece.
- Solution: Replace the auxiliary gas with a higher purity.
Cause 5: Extended Operating Time
- Problem: The laser cutting machine has been operating for too long, causing it to be in an unstable state and leading to burr formation.
- Solution: Turn off the laser cutting machine and restart it after a certain period of time to allow it to have a full rest.
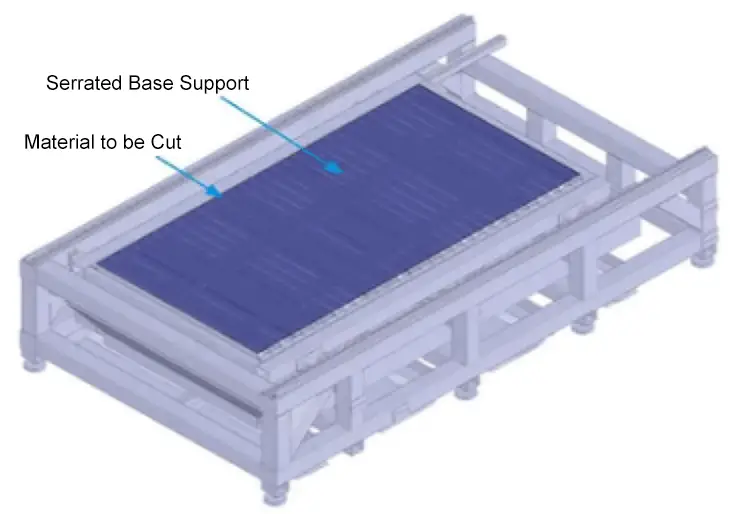
Cause 6: Shortcomings With Laser Cutting Equipment
For instance, the sawtooth depth of the laser base’s sawtoothed tray is shallow, and its taper is insufficient, leading to excessive contact with the sheet metal.
This results in obstacles during laser piercing and blocked gas flow, causing molten slag to adhere, rebound, and create burrs, as shown in Figure 2.
Burrs on workpiece edges can seriously affect subsequent bending, welding, and assembly precision. They also pose potential safety hazards to operators.
Workpieces with burrs applied on gas cabinets in ring networks can significantly impact airtightness.
In electrical systems, burrs can cause circuit shorts or damage the magnetic field, affecting the system’s regular operation or causing other damages.
Methods to Prevent Burrs in Laser Processing
1. Adjust Equipment Parameters:
Depending on the material being processed, repeatedly adjust power, air pressure, flow rate, focal length, and feed speed to achieve optimal conditions.
Save the data for batch processing in the future. Relying solely on machine-provided parameters won’t produce quality workpieces.
2. Select Auxiliary Gas:
The choice of auxiliary gas affects processing quality. Different materials require different gases.
For instance, when cutting stainless steel, nitrogen is recommended. Nitrogen, often called an inert gas, not only prevents explosive points during laser cutting but also ensures the heated end doesn’t oxidize instantly, resulting in a smoother and brighter cut.
Gas purity is also essential; always opt for high-purity gases.
3. Inspect Equipment Components:
Older equipment might produce burrs due to wear and tear or contamination of key components. Issues like lenses contaminated with oil stains, tiny cracks, and damaged cutting nozzles can affect laser power transmission.
You can judge this by observing if the formed light spot is rounded. A rounded light spot indicates even energy distribution and high cutting quality.
Regularly inspecting key components can ensure cutting quality.
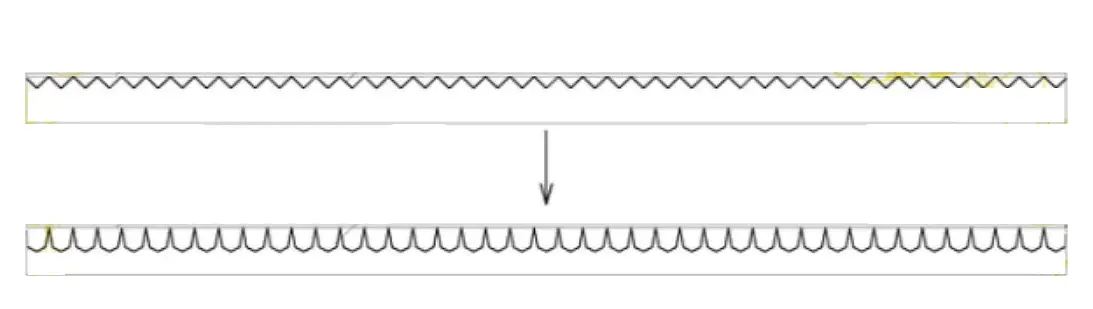
4. Optimize Equipment Structure:
Depending on the workpiece being processed, you can improve equipment structure.
For example, if the laser base’s sawtoothed tray contacts the sheet metal over a large area and produces burrs, you can adjust based on specific circumstances by reducing the taper or increasing tooth depth, as shown in Figure 3, to avoid interference in processing.
The improved base is shown in Figure 4.
5. Optimize Workpiece Edges:
In actual production, it’s observed that overly structured workpiece edges affect processing quality. Square transitions, compared to rounded or beveled ones, are more prone to burrs, as shown in Figure 5.
It’s advised to use rounded or beveled transitions when possible to reduce stress concentrations.
Conclusion
In fact, burrs are the excessive residual particles on the surface of metal materials.
When the laser cutting machine processes a workpiece, the energy generated by the laser beam irradiating the workpiece surface causes the surface to vaporize and evaporate, achieving the cutting purpose.
If a material has burrs, it can be considered substandard; the more burrs there are, the lower the quality.
Therefore, we must pay extra attention to this issue during future processing!