When selecting a pump manufacturer, the brand’s reputation and market reviews should be your initial consideration.
Next, given the extensive application of pumps, which includes but is not limited to municipal projects, construction, HVAC, and power plants, it’s crucial to choose a manufacturer that can provide customized solutions and services.
Furthermore, an ISO9001 quality management system certification is a significant reference point in selecting a pump manufacturer.
Lastly, post-sales service is an aspect you cannot overlook when choosing a pump manufacturer. Opting for a brand or manufacturer with solid after-sales service is vital to ensure timely and effective solutions when encountering issues during use.
Before making a final decision, it’s advised to conduct a deeper comparison and investigation based on specific needs and budget.
Top 10 Water Pump Manufacturers
Water pump manufacturers play a crucial role in ensuring efficient water management across various sectors, including residential, commercial, and industrial applications. Their innovation and commitment to sustainability drive advancements in technology and energy efficiency. Below is an overview of some of the leading water pump manufacturers globally.
1. Grundfos
Country: Denmark
Founded: 1945
About the company:
Grundfos, a world-renowned pump manufacturer, was founded in Denmark in 1945. The company mainly produces circulating pumps for heating and air conditioning and centrifugal pumps for industries, water supply, sewage discharge, and metering. Grundfos focuses on technology and product development in the field of water pumps, providing relevant solutions.
Headquartered in the Danish border city of Ambu, the company had a turnover of DKK 23.6 billion (about 21.5 billion yuan) in 2014, with 18,878 employees worldwide, 83 branches in 56 countries, and an annual output of over 16 million water pumps.
For 70 years, Grundfos has prioritized research and development of technologies and products related to water pumps, providing high-quality solutions. The company entered the Chinese market in 1994 and now has one investment holding company, two sales companies, one concept store, 15 offices, four production plants, one R&D center, and nearly 1600 employees. The company’s annual turnover in China is over 2.4 billion yuan.
Grundfos’ products are widely used in various fields, including construction, industry, infrastructure construction, regional heating, sewage treatment, and more. In addition to the Chinese Mainland market, Grundfos China is also responsible for the Hong Kong and Mongolia markets.
As a pump manufacturer, Grundfos has obtained an ISO9001 standard quality certificate and has passed ISO14001 and other relevant environmental certifications. Moreover, it is a foreign-funded enterprise that has obtained the certification of energy-saving products for China’s clean water centrifugal pumps.
Grundfos China R&D Center was established in Suzhou in 2007, with about 80 technicians from China and Denmark. To protect the environment, the company continuously innovates in product energy conservation. The team leverages its collective wisdom and collaborates with higher education institutions to discover new ideas in product design and functions, developing energy-saving products that cater to the Chinese market.
Grundfos has undertaken several landmark projects in China, including many venues of the 2008 Olympic Games, the Great Hall of the People in Beijing, the National Grand Theater, the World Financial Center in Shanghai, many venues of the World Expo Park, Hongqiao Airport Phase II, Disneyland, the National Convention and Exhibition Center, and more.
2. Wilo
Country: Germany
Founded:1872
About the company:
Founded in 1872, WILO SE is an excellent supplier of water pumps and water pump systems and a professional manufacturer of large HVAC pumps. It started researching, developing, and innovating water pump systems early on, with its headquarters in Dortmund, Germany. The company has branches in over 60 countries and regions worldwide, employing over 7,000 people.
Wilo (China) Pump System Co., Ltd. is a subsidiary of WILO SE in China, established in 1995. After more than 20 years of development, its sales network has covered key provinces and regions in China, with nearly 800 employees. The professional team of Wilo in China is dedicated to developing and promoting products and solutions that meet the needs of Chinese users. The products and services have been widely used in various application fields, such as construction, water affairs, and industry.
3. KSB
Country: Germany
Founded:1871
About the company:
Founded in 1871 in Frankenthal, Germany, KSB has been a leading manufacturer of pumps and industrial valves for over 100 years. KSB has more than 15,500 employees worldwide and operates its own sales companies, manufacturing plants, and service enterprises.
KSB specializes in developing and producing customized pumps for various applications. The company provides a full range of automation and drive solutions in industries such as buildings, water and sewage, mining, and energy. KSB also offers installation, commissioning, maintenance, and other services for water pump valves.
With extensive experience in pump manufacturing, KSB’s products find application in construction technology, industrial technology, water conveyance, sewage purification, and various processes in power stations.
With innovative research and development, KSB has the capability to meet the requirements of thousands of different customers. As a well-known pump manufacturer, KSB has accumulated years of experience and proprietary technical knowledge.
KSB convincingly tests and assesses its systems, including the Etanorm standard pumps. Etanorm is a highly successful standard water pump worldwide, with global sales of over 1.5 million units. KSB provides spare parts and services for the Etanorm pump.
Hydraulic performance, material technology, and automation are KSB’s technical strengths for spare parts, which is also the successful secret signature of its high-performance pumps.
KSB, as a pump manufacturer, has numerous production equipment to ensure that it is close to customers and provides first-class service. Its experienced certified experts ensure excellent quality.
KSB’s service department can undertake on-site commissioning, inspection, maintenance, and repair of your pumps, valves, and complete equipment. Additionally, KSB can guarantee quick delivery of spare parts, ensuring you receive good service directly from the pump manufacturer.
Shanghai KSB Pump Co., Ltd. is a joint venture between KSB of Germany and Shanghai Electric. Established in 1994, the company is located in Minhang Development Zone, Shanghai. It has a total registered capital of US $27 million, a total investment of US $29.8 million, and an area of 130,000 square meters. At present, the company has over 800 employees.
In China, KSB has become one of the leading pump manufacturers with a wide range of products and superb technology. It enjoys a high reputation in power stations, petroleum, chemical industry, urban water supply and drainage, sewage treatment, oil refining, buildings, marine, and large-scale farmland water conservancy construction.
KSB provides installation, commissioning, maintenance, on-site maintenance services, innovative solutions, maintenance and inspection management, pump management, system efficiency services, technical consulting, transformation, and other services.
4. Xylem
Country: Sweden
Founded: 1901
Products: Submersible pump, submersible agitator and aeration system
About the company:
Xylem (NYSE code: XYL) is one of the leading global water technology companies, committed to developing innovative technical solutions to address the serious global water resource challenges. The company’s products and services focus on water transmission, treatment, testing, monitoring, and reuse in municipal, industrial, civil, and commercial buildings.
Moreover, Xylem provides an industry-leading product portfolio for utilities, including water, electricity, and natural gas. This portfolio includes intelligent metering, pipe network technology, and advanced infrastructure analysis solutions.
The company has over 17,000 employees worldwide, leveraging its technical expertise in many application fields to provide sustainable and comprehensive solutions. Xylem is headquartered in Leybrook, New York, with an operating income of 5.2 billion dollars in 2021. Its multiple product brands operate in over 150 countries and regions
The company has over 17,000 employees worldwide, leveraging its technical expertise in many application fields to provide sustainable and comprehensive solutions. Xylem is headquartered in Leybrook, New York, with an operating income of 5.2 billion dollars in 2021. Its multiple product brands operate in over 150 countries and regions
The company has over 17,000 employees worldwide, leveraging its technical expertise in many application fields to provide sustainable and comprehensive solutions. Xylem is headquartered in Leybrook, New York, with an operating income of 5.2 billion dollars in 2021. Its multiple product brands operate in over 150 countries and regions.
The name Xylem is derived from ancient Greek and refers to the tissue in plants that transports water. This name reflects the company’s commitment to the water cause and highlights its use of excellent engineering technology, comparable to the natural ability of plants to transport water, to achieve water transmission.
Xylem in China
Xylem’s headquarters in China is located in Shanghai, with offices in 10 major cities and over 1000 employees. To better serve local customers, Xylem in China leverages its global capabilities and local strength to improve its localization level.
The company has established factories in Beijing, Shenyang, Nanjing, and Fuzhou, R&D teams in Shanghai and Nanjing, and an intelligent decision support center in Nanjing. These efforts help customers address water challenges through digital transformation.
Xylem’s 200 channel partners in China provide a diverse product portfolio for the Chinese market. The company also has 59 after-sales service outlets throughout the country to provide services for customers.
In China, Xylem represents international advanced technology, providing intelligent products and quality services for water and sewage management. The company helps customers solve water problems, works with partners to achieve a cleaner water environment, and creates a better future.
5. Kaiquan
Country: China
Founded: 1995
Products: Double suction pump, circulating pump, fire pump, water pump
About the company:
Established in 1995, Shanghai Kaiquan Pump (Group) Co., Ltd. is a comprehensive pump company specializing in the design, production, and sales of pumps, water supply equipment, and pump control equipment. The company has been deeply involved in the Chinese pump industry for many years and is well-known in the industry for its technological innovation.
With total assets of 4.5 billion yuan, the company has 7 enterprises and 5 industrial parks in Shanghai, Zhejiang, Hebei, Liaoning, Anhui, and other provinces and cities. These facilities cover a total area of nearly 1000 mu and a productive building area of 350,000 square meters. The group now has more than 7000 employees, including 1200 engineering technicians, forming an echelon talent structure with innovative thinking.
To increase customer value, Shanghai Kaiquan Pump (Group) Co., Ltd. uses advanced ERP and CRM systems to control the entire order process. The company has 7 business divisions, 23 branches, more than 500 offices, and over 200 after-sales service outlets. Its service network covers the entire country and implements a “blue fleet” service and 4-hour quick response mechanism. These efforts enable the company to respond to user needs at any time and create high-quality products in the industry with stable performance.
6. Eastpump
Country: Chian
Founded: 1993
Products: Single stage pump, multi-stage pump, double suction pump, chemical pump, stamping pump, axial (mixed) flow pump, sewage pump, fire-fighting equipment, water supply equipment (including smart pump room), sewage equipment, waste water equipment, and whole process smart control system
About the company:
EastPump is a leading provider of domestic pumps and related supporting products, as well as system solutions. The company is a large scientific, industrial, and trade enterprise group based in Shanghai, integrating scientific research, manufacturing, marketing, and service.
With modern water pump R&D, production, and testing bases located in Shanghai, Jiangsu, Zhejiang, and Anhui, covering an area of more than 1000 mu, EastPump has assets of more than 2 billion yuan, more than 1000 sets of equipment, and over 3000 employees.
Along with 12 core subsidiaries and more than 100 domestic and foreign strategic suppliers, the company has built an integrated supply chain and independent industrial cluster with significant competitive advantages in R&D, quality control, cost, and service.
In the fields of pumps, motors, valves, casting, non-negative pressure, complete sets of equipment, control systems, environmental protection, and energy conservation, EastPump has provided optimized solutions, stable and reliable products, and full life cycle services to hundreds of thousands of users in various industries in more than 20 countries and regions.
In various industries, such as water conservancy, municipal administration, construction, steel, power, mining, rail transit, heat supply, chemical industry, food, medicine, fire protection engineering, environmental protection, and more, EastPump plays a key role by providing smart energy pumping solutions that have earned countless trust and praise.
We offer all-round, systematic, intelligent, and customized solutions to meet the diverse and personalized needs of our customers, making their use more efficient and convenient.
Through deepening long-term strategic partnerships with leading enterprises in various industries, we actively participate in major economic and livelihood projects, such as the South to North Water Diversion Project, the Yellow River water pumping project, the development of new energy sources like oil and shale gas, the construction of venues for the Beijing Olympic Games and the Shanghai World Expo, the construction of rail transit and airports in various regions, central heating and water supply, flood control and waterlogging drainage, farmland irrigation, and more.
By doing so, we strive to improve our brand image and market competitiveness, and promote the continuous upgrading of the industry towards the middle and high end of the global value chain.
EastPump is committed to making the world a better place and promoting stronger development. We achieve this by integrating technical resources, gathering industry experts, and employing hundreds of medium and senior engineers, professional and technical talents.
Through collaboration with well-known scientific research institutions, we introduce, digest, and absorb excellent hydraulic models from both domestic and international sources. We actively carry out independent research and development, utilizing advanced methods such as three-dimensional product design, hydraulic CFD analysis, and finite element analysis.
By theoretically solving the shortcomings of existing experience calculation and constantly optimizing product structure design, we aim to improve product efficiency and operation performance.
7. Liancheng
Country: China
Founded: 1993
Products: Water pump, motor, electrical cabinet, valve, heat exchanger
About the company:
Shanghai Liancheng (Group) Co., Ltd. was founded in 1993 as a large group enterprise focused on R&D and manufacturing of pumps, valves, environmental protection equipment, fluid delivery systems, electrical control systems, and more.
The company offers more than 5000 kinds of product series, which are widely used in national pillar fields such as municipal administration, water conservancy, construction, fire protection, electric power, environmental protection, petroleum, chemical industry, mining, medicine, and others.
After more than 20 years of rapid development and market expansion, the company now has five industrial parks. The headquarters is in Shanghai, and the other parks are distributed in economically developed areas like Jiangsu, Dalian, and Zhejiang, covering a total area of 550,000 square meters.
The company has many wholly-owned subsidiaries, including Liancheng Suzhou, Liancheng Dalian Chemical Pump, Liancheng Pump, Liancheng Motor, Liancheng Valve, Liancheng Logistics, Liancheng General Equipment, Liancheng Environment, and Ametek Holding Company.
The group has a total capital of 650 million yuan and total assets of more than 3 billion yuan.
In 2019, the group’s sales revenue reached 2.96 billion yuan, and the total tax payment exceeded 100 million yuan. The accumulated donations to society also exceeded 10 million yuan. The company has always been among the top performers in the industry.
The company has over 2000 sets of advanced production and testing equipment, such as the national “Class 1” water pump testing center, efficient water pump processing center, coordinate measuring instrument, dynamic and static balance measuring instrument, portable spectrometer, laser rapid prototyping instrument, CNC machine tool cluster, and more.
The company values the innovation of core technology and continues to invest heavily in technology research and development. Our products use CFD analysis methods and meet international standards through testing.
We hold national franchising safety production licenses, import and export enterprise qualifications, and other relevant qualifications.
The company’s products have obtained various certifications such as fire protection, CQC, CE, health license, coal safety, energy conservation, water conservation, and international standard certification.
The company has applied for over 700 national patents and has obtained several computer software copyrights.
As a national and industrial standard drafting unit, the company has established nearly 20 product standards.
The company has passed various certifications such as ISO9001, ISO14001, OHSAS18001, information security management, measurement management, and energy management system certifications. The company has also implemented ERP and OA information management platforms comprehensively.
8. Chengfeng
Country: China
Founded: 1998
Products: Water pump, fire pump, submersible pump
About the company:
Shanghai Chengfeng Fluid Equipment Co., Ltd. was founded in 1998 and is headquartered in Songjiang District, Shanghai. It is a professional manufacturer that specializes in the research and development as well as the production of fire pumps, electrical control cabinets, and supporting equipment.
The company has established a sound production system with reference to national standards. It provides the market with a series of qualified fire pump products that are used in civil residential, commercial real estate, and other construction projects and fields.
To cater to the growing demand, the company has launched two production bases in Shanghai and Anhui, which cover an area of over 340 mu and employ more than 700 professionals. The company also boasts of a highly qualified fire pump R&D and manufacturing team.
The company is known for providing users with high-quality national equipment and fire electrical control devices. It is committed to standardizing fire protection products for domestic civil construction projects.
Shanghai Chengfeng specializes in the production of fire pumps and fire electrical control devices, which are widely used in various fire engineering construction projects.
The company’s entire series of fire pumps has passed the certification of the Fire Products Conformity Assessment Center of the Ministry of Public Security and strictly adheres to national policies.
Currently, all of Shanghai Chengfeng’s products have obtained voluntary certification.
After nearly two decades of development, Shanghai Chengfeng has established a reputation for producing high-quality and high-standard fire water system products.
With a customer-centric approach, Shanghai Chengfeng is committed to the development of fire protection products. It continuously introduces new products, improves processes, and serves users across the country.
Shanghai Chengfeng has obtained several certifications including the ISO9001 quality management system certification, ISO14001 environmental management system certification, OHSAS occupational health and safety management system certification, and other relevant certifications.
The company’s fire protection products comply with national standards and have gained recognition from various fire protection associations, including the China Fire Protection Association and the Shanghai Fire Protection Association. It has also become a permanent member unit and has been awarded more than 20 honors, including national quality supervision red list products.
Furthermore, the company has obtained multiple invention patents, contributed to the formulation of the national standard GB6245 Fire Pump, and was recognized as a “Shanghai High-tech Enterprise” in the same year.
Shanghai Chengfeng’s products have been applied to various national key construction projects such as the Beijing Water Cube and Beijing South Railway Station, covering buildings, residential areas, sports venues, and more.
Shanghai Chengfeng has established service outlets throughout the country, providing customers with various services such as model selection, quotation, scheme communication, installation guidance, commissioning, operation, and daily maintenance.
With its robust research and development and production capabilities, Shanghai Chengfeng is committed to providing the market with high-standard, high-quality, and compliant life support equipment. The company strives to win with every customer.
Shanghai Chengfeng – Making life safer for everyone.
9. Ebara
Country: Japan
Founded: 1912
Products: Water pump, mud pump, circulating pump, submersible pump, centrifugal pump, booster pump, vacuum pump, deep well pump
About the company:
Ebara is a Japanese company that has been wholly-owned since 1912, engaged in the research and development, production, and sales of pump products, refrigerators, and HVAC equipment.
Ebara Machinery (China) Co., Ltd. is a wholly-owned subsidiary of Ebara Manufacturing in China. It was founded in Beijing in 2006 and is dedicated to serving the advancement of China with advanced Ebara products.
The company takes responsibility for meeting customer needs and provides users with optimal solutions in multiple directions.
Currently, manufacturing bases have been established in Beijing, Yantai, and Zibo, covering various fields such as construction, industry, and municipal water conservancy. They provide customers with world-class general-purpose pumps, customized pumps, water supply units, water treatment, and other products and services.
The company not only performs sales and services in the Chinese market but also supplies products to Japan, Southeast Asia, the Middle East, and other markets, making it an essential part of the global business that recommends original products.
10. FCNP
Country: China
Founded: 1991
Products: Water pump, fire pump, metering pump, self-priming pump, circulating pump, submersible pump, centrifugal pump, booster pump, deep well pump
About the company:
Nanfang Zhongjin Environment Co., Ltd., formerly known as Nanfang Pump Industry Co., Ltd., was established in 1991 and went public on the Shenzhen Stock Exchange on December 9, 2010, with a stock code of 300145.
FCNP, which is currently a wholly-owned subsidiary of Nanfang Zhongjin Environment Co., Ltd., is a company that specializes in the development and large-scale production of stainless steel centrifugal pumps in China.
FCNP is a national key high-tech enterprise that produces various medium and high-end pump products on a large scale, and it is currently the largest production base for stainless steel stamping and welding centrifugal pumps in China. FCNP is also a drafting unit of industrial standards and has eight holding subsidiaries.
Covering an area of 1200 mu, FCNP has over 10 production plants and branches and nearly 4000 employees. Its annual output has surpassed 700,000 sets, with an annual sales volume of 2 billion yuan.
In the same industry in China, FCNP’s product range, total sales volume, and product quality are ranked first.
What Are the Most Crucial Post-sales Service Standards to Consider?
When choosing a pump manufacturer, the most important post-sales service standards to consider include:
Product production and quality assurance: The manufacturer should be able to provide products that meet national standards and take responsibility for product quality. This includes the production standards of the product, its lifespan, and whether it meets corporate and national mechanical department standards.
Service system and quality management system: The manufacturer should establish a comprehensive service system and a stringent quality management system to ensure that every step of the service is carried out according to standards, providing high-quality service to customers.
Product warranty policy: This refers to the “warranty, replacement, and return” policy, which is an important indicator of the quality of a manufacturer’s post-sales service. The manufacturer needs to strictly adhere to the national regulations on after-sales service for industrial products and provide relevant service guarantees from the date of product dispatch.
Pre-sales, sales, and after-sales services: The manufacturer should provide a comprehensive range of services, including providing solutions based on customer needs, ensuring timely delivery, and offering after-sales maintenance and service.
Certification system: Choose manufacturers that have obtained high-level after-sales service system certification (like the Seven-Star After-Sales Service System Certification). Such manufacturers usually have a more comprehensive after-sales service system and superior service quality assurance.
Types of Water Pumps and Their Applications
Water pumps are essential in various industries and applications, serving as critical components for moving fluids efficiently. Understanding the different types of water pumps and their specific applications can help in selecting the right pump for any given task.
Centrifugal Pumps
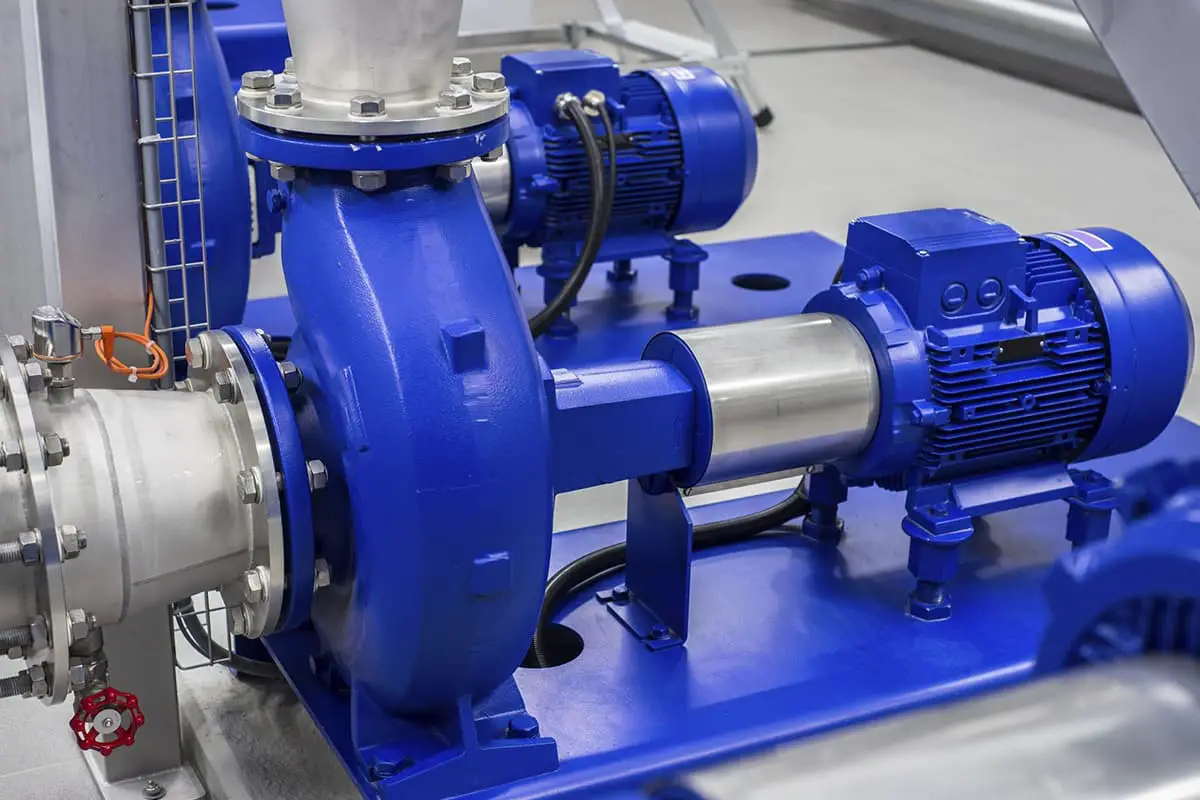
Centrifugal pumps are among the most widely used types of pumps due to their versatility and efficiency. These pumps operate by using a rotating impeller to impart velocity to the fluid, which is then converted into pressure as the fluid exits the pump.
Axial Flow Pumps
Axial flow pumps are designed for high flow rates at low pressure. They are ideal for applications such as flood control, irrigation, and circulation in large water bodies. For example, axial flow pumps are commonly used in coastal areas to manage stormwater and prevent flooding.
Radial Flow Pumps
Radial flow pumps handle lower flow rates but generate higher pressures. They are suitable for water supply systems, boiler feed applications, and chemical processing. In municipal water supply systems, radial flow pumps ensure consistent water pressure throughout the distribution network.
Mixed Flow Pumps
Mixed flow pumps combine features of both axial and radial flow pumps, making them useful for applications requiring moderate flow rates and pressures. These pumps are often employed in sewage treatment plants and industrial water supply systems to handle varying flow conditions efficiently.
Positive Displacement Pumps
Positive displacement pumps move fluid by trapping a fixed amount of it and forcing that trapped volume into the discharge pipe. These pumps are known for their ability to handle high-viscosity fluids and maintain a constant flow rate regardless of pressure changes.
Diaphragm Pumps
Diaphragm pumps use a flexible diaphragm to move fluids, making them ideal for handling abrasive, corrosive, or hazardous materials. Common applications include chemical transfer, food processing, and water treatment. For instance, diaphragm pumps are used in the pharmaceutical industry to handle sensitive and reactive chemicals safely.
Piston Pumps
Also known as plunger pumps, piston pumps are used in high-pressure applications such as hydraulic systems, pressure washing, and oil drilling. These pumps are crucial in hydraulic fracturing operations, where they deliver high-pressure fluids to fracture rock formations and extract oil or gas.
Gear Pumps
Gear pumps use the meshing of gears to pump fluid and are suitable for applications requiring precise flow control and handling of viscous fluids. They are commonly used in lubrication systems and polymer transfer in the plastics industry.
Screw Pumps
Screw pumps use one or more screws to move fluid in a smooth, continuous flow. These pumps are ideal for applications like oil transfer, fuel injection, and waste treatment. In wastewater treatment plants, screw pumps efficiently handle sludge and other high-viscosity fluids.
Lobe Pumps
Lobe pumps are known for handling highly viscous fluids and solids. They are often used in the food and beverage industry, pharmaceuticals, and paper manufacturing. For example, lobe pumps are used to transfer thick food products like peanut butter and yogurt without damaging their texture.
Submersible Pumps
Submersible pumps are designed to operate underwater, making them perfect for applications that require pumping from deep sources. These pumps are sealed to prevent water from entering the motor, ensuring efficient operation in submerged conditions.
Well Pumps
Well pumps are used to extract water from deep wells for residential, commercial, and agricultural uses. They are essential in rural areas where access to municipal water systems is limited.
Sump Pumps
Sump pumps are installed in basins or sumps to remove accumulated water, commonly used in basement drainage systems to prevent flooding. They are crucial in homes located in flood-prone areas, ensuring dry and safe living spaces.
Stormwater Pumps
Stormwater pumps are employed in stormwater management systems to handle large volumes of rainwater and prevent urban flooding. These pumps are vital in cities with heavy rainfall, helping to manage runoff and protect infrastructure.
Specialized Pumps
Specialized pumps are designed for specific applications, addressing unique challenges in fluid handling.
Dewatering Pumps
Dewatering pumps remove large quantities of mostly clean water from construction sites, mining operations, and flood-prone areas. They are essential in maintaining dry and safe working conditions in these environments.
Trash Pumps
Trash pumps can handle water containing solids such as leaves, twigs, and sludge. They are suitable for construction sites, agricultural fields, and wastewater management. For instance, trash pumps are used to remove slurry and debris from excavation sites.
High-Pressure/Firefighting Pumps
High-pressure or firefighting pumps are designed to deliver high-pressure output for firefighting operations and industrial cleaning. These pumps are crucial in emergency situations, ensuring a reliable water supply for extinguishing fires.
Booster Pumps
Booster pumps increase water pressure in household plumbing systems, irrigation setups, and commercial buildings where water pressure is insufficient. They are often used in high-rise buildings to ensure adequate water pressure on upper floors.
Sprinkler Pumps
Sprinkler pumps draw water from various sources to supply lawn sprinkler systems, ensuring efficient irrigation of landscapes and gardens. These pumps are commonly used in residential and commercial landscaping to maintain healthy and green lawns.
Utility and Household Pumps
Utility and household pumps are used for various domestic and light industrial applications, providing convenience and reliability in everyday tasks.
Sump Pumps
Sump pumps remove water collected in basins around a home’s foundation. They are available in pedestal and submersible types and are essential in preventing basement flooding.
Sewage Effluent Pumps
Sewage effluent pumps pump liquids and semi-solids from a sewage basin to the main sewer line. They are essential for residential and commercial sewage systems, ensuring efficient waste management.
Utility Pumps
Utility pumps are versatile pumps used to transfer water from one location to another. They are suitable for tasks ranging from aquarium maintenance to heavy-duty dewatering, providing a reliable solution for various water transfer needs.
Boosting Pumps
Boosting pumps increase water pressure for applications such as car washing, lawn sprinkling, and shower systems. They ensure adequate water flow in areas with low water pressure, enhancing the efficiency of household and commercial water systems.
Applications Across Industries
Water pumps serve critical roles across various industries, ensuring efficient water management and fluid handling.
- Agriculture: Essential for irrigation systems, livestock watering, and crop spraying.
- Power Generation: Used in cooling systems, boiler feed operations, and condensate extraction.
- Municipal Water Supply: Integral to water treatment plants, distribution networks, and sewage systems.
- Chemical Processing: Handle the circulation of chemicals, solvents, and other industrial fluids.
- Water Treatment Plants: Move large volumes of water through filtration and chemical treatment processes.
- Industrial Applications: Manage hazardous chemicals, industrial wastewater, and process fluids in manufacturing and production facilities.
Understanding the various types of water pumps and their specific applications ensures the selection of the most suitable pump for any task, enhancing efficiency and reliability in fluid handling operations.
Comparing Water Pump Manufacturers: Quality, Reliability, and Efficiency
Selecting the right water pump manufacturer is crucial for ensuring that the pump meets your specific needs and provides long-term value. The decision impacts not only the initial performance but also the longevity, maintenance, and overall cost-efficiency of the pump.
Quality and Reliability
Manufacturer Reputation
Choosing a manufacturer with a solid reputation is essential. Companies like Grundfos, Xylem (including Lowara and Flygt), and Ebara have established themselves as leaders in the industry. For instance, Grundfos’ CR series and Xylem’s Flygt 2000 series are renowned for their robust construction and reliable performance in industrial applications. These manufacturers’ proven track records assure customers of dependable performance and durability.
Certifications and Standards
Ensure the water pumps comply with recognized industry standards such as CE, RoHS, and other market access certifications. These certifications indicate that the pumps have undergone rigorous testing for safety, performance, and reliability, demonstrating the manufacturer’s commitment to quality and adherence to global benchmarks.
Materials
The materials used in pump construction significantly impact their longevity and performance. Pumps made from corrosion-resistant materials like stainless steel, bronze, and high-grade plastics are preferred for their durability and reduced risk of premature failures. These materials ensure the pump can withstand harsh environments and demanding applications.
Energy Efficiency
Energy-efficient pumps reduce operational costs and environmental impact. For example, Grundfos’ ALPHA3 circulator pump can save up to 80% in energy consumption compared to traditional pumps. Features such as variable speed control, pressure sensors, and thermal protection enhance energy efficiency, making these pumps cost-effective in the long run.
Flow Rate and Pressure
The pump’s flow rate and pressure should match your specific water requirements. Centrifugal pumps are versatile and can handle high flow rates and pressures, making them suitable for various applications, from industrial processes to municipal water supply. Submersible pumps, on the other hand, are ideal for deep borewells and high-pressure applications.
Self-Priming Capability
Self-priming pumps, like the Red Lion RLSP-150, are beneficial for applications where the pump needs to move water over long distances or handle varying water levels. Self-priming means the pump can automatically remove air from the system and begin pumping without manual intervention, simplifying operation and maintenance.
Maintenance and Support
Maintenance Requirements
Regular maintenance is crucial for the longevity of water pumps. Opt for pumps with features that simplify maintenance, such as automatic shutoff, pressure relief valves, and non-return valves. Routine maintenance tasks include checking for leaks, cleaning filters and strainers, and ensuring durable housing and seals.
After-Sales Support
Comprehensive after-sales support is vital for troubleshooting, installation advice, and preventive maintenance. Manufacturers like Torren Pumps and Epoch Automation offer robust support systems, including 24/7 customer service, on-site repairs, and training programs, ensuring customers receive timely assistance and technical guidance.
Budget and Cost Considerations
Initial Cost
While the initial cost of some pumps, such as submersible pumps, may be higher, they often provide better efficiency and reliability in the long run. It’s important to compare the purchase price, installation charges, and ongoing maintenance costs to determine the total cost of ownership. Investing in a high-quality pump can result in significant savings over time.
Long-Term Expenses
Consider the long-term expenses associated with energy consumption, maintenance, and potential repairs. High-quality pumps may have a higher upfront cost but can lead to cost savings over their lifespan due to reduced energy use and lower maintenance requirements.
Customer Service and Warranties
Customer Service
Evaluate the manufacturer’s reputation for customer service, including availability, response times, and expertise. Brands that offer comprehensive support, warranties, and spare part availability provide peace of mind and minimize downtime. Excellent customer service is a key indicator of the manufacturer’s reliability and commitment to customer satisfaction.
Warranties
Look for manufacturers that offer extended warranties, which can protect against frequent replacements and provide assurance of the product’s quality and durability. Extended warranties reflect the manufacturer’s confidence in their product’s longevity and performance.
By carefully evaluating these factors, you can select a water pump that meets your specific needs, ensuring reliability, efficiency, and durability. This approach provides long-term value despite potential initial and maintenance costs.
Key Factors to Consider When Purchasing a Water Pump
When selecting a water pump, it is essential to evaluate various factors to ensure the pump meets your specific needs efficiently and reliably. Here are the key considerations to keep in mind:
Flow Rate and Discharge Capacity
The flow rate of a water pump, measured in liters per minute (L/min) or gallons per minute (GPM), indicates how quickly the pump can move water. This is crucial for determining if the pump can meet your water demands. For example, agricultural irrigation systems often require pumps with high flow rates to cover extensive areas efficiently. Similarly, in industrial settings, pumps with high discharge capacities are needed to manage large volumes of water quickly.
Inlet Size and Suction Line
The inlet size of the pump affects the speed of water flow at the outlet. Generally, larger inlets provide faster water flow. Additionally, consider the length and configuration of the suction line, especially if you need a self-priming pump or are dealing with a flooded suction scenario. A well-designed suction line ensures optimal pump performance and efficiency. For instance, in residential water supply systems, a properly sized inlet and suction line can prevent issues such as air locking and cavitation.
Maximum Head and Vertical Suction Lift
The maximum head refers to the maximum vertical distance the pump can lift water from the source to the discharge point. It is essential to choose a pump with a maximum head slightly greater than the depth of your water source to account for fluctuations in water levels. The vertical suction lift indicates the height from which the pump can draw water, which is particularly important for deep well applications. For example, a borehole pump used in a deep well must have a sufficient maximum head and suction lift to ensure consistent water supply.
Pump Type
Different types of pumps are suited for various applications. Selecting the right type ensures efficient operation:
- Submersible Pumps: Ideal for underwater applications such as wells and sump systems. These pumps are fully submerged in water, providing efficient and quiet operation.
- Jet Pumps: Suitable for homes, using a motor to push water at high speeds. They are often used for shallow wells and can be installed above ground.
- Centrifugal Pumps: Affordable and versatile, suitable for a wide range of applications but less powerful than some other types. Commonly used for irrigation, water supply, and drainage.
- Self-Priming Pumps: Contain a reserve of process fluid to create an initial vacuum and lift fluid from the source, useful in applications where the pump needs to handle varying water levels. These pumps are often used in sewage and wastewater management.
- Borehole Pumps: Designed for deep well applications, providing reliable water extraction. They are typically used in agricultural and municipal water supply systems.
Power and Energy Efficiency
Consider the power required by the pump, typically measured in electrical power consumption. A pump with a high capacity will perform better but consume more electricity. Energy efficiency is crucial for reducing long-term operating costs. Look for pumps with energy-saving features such as variable speed control and high-efficiency motors. For instance, an energy-efficient pump can significantly reduce electricity bills in a large-scale irrigation system.
Pump Environment and Installation
The environment in which the pump will operate affects its performance and longevity. Outdoor pumps require special materials and installation to protect them from weather elements like freezing temperatures, dust, and vapors. Additionally, consider the presence of solids and the viscosity of the water, as these factors can impact the pump’s functionality. For example, pumps used in construction sites must be robust enough to handle muddy water and debris.
Water Properties
Understanding the properties of the water being pumped is essential. Consider factors such as temperature, viscosity, and the presence of solids or corrosive substances. These properties can affect the pump’s performance and longevity, making it important to choose a pump designed to handle the specific characteristics of the water. For instance, pumps used in chemical processing plants must be resistant to corrosion and capable of handling high temperatures.
Maintenance and Service
Evaluate the maintenance and service requirements of the pump. Look for pumps with readily available spare parts and easy maintenance options. Consider the availability of after-sales support, including warranty or service contracts, to ensure peace of mind and reduce downtime. For example, a pump with a simple design and accessible components will be easier to maintain and repair.
Quality and Reliability
Choose a pump from a manufacturer with a proven track record of quality and industry expertise. Ensure the pump complies with industry-recognized standards and certifications such as CE or RoHS. The materials used in the pump’s construction, such as stainless steel or high-grade plastics, are critical for longevity and reliability. For instance, a high-quality stainless steel pump will be more durable and resistant to corrosion.
Cost and Budget
Evaluate the cost of the pump in relation to your budget, considering both the initial purchase price and long-term operating costs. Energy efficiency and maintenance requirements can significantly impact long-term expenses. It’s important to balance upfront costs with potential savings over the pump’s lifespan. For example, investing in a more expensive, energy-efficient pump may lead to lower operating costs over time.
Specific Requirements
Identify your specific pumping needs, including the amount of water to be pumped, the desired pressure, and the environment in which the pump will operate. This will help you match the pump with the intended application, ensuring optimal performance and efficiency. For instance, a high-pressure pump may be necessary for firefighting applications, whereas a low-pressure pump could suffice for garden irrigation.
By carefully considering these factors, you can select a water pump that meets your needs efficiently, reliably, and cost-effectively.
Technical Specifications and Details of Water Pumps
When evaluating water pumps, it is essential to consider various technical specifications and details to ensure the pump meets the specific requirements of your application. Below are the critical aspects to examine:
Types of Water Pumps
Centrifugal Pumps
Centrifugal pumps use a rotating impeller to add velocity to the liquid, converting it into pressure. They are commonly used for applications requiring large flow rates and are suitable for fluids with low viscosity, such as water. Examples include irrigation systems and water supply networks. Centrifugal pumps include subtypes like axial, radial, and mixed flow pumps, each suited for different pressure and flow conditions.
Advantages:
- High flow rates
- Simple design and easy maintenance
Disadvantages:
- Less efficient for high-viscosity fluids
- Cannot handle high pressures compared to positive displacement pumps
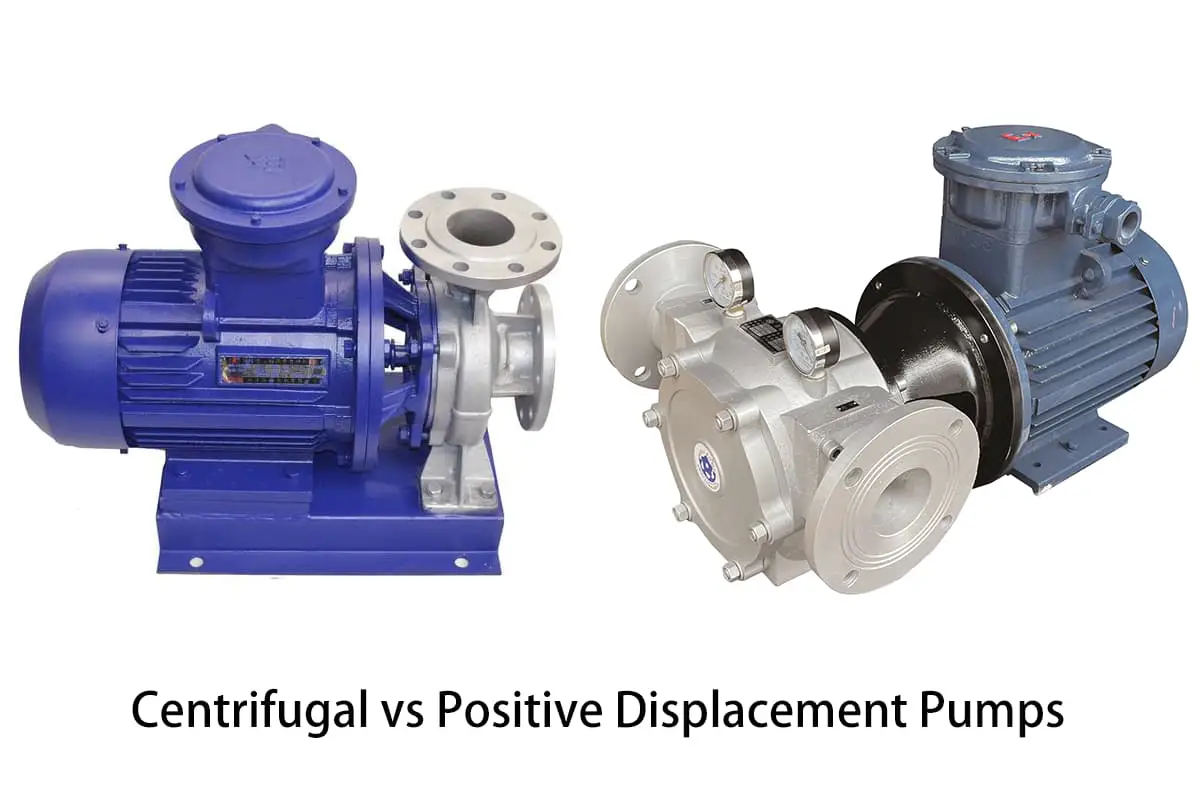
Positive Displacement Pumps
Positive displacement pumps move fluid by trapping a fixed amount and forcing it through the pump. They are ideal for high-viscosity fluids or applications requiring precise flow control. Types include piston/plunger pumps, diaphragm pumps, gear pumps, screw pumps, and lobe pumps. These pumps maintain a constant flow rate regardless of pressure changes.
Advantages:
- Efficient for high-viscosity fluids
- Precise flow control
Disadvantages:
- More complex design
- Higher maintenance requirements
Self-Priming Pumps
Self-priming pumps can create a vacuum to draw liquid into the pump, making them suitable for applications where the pump is not submerged in the liquid. This feature is beneficial for applications with varying water levels, such as sewage and wastewater management.
Advantages:
- Can handle varying water levels
- Eliminates the need for manual priming
Disadvantages:
- Lower efficiency compared to standard centrifugal pumps
- Limited to certain suction heights
Key Components
Impeller
The impeller drives the movement of water within the pump. Impellers come in various designs, including single-eye and dual-eye types. Dual-eye impellers enhance vacuum and draft capabilities, allowing quicker priming and efficient operation.
Pump Body
The pump body, typically made of materials like cast iron or stainless steel, houses the hydraulic components and protects them from external damage. The size and weight of the pump body can significantly impact the pump’s footprint and heat absorption characteristics.
Mechanical Seal
The mechanical seal prevents water from contacting the electric motor or other drive components, ensuring the pump’s longevity and efficient operation. High-quality seals made from durable materials like ceramic or carbon are essential for preventing leaks.
Bearing and Shaft
The bearings and shaft are vital for the pump’s durability and efficiency. High-lead tin bronze and stainless steel are common materials used for these components due to their strength and corrosion resistance. Properly designed bearings and shafts reduce friction and wear.
Flow Rate
The flow rate, measured in liters per minute (L/min) or gallons per minute (GPM), indicates the volume of water the pump can move per unit of time. Flow rates can vary widely depending on the pump type and size. For instance, GATOR Pumps can handle flows up to 18,000 gallons per minute, while smaller pumps may range from 0.4 to 10.5 m³/h.
Pressure
Maximum discharge pressure, or head, is a critical specification indicating the height to which the pump can lift water. Pumps can handle pressure heads ranging from a few meters to several hundred meters. Some pumps are capable of handling pressures up to 40 bars or more.
Speed
Pump speed, often measured in revolutions per minute (RPM), affects the pump’s flow rate and efficiency. Adjustable speed models allow users to tailor the pump’s performance to specific flow requirements. For example, GATOR Pumps are available in 540 RPM or 1000 RPM models.
Materials and Construction
Materials
Water pumps can be constructed from various materials, including A36 mild steel, stainless steel, and zinc-free bronze. The choice of material depends on the application and required durability. Stainless steel is preferred for its corrosion resistance, while cast iron offers strength and affordability.
Coatings
Internal and external coatings, such as porcelain or epoxy, protect the pump from corrosion and wear. These coatings extend the pump’s service life, especially in harsh environments.
Operational Considerations
Water Temperature
The operating temperature range is crucial for ensuring the pump’s performance and longevity. Most pumps operate efficiently between -10°C and 40°C, but specific models may have different temperature tolerances.
Start Limits
To prevent motor overheating, the number of starts per hour should not exceed a certain limit, typically around 20 starts per hour. Adhering to start limits ensures the pump operates within safe parameters.
Self-Priming and Priming Depth
Some pumps are self-priming up to a specific depth, eliminating the need for manual priming. For applications requiring deeper priming, installing foot valves or check valves may be necessary.
Accessories and Control Systems
Water Level Sensors
Water level sensors monitor the water level above the pump, protecting the motor from dry running by switching it off when the water level falls below a certain threshold.
Pressure Switches
Low and high-pressure switches control the pump’s operation within specified pressure ranges, enhancing safety and efficiency.
Flow Switches
Flow switches detect the flow rate and can have no moving parts, making them suitable for high-pressure applications.
Flow Meters
Accurate flow measurement is vital for efficient pump operation. Flow meters with high accuracy and durable materials provide reliable data for monitoring and optimizing pump performance.
Additional Features
Overheat Protection
Optional overheat protection managers (OPM) with alarms prevent the pump from overheating, especially when operating at low flow rates.
Strainers
Strainers filter out solids and debris from the water, protecting the pump from damage. They are essential for applications involving dirty or contaminated water.
By considering these technical specifications and details, users can select and operate water pumps that meet their specific needs, ensuring efficient and reliable performance.
Market Trends and Innovations in the Water Pump Industry
The water pump industry is experiencing significant growth and innovation, driven by technological advancements, increasing demand across various sectors, and a strong focus on sustainability. Several key trends and innovations are shaping the industry, enhancing efficiency, reliability, and environmental impact.
Technological Advancements
Smart Pumping Systems
The integration of Internet of Things (IoT) technology in water pumps is transforming the industry. Smart pumping systems enable remote monitoring, predictive maintenance, and real-time performance optimization. For example, the city of Houston implemented a smart water management system that uses IoT-enabled pumps to monitor water pressure and flow rates. This system has reduced water loss by 15%, resulting in significant cost savings and improved water distribution efficiency.
Variable Frequency Drives (VFDs)
Variable Frequency Drives (VFDs) allow precise control of the pump’s speed and energy consumption. VFDs adjust the pump’s motor speed to match the required flow rate, resulting in significant energy savings and reduced wear and tear. For instance, a water treatment plant in California installed VFDs on its pumps, reducing energy consumption by 25% and extending the life of the equipment.
High-Efficiency Pump Designs
Manufacturers are developing high-efficiency pump designs that minimize energy consumption while maximizing output. Innovations such as optimized impeller designs, advanced materials, and improved hydraulic performance contribute to these high-efficiency pumps. A notable example is Grundfos’ range of high-efficiency pumps, which have achieved up to 50% energy savings compared to traditional models, aligning with global efforts to reduce energy consumption and carbon emissions.
Solar-Powered Pumps
Solar-powered water pumps are gaining popularity, especially in regions with abundant sunlight. These pumps use solar panels to generate electricity, providing a sustainable and cost-effective solution for remote and off-grid water pumping needs. In India, the government’s initiative to promote solar-powered irrigation pumps has led to the installation of over 100,000 units, significantly reducing the reliance on diesel-powered pumps and lowering greenhouse gas emissions.
Market Drivers
Population Growth and Urbanization
The steady increase in global population and rapid urbanization have led to a surge in demand for efficient water supply and wastewater management systems. Urban areas require reliable water infrastructure to support residential, commercial, and industrial activities. For example, the construction of new residential complexes in urban centers has driven the demand for efficient water pumps to ensure adequate water supply and sanitation.
Industrial Expansion
Industries such as manufacturing, chemicals, agriculture, and mining rely heavily on water pumps for their operations. As these industries expand, the demand for robust and reliable water pumping systems continues to rise. For instance, the mining industry in Australia has seen significant growth, necessitating the use of advanced water pumps for dewatering and mineral processing applications.
Infrastructure Development
Increasing infrastructure development activities worldwide are driving the demand for water pumps. Governments in growing economies are investing heavily in industrialization and water infrastructure projects. In China, the government’s investment in large-scale water treatment plants and desalination facilities has significantly boosted the demand for advanced water pumping solutions.
Regulatory and Environmental Factors
Environmental Regulations
Stringent environmental regulations, such as the Clean Water Act (CWA) and Safe Drinking Water Act (SDWA) in the U.S., are driving the adoption of advanced water pump technologies. These regulations govern water quality and treatment, necessitating the use of efficient and environmentally friendly pumps. Compliance with these standards ensures that water pumps contribute to sustainable water management practices.
Sustainability and Energy Conservation
There is a growing emphasis on sustainability and energy conservation, with manufacturers focusing on developing pumps that are more energy-efficient and have a reduced carbon footprint. Sustainable water pumps not only reduce operational costs but also contribute to environmental protection. For example, the adoption of energy-efficient heat pumps in Europe has significantly reduced energy consumption in residential heating applications.
Market Segmentation and Growth
End-User Segments
The market is segmented into various end-user industries, including residential, commercial, industrial, agriculture, and distribution/water utility. The industrial sector is witnessing the highest demand due to rapid expansion in desalination plants and other industrial applications. Each segment has specific requirements for water pumps, driving innovation and customization in pump designs to meet diverse needs.
Pump Types
Radial flow pumps are anticipated to be the fastest-growing segment in North America, due to their efficiency and versatility in various pressure and flow applications. Mixed-flow pumps also have specific applications where other pump types have less potential, such as in sewage treatment and industrial water supply. The diversity of pump types ensures that there are suitable solutions for a wide range of applications.
Regional Growth
Asia-Pacific is expected to account for the largest share of the global demand for water pumps, driven by infrastructure development projects in countries like India, China, and Japan. North America and Europe are also expected to expand at a significant growth rate, driven by investments in wastewater recycling and research and development activities. Regional growth trends highlight the importance of tailored solutions to meet the unique needs of different markets.
Innovation in Pump Design and Operation
Distributed Pumping Systems
Distributed pumping systems involve the use of multiple smaller pumps strategically placed in a network, instead of relying on a single large pump. This approach enhances system reliability, reduces downtime, and allows for better load management. Distributed systems are particularly effective in large-scale water distribution networks and industrial processes, where flexibility and redundancy are crucial.
Advanced Materials and Design
Companies are investing significantly in research and development to produce high-efficiency water pumps with advanced materials and designs. The use of artificial intelligence-based pump monitoring technology and modular pump condition monitoring systems is becoming more prevalent. These innovations improve pump performance, reliability, and maintenance, ensuring optimal operation in various applications.
The water pump industry is experiencing robust growth driven by technological innovations, increasing demand from various end-use sectors, and a strong focus on sustainability and energy efficiency. These trends and innovations are shaping the future of water pump technology, providing advanced solutions for efficient and reliable water management.
Frequently Asked Questions
Below are answers to some frequently asked questions:
Who are the top water pump manufacturers in the world?
The top water pump manufacturers in the world are recognized for their innovation, quality, and global presence. Some of the leading companies in the industry include:
Grundfos Group, which is one of the world’s largest pump manufacturers, producing over 16 million pump units annually. They operate in 56 countries and are known for their energy-efficient, long-lasting, and technologically advanced products.
Flowserve Corporation is a leading manufacturer of industrial pumps and flow control products, catering to industries such as oil and gas, power, water management, chemical, and general. Their product line includes centrifugal, positive displacement, slurry and solids handling, and vacuum pumps.
Xylem Inc. is a global water technology company specializing in centrifugal pumps and other advanced water and wastewater solutions. Their pumps are designed to handle different flow rates, pressures, and fluid types, suitable for various applications.
Wilo Group, headquartered in Germany, is a market leader in innovation and problem-solving. They manufacture high-efficiency pumps for various applications, including water boosting, HVAC, and wastewater treatment.
Ebara Corporation, a Japanese industrial machinery manufacturer, is known for its high-efficiency, reliable, and durable centrifugal pumps. They operate in three primary business segments: fluid machinery and systems, environmental engineering, and precision machinery.
Pentair Inc. specializes in the design, manufacturing, and distribution of water treatment and filtration systems, as well as advanced flow technologies, serving residential, commercial, industrial, and agricultural markets.
In North America, notable manufacturers include DAE Pumps, known for dewatering, dredging, water and wastewater, and slurry handling pumps; BJM Pumps, specializing in submersible pumps and motors; Gorman-Rupp Company, a global leader in manufacturing pumps and pumping systems; and ITT Goulds, offering a range of pumps for various industrial applications.
In Europe, Sulzer AG specializes in developing efficient pumps and providing sustainable solutions in sectors such as renewable energy, gas, and oil. KSB Group is known for its wide range of pumps catering to various industries across Europe, and Weir is a global engineering company specializing in designing and manufacturing industrial pumps and equipment.
In the Asia Pacific region, Shimge Pump Industry Group Co., Ltd. is the largest industrial pump manufacturer with a market share of over 40%. Kirloskar Brothers Limited (KBL) is the second largest with a market share of around 25%, and Ebara Corporation holds a market share of around 15%.
These companies are renowned for their commitment to innovation, quality, and customer service, making them the top water pump manufacturers globally.
What types of water pumps are available and what are their applications?
There are several types of water pumps, each designed for specific applications based on their mechanisms and capabilities.
Centrifugal pumps use a rotating impeller to increase the velocity and pressure of water, making them ideal for water supply, irrigation, HVAC systems, industrial processes, and agricultural drainage. They include subtypes like axial flow pumps for high flow rates and low pressure, radial flow pumps for low flow rates and high pressure, and mixed flow pumps for medium flow rates and pressure.
Positive displacement pumps move a fixed volume of water per cycle using screws, pistons, diaphragms, vanes, or gears. Piston pumps are suitable for high-pressure tasks like washing and oil production. Diaphragm pumps are used in metering, spraying, and handling corrosive liquids. Gear pumps handle high viscosity fluids in petrochemical and food industries. Lobe pumps are common in sanitary and pharmaceutical applications due to their low shear and easy sterilization. Screw pumps are used in oil production and irrigation for their high flow rates. Vane pumps are suitable for low viscosity fluids in automotive and beverage applications.
Submersible pumps, designed to operate underwater, are used in wells, boreholes, sump pits, agricultural irrigation, drainage, and wastewater management. Surface pumps, which operate above the water surface, are versatile for irrigation, dewatering, and industrial processes. Engine-driven surface pumps are used in agriculture and remote areas, while industrial electrical centrifugal pumps maintain water supply and pressure in buildings.
Specialized pumps include booster pumps for increasing water pressure in residential and commercial settings, jet pumps for shallow wells, sump pumps for basement drainage, dewatering pumps for flood control and construction sites, high-pressure/firefighting pumps for firefighting and cleaning, trash pumps for dirty water with solids, power takeoff pumps for large-scale water movement, well pumps for potable water extraction, sprinkler pumps for lawn irrigation, axial flow pumps for agricultural irrigation and flood control, and mixed flow pumps for medium head and flow applications.
These various water pumps are essential for a wide range of applications, from residential and agricultural to industrial and wastewater management, demonstrating their versatility and critical role in different sectors.
How do I choose the best water pump manufacturer for my needs?
Choosing the best water pump manufacturer for your needs involves evaluating several key factors to ensure you select a reliable, efficient, and suitable pump for your specific application.
First, consider the quality and reliability of the manufacturer’s products. Look for a manufacturer with a solid reputation, positive customer reviews, and industry certifications such as CE or RoHS. These certifications indicate that the pumps have been rigorously tested for safety, performance, and reliability.
Next, assess the range of products offered by the manufacturer. Ensure they provide various pump types, such as centrifugal, diaphragm, and submersible pumps, to meet your specific requirements. A manufacturer with a broad product range can better cater to your unique needs.
Customization is another important factor. Choose a manufacturer that can offer tailored solutions to fit your specific needs, including custom sizes, materials, and features. This flexibility can be highly beneficial for specialized applications.
Expertise and support services are crucial. Opt for a manufacturer with knowledgeable experts who can guide you in selecting the best pump for your needs. Additionally, ensure they offer comprehensive support services, including installation, maintenance, and repair.
Energy efficiency should not be overlooked, especially for pumps that will operate continuously or at high power. Look for pumps with energy efficiency certifications, as these can lead to significant long-term cost savings.
While price is an important consideration, focus on overall value. A higher-priced pump may offer better quality, reliability, and lower long-term costs compared to a cheaper alternative. Evaluate the initial cost against long-term expenses, including maintenance and energy consumption.
Match the pump to your specific needs and application by considering factors such as flow rate, pressure requirement, power source, and durability. For instance, a larger pump with higher flow rates may be needed for agricultural use, while a smaller pump might suffice for household purposes.
Check the warranty and after-sales support offered by the manufacturer. A comprehensive warranty and robust support system, including availability of spare parts and troubleshooting help, can minimize downtime and provide peace of mind.
If the pump will handle hazardous substances or be used in environmentally sensitive areas, ensure it complies with relevant environmental standards and regulations.
Finally, consider the brand reputation. Reputable brands like Grundfos, Goulds, Ronix, Franklin Electric, Pedrollo, and Wayne are known for their high-quality pumps and reliable customer support. Choosing a pump from a well-known brand can ensure a more dependable and hassle-free experience.
By carefully considering these factors, you can select a water pump manufacturer that meets your unique needs and provides reliable, cost-effective, and efficient performance.
What are the key technical specifications to look for in a water pump?
When selecting a water pump, several key technical specifications and factors need to be considered to ensure the pump meets the required performance, efficiency, and reliability. The main points to focus on include:
Flow capacity: This refers to the maximum flow rate the pump is designed to generate, which is crucial for determining if the pump can handle the volume of water needed.
Maximum discharge pressure: This is the maximum pressure the pump can generate, which is essential for overcoming the system’s pressure head and ensuring the water reaches the desired height or distance.
Discharge size: The size of the pump discharge or outlet connection must match the piping system to ensure proper flow and minimize resistance.
Water temperature: The temperature range the pump can handle, as some pumps are designed to operate within specific temperature limits.
Motor power: The power output of the motor determines the pump’s performance capabilities, including flow rate and pressure. Power consumption should be considered in relation to the actual operating cost.
Pump type: Different types of pumps have different applications:
- Centrifugal pumps are suitable for water-like viscosities and high flow rates with lower pressure requirements.
- Positive displacement pumps are ideal for higher viscosity liquids or high-pressure requirements.
- Booster pumps are used to increase pressure in a system or to pressurize a system from a storage tank.
- Borehole pumps are designed for well installations, capable of handling various hydraulic heads and flow rates.
Impeller design: The impeller’s design and rotation speed directly impact the pump’s flow rate and pressure output. For example, dual-eye impellers can vacate air quicker than single-eye impellers, affecting drafting capability.
Pump casing: The design of the pump casing is crucial for minimizing turbulence and maximizing efficiency. It guides the water flow through the pump.
Inlet and outlet ports: The size and configuration of these ports are critical for the pump’s overall flow characteristics and to ensure they match the system’s piping.
Lifting head: The required lift of the water system should include a safety margin of 5% to 10% when selecting the pump type.
Liquid properties: Consider the temperature, density, viscosity, and particle content of the liquid being pumped, as these factors affect the pump’s performance and the selection of appropriate materials and seals.
Certifications and compliance: Ensure the pump is compliant with industry-recognized standards such as CE, RoHS, or other market-specific certifications to guarantee safety, performance, and reliability.
Additional features: Look for features like automatic shutoff, pressure relief valves, non-return valves, and durable housing and seals, which are important for preventing damage, ensuring proper flow direction, and withstanding harsh conditions.
Installation and operation: Consider the installation requirements, such as the need for a foot valve or check valve in suction lift installations, and the ability to regulate and control pump speed.
By carefully evaluating these technical specifications and features, you can select a water pump that meets your specific needs and ensures optimal performance and reliability.
What are the latest trends in the water pump manufacturing industry?
The water pump manufacturing industry is currently experiencing significant changes driven by technological advancements, sustainability concerns, and evolving consumer needs. One of the major trends is the integration of Internet of Things (IoT) technology, which allows for real-time monitoring, predictive maintenance, and adaptive control features. This results in enhanced performance, reduced energy consumption, and extended pump life. Variable Frequency Drives (VFDs) are also becoming more common, providing precise control of pump speed and energy usage, leading to substantial energy savings and less wear on equipment.
There is a noticeable shift towards sustainable and energy-efficient technologies. Manufacturers are focusing on creating energy-efficient pump designs that reduce energy consumption while maximizing output, in line with global efforts to cut carbon emissions. The use of renewable energy sources, like solar and wind power, for operating pumps is gaining popularity, particularly in areas with abundant sunlight. Solar-powered water pumps are emerging as a sustainable and cost-effective solution for remote and off-grid water pumping needs.
Advancements in materials science have led to the development of more durable and corrosion-resistant materials, which extend the lifespan of pumps and reduce maintenance costs. Technologies such as 3D printing are creating new opportunities for innovation, customization, and profitable manufacturing. Additionally, augmented reality (AR) and virtual reality (VR) are being applied in pump design, training, maintenance, and problem-solving, transforming the way pumps are operated and maintained.
Predictive maintenance, facilitated by IoT sensors, digital twins, and AI/machine learning algorithms, is another key trend. These technologies help operators detect potential issues before they become significant problems, minimizing downtime and ensuring system reliability. Distributed pumping systems, which involve using multiple smaller pumps instead of a single large one, are also being adopted to enhance system reliability, reduce downtime, and allow better load management.
The market is segmented by pump type, end-user industry, and application, with centrifugal pumps, particularly radial flow and multistage pumps, dominating various segments due to their efficiency and versatility. Emerging markets in regions like Asia-Pacific, Africa, and Latin America are expected to offer substantial growth opportunities due to their infrastructure development needs and increasing industrialization.
Stricter environmental regulations, such as the Eco-design Directive and the Energy Efficiency Directive in the European Union, are promoting the adoption of more sustainable and energy-efficient pump technologies. Similar policies in other regions are also encouraging the use of greener technologies. These trends underscore the industry’s focus on innovation, sustainability, and efficiency, driven by technological advancements and changing market demands.