19. yüzyılın ortalarında Fransa'da alüminyum eritme teknolojisi henüz emekleme aşamasındaydı ve bu da alüminyumun gümüşten daha nadir ve daha değerli olmasına neden oluyordu. Bu kıtlık nedeniyle kraliyet bakanları bile devlet ziyafetlerinde gümüş sofra takımları kullanırken, sadece İmparator Napolyon III (Napolyon II değil) alüminyum yemek takımı ayrıcalığına sahipti.
Hall-Héroult elektrolitik işleminin 1886'da ortaya çıkması alüminyum üretiminde devrim yaratarak onu giderek daha erişilebilir ve kamusal hayata entegre hale getirdi. Alüminyum alaşım yüzey işleme teknolojilerindeki eşzamanlı gelişmeler, metalin sadece pratik değerini değil aynı zamanda estetik çekiciliğini de artırarak hem endüstriyel hem de tüketici ürünlerinde yeni uygulama alanları açmıştır.
Çağdaş ürün tasarımı ve üretiminde, metal malzemeler kaliteyi iletme ve marka değerini yükseltme yetenekleri nedeniyle giderek daha fazla tercih edilmektedir. Metalik seçenekler yelpazesi arasında alüminyum, birçok üretici için tercih edilen malzeme olarak öne çıkıyor. Alüminyumun popülaritesi, karmaşık şekillere ve hassas toleranslara olanak tanıyan mükemmel işlenebilirlik; modern, şık bir görünüm de dahil olmak üzere üstün görsel özellikler ve eloksal, toz kaplama ve fırçalama teknikleri gibi çok çeşitli yüzey işleme seçenekleri gibi faktörlerin bir araya gelmesinden kaynaklanmaktadır. Bu özellikler, tasarımcıların ve mühendislerin sadece işlevsel ve dayanıklı değil, aynı zamanda görsel olarak çarpıcı ve çeşitli pazar taleplerini karşılamak için özelleştirilebilir ürünler yaratmalarını sağlar.
I. Yüzey İşlemi Nedir?
Yüzey İşlem, metal imalatında bir ürünün dış yüzeyinin özelliklerini ve performansını artıran kritik bir süreçtir. Bu sofistike prosedür, mekanik ve kimyasal yöntemlerin bir kombinasyonu kullanılarak yüzeye koruyucu bir tabaka uygulanmasını içerir. Birincil hedefler korozyon direncini artırmak, estetik çekiciliği geliştirmek ve nihayetinde çeşitli çevre koşullarında stabilitesini koruyarak ürünün değerini artırmaktır.
Bir yüzey işleme yöntemi seçerken, üreticiler birkaç temel faktörü göz önünde bulundurmalıdır:
- Nihai ürünün çalışma koşulları
- Beklenen kullanım ömrü
- Estetik gereksinimler
- Ekonomik fizibilite ve yatırımın geri dönüşü
Yüzey işleme süreci tipik olarak sistematik bir iş akışını takip eder:
- Ön işlem
- Film oluşumu
- Film sonrası tedavi
- Paketleme
- Depolama
- Nakliye
Ön arıtma, hem mekanik hem de kimyasal süreçleri kapsayan çok önemli bir adımdır:
Mekanik ön arıtma yöntemleri şunları içerir:
- Kumlama ve kumlama: Yüzey kirliliklerini gidermek ve düzgün bir doku oluşturmak için
- Taşlama: Yüzey düzensizliklerini gidermek için
- Parlatma: Pürüzsüz, yansıtıcı bir yüzey elde etmek için
- Ağda: Ek koruma ve parlaklık için
Bu mekanik işlemler, yüzey kusurlarını düzeltmeyi ve alt tabakayı sonraki işlemler için hazırlamayı amaçlamaktadır.
Kimyasal ön işlem birden fazla amaca hizmet eder:
- Yağların, greslerin ve pasın ürün yüzeyinden uzaklaştırılması
- Sonraki kaplamalarla yapışmayı artıran bir dönüşüm katmanı oluşumu
- Yüzeyin reaktif bir metal alt tabakaya dönüşümü
Bu kimyasal hazırlık, ana malzeme ile koruyucu kaplama arasında optimum bağlanma sağlayarak yüzey işleminin dayanıklılığını ve etkinliğini önemli ölçüde artırır.
Alüminyum malzemeler için yaygın olarak bir dizi yüzey işleme yöntemi kullanılmaktadır:
Kimyasal işlemler:
- Kromat dönüşüm kaplaması (kromatlama olarak da bilinir)
- Boyama (toz boya ve yaş boya sistemleri dahil)
- Elektrokaplama
- Eloksal (dayanıklı, gözenekli bir oksit tabakası oluşturma)
- Elektroforez (elektroforetik birikim)
Mekanik tedaviler:
- Tel çekme (dokulu yüzeyler için)
- Parlatma (çok parlak yüzeyler için)
- Kumlama (mat veya dokulu yüzeyler için)
- Taşlama (hassas boyut kontrolü için)
Bu yöntemlerin her biri benzersiz avantajlar sunar ve korozyon direnci, aşınma direnci, elektriksel özellikler ve görsel görünüm gibi faktörleri dengeleyerek uygulamanın özel gereksinimlerine göre seçilir.
Alüminyum alaşımlı levhalar, yüzey işleme yöntemlerine göre kaplamasız ve kaplamalı ürünler olarak kategorize edilebilir.
- Kaplamasız ürünler:
(1) Bunlar ayrıca alt bölümlere ayrılabilir:
- Sıva kabartmalı alüminyum levhalar (düzensiz desenli)
- Kabartmalı levhalar (düzenli desenli)
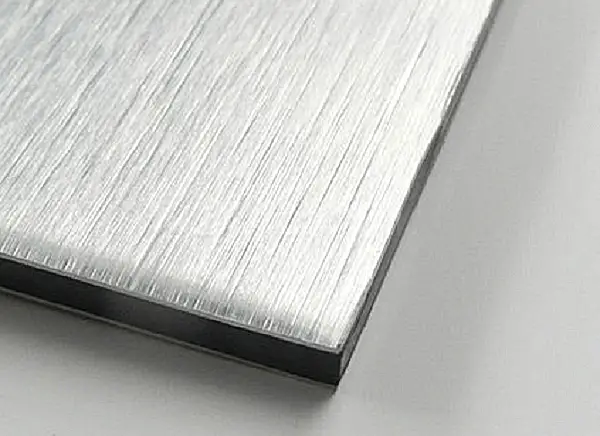
- Değirmen cilalı ve anodize alüminyum levhalar
(2) Bu ürünlerin yüzeylerine boya uygulanmaz, bu da daha düşük estetik gereksinimler ve nispeten daha düşük maliyetler sağlar. Ancak yine de alüminyum alaşımlarına özgü mükemmel korozyon direnci ve dayanıklılık sunarlar.
- Kaplamalı ürünler:
(1) Sınıflandırma:
- Kaplama işlemi ile:
- Sprey kaplamalı alüminyum levhalar
- Bobin kaplamalı (önceden boyanmış) alüminyum levhalar
- Kaplama türüne göre:
- Polyester
- Poliüretan
- Poliamid
- Modifiye silikon
- Epoksi
- Floropolimer (örn. PVDF)
- Diğerleri (örn. akrilik, toz boyalar)
(2) Bu kaplamalar arasındaki birincil performans farkı, ultraviyole (UV) radyasyona karşı dirençleridir. Floropolimer kaplamalar, özellikle poliviniliden florür (PVDF), üstün UV direnci, renk tutma ve tebeşirlenme direnci nedeniyle en yaygın olarak maruz kalan yüzeyde kullanılır. Maruz kalmayan veya arka taraf için, iyi yapışma ve maliyet etkinliği sunan polyester veya epoksi kaplamalar genellikle koruyucu katmanlar olarak seçilir.
Kaplama seçimi çevresel maruziyet, istenen kullanım ömrü, estetik gereksinimler ve bütçe kısıtlamaları gibi faktörlere bağlıdır. Olağanüstü dayanıklılık ve renk kararlılığı gerektiren uygulamalar için, astarlar ve şeffaf son katlar içeren çok katmanlı kaplama sistemleri kullanılabilir.
II. Alüminyum Alaşımlarının Yüzey İşlem Yöntemleri
Alüminyumun yüzey bitirme işlemine bir göz atalım ve alümi̇nyum alaşimlari günlük ürünlerimizde.
1. Çizim
Metal tel çekme, bir dizi ince çizgi üretmek üzere malzemenin yüzeyini tekrar tekrar kazımak için zımpara kağıdının kullanıldığı bir üretim sürecidir.
Çizim düz çizim, rastgele çizim, girdap çizimi ve iplik çizimi olarak ayrılabilir.
Metal tel çekme işlemi, malzemenin yüzeyinde ince çizgiler oluşturarak ipeksi ve mat bir yüzey elde edilmesini sağlar. Ortaya çıkan ürün hem stil hem de teknolojiyi bir araya getiriyor.
2. Dia-kesme
Elmas oyma bıçağı, parçaları oymak için yüksek hızlı bir oyma makinesinin (tipik olarak 20.000 rpm) miline monte edilir ve ürünün yüzeyinde vurgulanmış bir alan oluşturur.
Vurgulanan alanın parlaklığı freze ucunun hızından etkilenir. Hız ne kadar yüksek olursa ışık o kadar parlak olurken, hız ne kadar yavaş olursa ışık o kadar koyu olur ve bıçak izleri oluşturmak kolaylaşır.
Çok parlak yüksek ışıklı kesim özellikle iPhone 5 gibi cep telefonlarında kullanılmaktadır. Son yıllarda, bazı üst düzey TV metal çerçeveleri, eloksal ve tel çekme teknolojisi ile birlikte yüksek parlaklıkta frezeleme teknolojisini benimseyerek TV'nin modaya uygun ve teknolojik olarak gelişmiş görünmesini sağlamıştır.
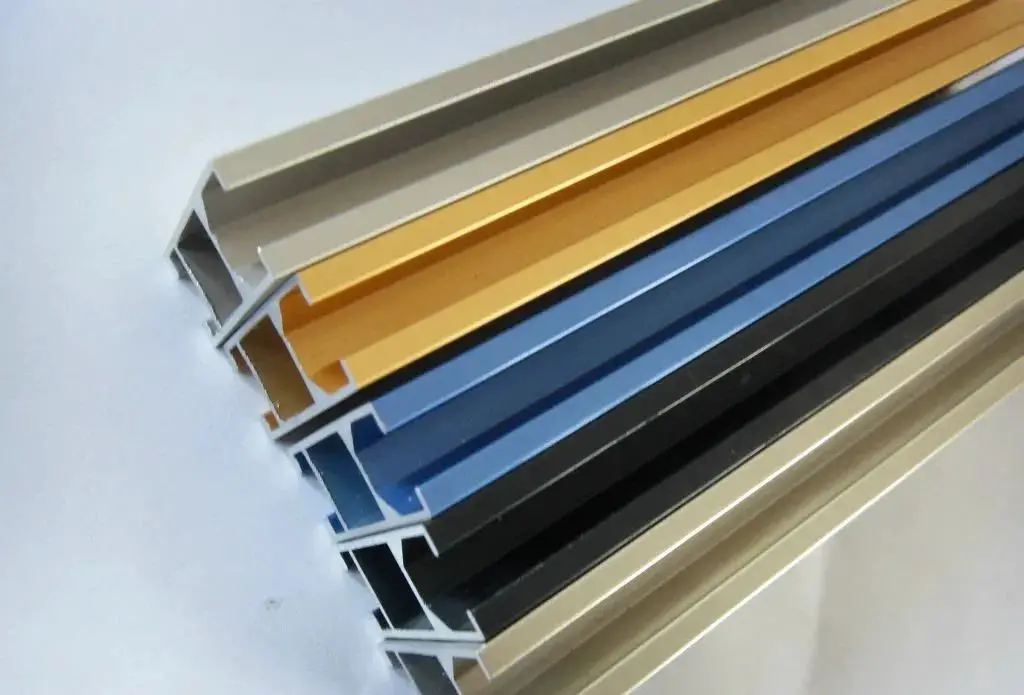
3. İki renkli eloksal
İki renkli anodizasyon, bir ürünün anodize edilmesi ve belirli bir alana farklı bir renk verilmesi işlemini ifade eder.
İki renkli eloksal i̇şlemi̇ karmaşık ve maliyetlidir; ancak iki renk arasındaki kontrast, ürünün üst düzey ve benzersiz görünümünü daha iyi yansıtabilir.
4. Eloksal
Anodizasyon, bir metal veya alaşımın elektrokimyasal oksidasyonunu ifade eder. Akımın uygulanmasına bağlı olarak ilgili elektrolit ve belirli işlem koşulları altında bir alüminyum eşya (anot) ve alaşımının yüzeyinde bir oksit filmi oluşturma işlemidir.
Eloksal sadece alüminyum yüzey sertliği ve aşınma direnci kusurlarını çözmekle kalmaz, aynı zamanda alüminyumun hizmet ömrünü uzatır ve görünümünü iyileştirir. Alüminyum yüzey işlemenin vazgeçilmez bir parçası haline gelmiştir ve en yaygın kullanılan ve oldukça başarılı bir işlemdir.
Öncelikle eloksal, alüminyum ve alaşımlarının yüzeyinde bir Al2O3 (alüminyum oksit) filmi oluşturmak için elektrokimyasal prensiplerden yararlanarak alüminyuma uygulanır. Bu oksit film koruma, dekorasyon, yalıtım ve aşınma direnci gibi özel niteliklere sahiptir.
Süreç: Tek veya gradyan renk: Parlatma/Kumlama/Tel çekme → Yağ alma → Eloksal → Nötralizasyon → Boyama → Sızdırmazlık → Kurutma
5. Elektroforez
Paslanmaz çelik, alüminyum alaşımları vb. için uygulanabilen elektroforez, metalik parlaklığı korurken ürüne çeşitli renkler kazandırır. Aynı zamanda, yüzey özelliklerini geliştirir ve iyi bir korozyon önleme performansına sahiptir.
Süreç: Ön işlem → Elektroforez → Kurutma
Teknik özellikler:
Avantajlar:
- Zengin renk seçenekleri;
- Metalik his yoktur, kumlama, parlatma, tel çekme vb. için uygundur;
- Sıvı ortamda işleme, karmaşık yapılar için yüzey işlemeye olanak sağlar;
- Seri üretime uygun olgun teknoloji.
Dezavantajlar:
Orta düzeyde kusur kapsama kabiliyeti; kalıp döküm parçalar elektroforez için yüksek ön işlem gerektirir.
6. Mikro Ark Oksidasyonu (MAO)
Bu, elektrolitik bir çözeltide (genellikle zayıf alkali bir çözelti) yüksek voltaj uygulayarak seramik bir yüzey filmi tabakası oluşturan bir işlemdir. Fiziksel deşarj ve elektrokimyasal oksidasyonun sonucudur.
Süreç: Ön işlem → Sıcak suyla yıkama → MAO → Kurutma
Teknik özellikler:
Avantajlar:
- Seramik doku, yüksek parlaklıkta ürünler içermeyen mat görünüm, hassas his, parmak izine dayanıklı;
- Geniş temel malzemeler: Al, Ti, Zn, Zr, Mg, Nb ve bunların alaşımları;
- Basit ön işlem, mükemmel korozyon direnci, hava koşullarına dayanıklılık ve ısı yayma performansı.
Dezavantajlar:
Şu anda renk seçenekleri sınırlıdır ve sadece siyah, gri vb. renkler olgunlaşmıştır; canlı renkler elde etmek zordur. Maliyet öncelikle yüksek elektrik tüketiminden etkilenmekte ve bu da onu en pahalı ürünlerden biri haline getirmektedir. yüzey i̇şlemleri̇.
7. PVD Vakum Kaplama
Fiziksel Buhar Biriktirme (PVD), öncelikle fiziksel süreçler yoluyla ince filmleri biriktirmek için kullanılan bir teknik olan endüstriyel bir üretim sürecidir.
Süreç: PVD için ön temizleme → Vakum fırını yükleme → Hedef temizleme ve iyon temizleme → Kaplama → Kaplama sonu, soğutma ve boşaltma → İşlem sonrası (parlatma, AFP)
Teknik özellikler:
PVD (Fiziksel Buhar Biriktirme), metal yüzeyde yüksek sertlikte, aşınmaya karşı yüksek dirençli metal seramik dekoratif kaplama biriktirebilir.
8. Elektrokaplama
Elektrokaplama, bir metalin yüzeyini ince bir metal film tabakasıyla kaplamak için elektroliz kullanan, böylece korozyona karşı koruma sağlayan ve aşınma direncini, elektrik iletkenliğini, yansıtıcılığı ve estetiği artıran bir tekniktir.
Süreç akışı: Ön İşlem → Siyanürsüz Alkali Bakır → Siyanürsüz Beyaz Bakır-Kalay → Krom Kaplama
Teknik Özellikler:
Avantajlar:
- Kaplama tabakasının yüksek parlaklığı, yüksek kaliteli metalik görünüm.
- Substratlar SUS, Al, Zn, Mg, vb. olabilir; PVD'ye göre nispeten daha düşük maliyetlidir.
Dezavantajlar:
Zayıf çevre koruması, yüksek çevre kirliliği riski.
9. Toz Boya
Toz kaplama, bir toz kaplama cihazının (elektrostatik toz püskürtücü) toz kaplamayı iş parçasının yüzeyine püskürttüğü bir işlemdir. Elektrostatik etki altında toz, iş parçasının yüzeyine düzgün bir şekilde yapışarak toz kaplama oluşturur. Yüksek sıcaklıkta tesviye ve fırınlamadan sonra toz kaplama, kullanılan toz kaplama türüne bağlı olarak değişen etkilere sahip nihai bir kaplamaya dönüşür.
Süreç akışı: Parça montajı → Elektrostatik toz giderme → Kaplama → Düşük sıcaklıkta tesviye → Fırınlama
Teknik Özellikler:
- Zengin renk seçimi, parlak ve mat kaplama arasında seçim.
- Düşük maliyetli, konut inşaatı mobilya ürünleri ve ısı alıcıları için uygundur.
- Yüksek kullanım oranı, 100% kullanımı, çevre dostu.
- Güçlü kusur koruma yeteneği.
- Ahşap damar efektini taklit edebilir.
10. Tel Çekme
Tel çekme, bir ürünün yüzeyinde taşlama yoluyla doğrusal çizgiler oluşturarak dekoratif bir etki yaratan bir yüzey işleme yöntemidir. Tel çekme işleminden sonra çizgilerin desenine bağlı olarak, düz çizgi çizimi, rastgele çizgi çizimi, dalga deseni ve spiral desen olarak ayrılabilir.
Teknik Özellikler: Tel çekme işlemi metal yüzeye ayna benzeri olmayan metalik bir parlaklık kazandırırken metal yüzeydeki küçük kusurları da ortadan kaldırabilir.
11. Kumlama
Kumlama, yüksek hızlı bir jet akımı oluşturmak için güç olarak basınçlı hava kullanan bir işlemdir, bu da kumlama malzemesini işlenecek iş parçasının yüzeyine yüksek hızda püskürterek iş parçasının dış yüzeyinde veya şeklinde değişikliklere neden olur ve belirli bir temizlik ve farklı pürüzlülük seviyeleri elde eder.
İşlem, yüksek hızlı kum akışı kullanılarak metal yüzeyin temizlenmesini ve pürüzlendirilmesini içerir.
Bu alüminyum yüzey işleme yöntemi, iş parçasının yüzeyinde belirli bir temizlik derecesi ve farklı pürüzlülük seviyeleri elde edebilir, bu da iş parçasının yüzeyinin mekanik özelliklerini geliştirir.
Sonuç olarak, iş parçasının yorulma direnci iyileştirilir, kaplamanın yapışması artırılır, kaplama filminin dayanıklılığı uzatılır ve kaplamanın tesviyesi ve dekorasyonu da kolaylaştırılır.
Bu işlem genellikle çeşitli Apple ürünlerinde görülür ve TV setleri veya orta çerçevelerin üretiminde giderek daha fazla kullanılmaktadır.
Teknik Özellikler:
- Farklı seviyelerde yansıma veya mat yüzey elde edebilir.
- İş parçasının yüzeyindeki küçük çapakları temizleyebilir, yüzeyi daha pürüzsüz hale getirebilir, çapak tehlikelerini ortadan kaldırabilir ve iş parçasının kalitesini artırabilir.
- Ön işlem sırasında kalan kirleri temizleyebilir, iş parçasının pürüzsüzlüğünü artırabilir ve tek tip ve tutarlı bir doğal metalik renk ortaya çıkararak iş parçasının estetik açıdan daha hoş görünmesini sağlayabilir.
12. Parlatma
Parlatma, esnek bir parlatma aleti ve aşındırıcı parçacıklar veya diğer parlatma ortamları kullanılarak iş parçası yüzeyinde gerçekleştirilen bir modifikasyon işlemidir.
Parlatma işlemine bağlı olarak: kaba parlatma (temel parlatma işlemi), orta parlatma (ince işleme işlemi) ve ince parlatma (parlatma işlemi), uygun parlatma tekerleğinin seçilmesi en iyi parlatma etkisini elde edebilir ve parlatma verimliliğini artırabilir.
İş parçasının boyutsal doğruluğunu veya geometrik hassasiyetini geliştirir, pürüzsüz bir yüzey veya ayna benzeri bir parlaklık elde eder ve ayrıca parlaklığı giderebilir.
Mekanik, kimyasal veya elektrokimyasal yöntemler kullanılarak yüzey pürüzlülüğü Parlak, düz bir yüzey elde etmek için iş parçasının
Bu parlatma işlemi esas olarak mekanik parlatma, kimyasal parlatma ve elektrolitik parlatma olarak ikiye ayrılır.
Alüminyum parçalar, paslanmaz çeliğe yakın bir ayna efekti elde etmek için mekanik olarak parlatılabilir ve elektrolitik olarak parlatılabilir, bu da insanlara yüksek kaliteli basitlik ve modaya uygun bir gelecek hissi verir. Elbette, bu yüzey kaplaması parmak izlerine yatkındır ve daha fazla bakım gerektirir.
13. Dağlama
Genellikle fotokimyasal aşındırma olarak adlandırılan aşındırma, pozlama ve geliştirmeden sonra koruyucu filmin aşındırılacak alandan çıkarılmasını, aşındırma sırasında kimyasal bir çözelti ile temas ettirilmesini, çözünmesini ve aşınmasını, kabartmalı veya oyuk şekillendirme efektleri oluşturmasını içerir.
Süreç akışı:
Pozlama yöntemi: Mühendis grafiklere göre malzeme boyutunu açar - Malzeme hazırlama - Malzeme temizleme - Kurutma → Film yapıştırma veya kaplama → Kurutma → Pozlama → Geliştirme → Kurutma - Aşındırma → Film çıkarma → Tamam
Serigrafi baskı yöntemi: Malzeme kesme → Plakanın temizlenmesi (paslanmaz çelik ve diğer metal malzemeler) → Serigrafi → Aşındırma → Film çıkarma → Tamam
Teknik Özellikler:
Avantajlar:
- Metal yüzeylerde ince işleme yapabilir.
- Metal yüzeye özel efektler verir.
Dezavantajlar:
Aşındırma sırasında kullanılan korozif sıvı (asit, alkali vb.) çoğunlukla çevreye zararlıdır.